特殊钢连铸中的温度控制与质量控制研究
2024-01-07 02:03郝广鹏
山西冶金 2023年10期
郝广鹏
(山东钢铁股份有限公司莱芜分公司特钢事业部,山东 济南 271100)
0 引言
特殊钢连铸是钢铁生产中的重要环节,其质量直接影响到钢材的性能和市场竞争力。然而,由于特殊钢的成分复杂、温度控制难度大等因素,特殊钢连铸过程中存在着一系列的质量问题,如表面缺陷、内部裂纹等。因此,对特殊钢连铸中的温度控制与质量控制进行研究,对于提高特殊钢连铸质量、降低生产成本具有重要意义。本文将探讨特殊钢连铸中的温度控制与质量控制问题,并提出相应的解决方案,通过对特殊钢连铸过程中的温度和质量进行精确控制,可以提高特殊钢坯的质量和性能,满足市场的需求。
1 特殊钢连铸的温度控制
1.1 连铸温度的影响因素
1)钢种成分:不同钢种的成分不同,其熔点也不同,因此连铸温度也会有所不同。
2)浇注速度:浇注速度越快,钢液的流动性越好,连铸温度也会相应提高。
3)结晶器形状和尺寸:结晶器的形状和尺寸会影响钢液在结晶器内的流动和冷却速度,从而影响连铸温度。
4)冷却水质量和流量:冷却水的质量和流量会直接影响结晶器的冷却效果,从而影响连铸温度。
5)连铸机的控制系统:连铸机的控制系统可以对连铸温度进行精确控制,从而保证钢坯的质量。
6)环境温度和湿度:环境温度和湿度会影响连铸机的工作效率和钢液的冷却速度,从而影响连铸温度[1]。
1.2 连铸温度的控制方法
1)模具冷却水温度的控制:模具冷却水温度的控制是通过调节冷却水的流量和温度来实现的。一般来说,当铸坯温度较高时,需要增加冷却水的流量和降低冷却水的温度,以保证铸坯的质量。反之,当铸坯温度较低时,需要减少冷却水的流量和提高冷却水的温度,以保证铸坯的质量。
2)结晶器冷却水温度的控制:结晶器冷却水温度的控制也是通过调节冷却水的流量和温度来实现的。当铸坯温度较高时,需要增加冷却水的流量和降低冷却水的温度,以保证铸坯的质量。反之,当铸坯温度较低时,需要减少冷却水的流量和提高冷却水的温度,以保证铸坯的质量。
3)液相区温度的控制:液相区温度的控制是通过调节结晶器冷却水的流量和温度来实现的。当液相区温度过高时,需要增加结晶器冷却水的流量和降低冷却水的温度,以保证铸坯的质量。反之,当液相区温度过低时,需要减少结晶器冷却水的流量和提高冷却水的温度,以保证铸坯的质量。同时,还可以通过调节结晶器的结构和形状来控制液相区温度,以达到更好的铸造效果。
1.3 连铸温度控制的实验研究
1.3.1 实验设计
1)实验材料:选用工业纯铜作为实验材料。
2)实验设备:连铸机、温度控制系统、热电偶和计算机等。
3)实验步骤:将工业纯铜熔化,倒入连铸机中。通过温度控制系统控制连铸温度,分别设定为800 ℃、850 ℃、900 ℃、950 ℃和1 000 ℃。在连铸过程中,通过热电偶实时测量铸坯表面温度,并记录数据。待铸坯冷却后,对铸坯进行质量检测,包括铸坯表面质量、内部结构等。
