国内A 高炉升级改造设计的技术特点
2024-01-07 13:44申克政
山西冶金 2023年11期
申克政
(中冶京诚工程技术有限公司,北京 100176)
0 引言
S 公司A 高炉运行到炉役后期,炉体冷却壁破损严重,高炉公辅设施也经过一代炉役的运行,能耗及运行维护成本较高。在国家环保要求日益严格的背景下,S 公司拟对A 高炉进行升级改造。
本次高炉升级改造,充分考虑现有场地和能利旧的设备,采用了多项节能环保技术,在不影响现有生产的前提下完成了对A 高炉的升级改造。
1 高炉设计特点及采用的新技术
由于高炉在现有厂区内改造,高炉的布置受限制的因素比较多。为了不影响正常生产,经与业主充分讨论,调整布置方案,优化占地,做到布置最优。
为了和现有的铁路匹配,合理确定高炉中心的位置,使出铁场下摆动流嘴处铁路线能与现有铁路合理对接。为了维持现有高炉的正常生产,在出铁场外设置了一条过渡线,使现有高炉可以通过过渡线进入炼钢车间,避免受到现有高炉施工的影响。
在高炉设计中充分贯彻高效、低耗、优质、长寿的方针,采用先进实用、节能环保的技术及设备,实现高炉的低碳节能升级改造。高炉的技术经济指标如表1所示。

表1 高炉的技术经济指标
1.1 炉体系统
1.1.1 高炉内型
根据国内外多座高炉内型变化发展趋势,同时参考国内操作指标良好的高炉内型,并且根据本高炉的具体情况,合理确定高炉的内型,具体如表2 所示。

表2 高炉内型
1.1.2 高炉冷却结构
高炉冷却系统直接影响到冷却设备的寿命,是制约整个高炉寿命的关键因素。为保证高炉冷却可靠,本工程的高炉炉体采用全水冷结构,其中在炉体冷却设备、新型组合式冷却结构、高炉炉底、风口大中套采用软水密闭循环冷却系统。为了方便检漏,风口小套、炉顶打水及炉喉钢砖等采用高压工业水冷却系统。
本设计高炉本体采用全冷却结构,炉腹、炉腰及炉身下部第6—9 段采用镶砖球墨铸铁冷却壁。由于炉腹和炉腰部位热负荷较高,为了加强该区域的冷却,采用新型组合式冷却结构。
基于铜冷却壁的优良性能,开发了新型组合式冷却结构(见图1),即在铸铁冷却壁的热面镶嵌铜冷却条的结构。它兼有板壁结合结构及薄壁炉衬的优点,主要利用了铜的导热率高的特点,在铜冷却条周围形成牢固的渣皮,相当于“锚固钉”,起到了“软板”作用,使得渣皮更稳定,克服了铜冷却壁过度冷却带来的渣皮频繁脱落的问题。而且可根据设计,合理选择铜条的间距,因此不会产生过度冷却的问题,且投资大大低于铜冷却壁。铜冷却条采用铸造工艺,克服了铜冷却壁水管与本体焊接易开裂的缺点[1]。