1.3.2 实验结果分析
实验结果如表1 所示,可以看出,连铸温度对铸坯质量有着显著的影响。连铸温度过低,铸坯表面温度较低,容易出现疏松的内部结构。连铸温度适中,铸坯表面温度较高,内部结构紧密,表面质量良好。连铸温度过高,铸坯表面温度过高,会影响表面质量。因此,在实际生产中,应根据具体情况选择合适的连铸温度,以保证铸坯质量。
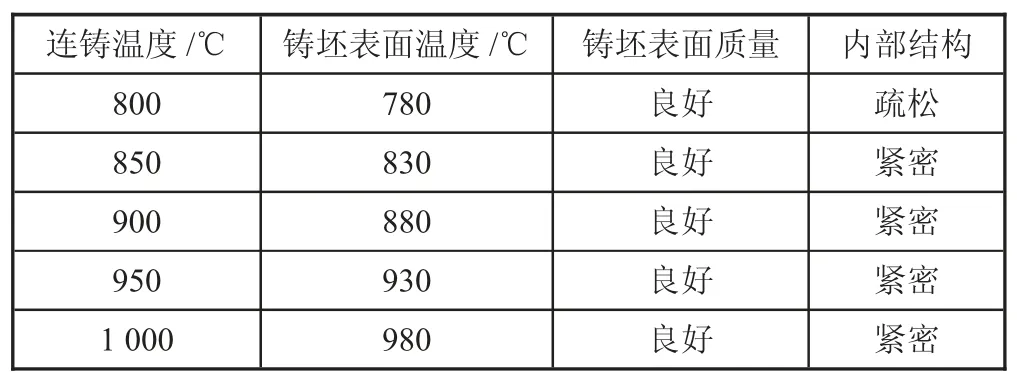
表1 连铸温度控制的实验结果
2 特殊钢连铸的质量控制
2.1 连铸质量的影响因素
1)原料质量:原料的成分、温度和流动性等对连铸质量有直接影响。
2)结晶器设计:结晶器的形状、尺寸以及冷却方式等会影响结晶器内的流动状态和结晶形态,从而影响铸坯质量。
3)结晶器冷却水质量:结晶器冷却水的温度、流量和水质等对结晶器内的温度分布和结晶形态有影响。
4)拉速:拉速的大小会影响铸坯的结晶形态和内部组织。
5)拉力:拉力的大小会影响铸坯的形变和内部组织。
6)结晶器振动:结晶器振动的频率和振幅会影响铸坯的结晶形态和内部组织。
7)浇注方式:浇注方式的不同会影响铸坯的结晶形态和内部组织。
8)连铸机设备状态:连铸机设备的运行状态、维护保养等会影响铸坯的质量。
9)环境因素:环境温度、湿度等因素也会对连铸质量产生一定影响[2]。
2.2 连铸质量的控制方法
1)结晶器结晶壳厚度的控制:可以通过调整结晶器冷却水量和水温、调整结晶器内部的气流和液流以及优化结晶器的设计和结晶器内部的流动状态来控制结晶壳厚度。
2)结晶器结晶速度的控制:可以通过调整结晶器内部的液流速度和气流速度、控制结晶器内部的温度分布和结晶器出口的拉速以及优化结晶器的设计和结晶器内部的流动状态来控制结晶速度。
3)结晶器结晶方向的控制:可以通过调整结晶器内部的气流和液流、控制结晶器内部的温度分布和结晶器出口的拉速以及优化结晶器的设计和结晶器内部的流动状态来控制结晶方向。
2.3 连铸质量控制的实验研究
2.3.1 实验设计
1)实验材料:选用普通碳素钢作为实验材料,其中:w(C)为0.15%~0.25%、w(Si)为0.15%~0.35%、w(Mn)为0.3%~0.6%、w(P)≤0.035%且w(S)≤0.035%。
2)实验设备:连铸机、温度计、压力计、拉力计和金相显微镜等。
3)实验步骤:调整连铸机的工作参数,包括浇注速度、结晶器温度和拉速等,使其符合实验要求。进行连铸实验,记录每一次连铸的工艺参数和铸坯质量情况。对铸坯进行金相显微镜分析,观察铸坯的组织结构和缺陷情况。根据实验结果,总结出连铸质量控制的方法和技巧。实验结果如表2 所示。
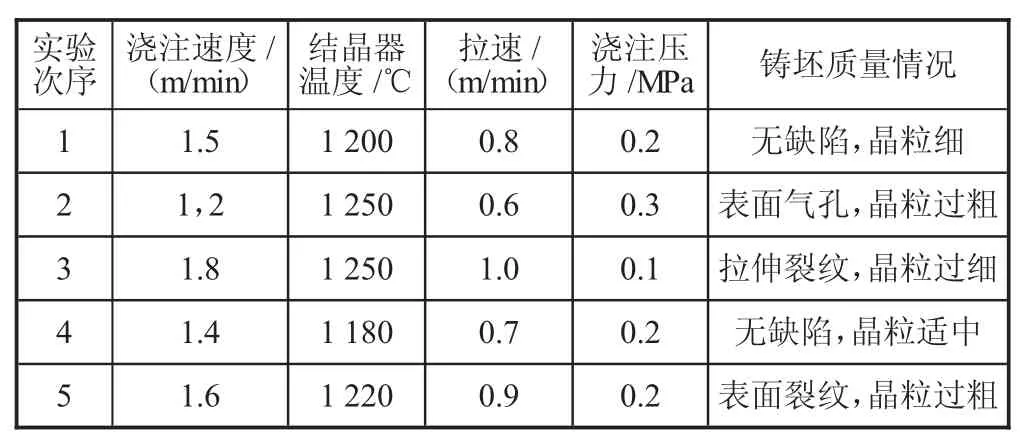
表2 连铸质量控制的实验结果
2.3.2 实验结果分析
1)合理调整浇注速度和结晶器温度可以有效控制铸坯的结晶组织,避免出现过粗或过细的晶粒。
2)控制拉速可以减少铸坯的拉伸应力,避免出现拉伸裂纹和表面裂纹。
3)合理控制浇注压力可以避免铸坯表面气孔和夹杂物的产生。
4)对于铸坯中出现的缺陷,可以通过调整工艺参数或采取后续处理措施进行修复。
连铸质量控制需要综合考虑多个因素,通过合理调整工艺参数和采取相应措施,可以有效提高铸坯的质量。
3 特殊钢连铸温度控制与质量控制的关系
3.1 温度控制对质量的影响
特殊钢连铸温度控制是保证产品质量的重要环节之一。温度过高或过低都会对产品质量产生不良影响。温度过高,会导致钢水中的气体和夹杂物增多,从而影响钢材的力学性能和表面质量。温度过低,会导致结晶器结晶不良,从而影响钢材的内部质量和表面质量。因此,要通过合理的温度控制来保证产品质量。
3.2 质量控制对温度的影响
特殊钢连铸质量控制也会对温度产生影响。如果钢水中的气体和夹杂物过多,会导致结晶器结晶不良,从而影响温度控制的准确性。如果结晶器结晶不良,会导致结晶器内部温度不均匀,从而影响温度控制的稳定性。因此,要通过合理的质量控制来保证温度控制的准确性和稳定性。
3.3 温度控制与质量控制的协同优化
特殊钢连铸温度控制和质量控制是相互关联、相互影响的。要实现协同优化,需要从以下几个方面入手:
1)建立完善的温度控制和质量控制体系,确保二者之间的信息交流和协调配合。
2)加强钢水净化和气体控制,减少夹杂物和气体含量,提高钢水质量。
3)优化结晶器结构和冷却方式,提高结晶器结晶质量,保证温度控制的准确性和稳定性。
4)加强在线检测和控制,及时发现并纠正温度和质量方面的问题,保证产品质量和生产效率的稳定提高[3]。
4 结语
在特殊钢连铸过程中,温度控制和质量控制是非常重要的。温度控制可以保证钢水的均匀性和稳定性,从而避免出现过热或过冷的情况,影响钢水的质量。质量控制则可以保证钢水的化学成分和物理性能符合要求,从而保证最终产品的质量。在实际生产中,需要采用一系列的措施来实现温度控制和质量控制。例如,可以采用先进的温度控制系统和在线监测设备,及时调整连铸过程中的温度和流量,保证钢水的均匀性和稳定性。同时,还可以加强对钢水的化学成分和物理性能的检测和分析,及时发现问题并采取措施进行调整。总之,特殊钢连铸中的温度控制和质量控制是一个复杂而又关键的问题,需要我们不断地进行研究和探索。只有通过不断地优化和改进,才能够实现特殊钢连铸的高效、稳定和可靠生产,为钢铁行业的发展做出贡献。
猜你喜欢
山东冶金(2022年2期)2022-08-08
模具制造(2022年1期)2022-02-23
模具制造(2021年10期)2021-11-20
模具制造(2021年5期)2021-08-12
模具制造(2021年6期)2021-08-06
安徽冶金科技职业学院学报(2020年2期)2020-08-04
重型机械(2019年3期)2019-08-27
山东冶金(2019年2期)2019-05-11
山东冶金(2018年5期)2018-11-22
上海金属(2016年2期)2016-11-23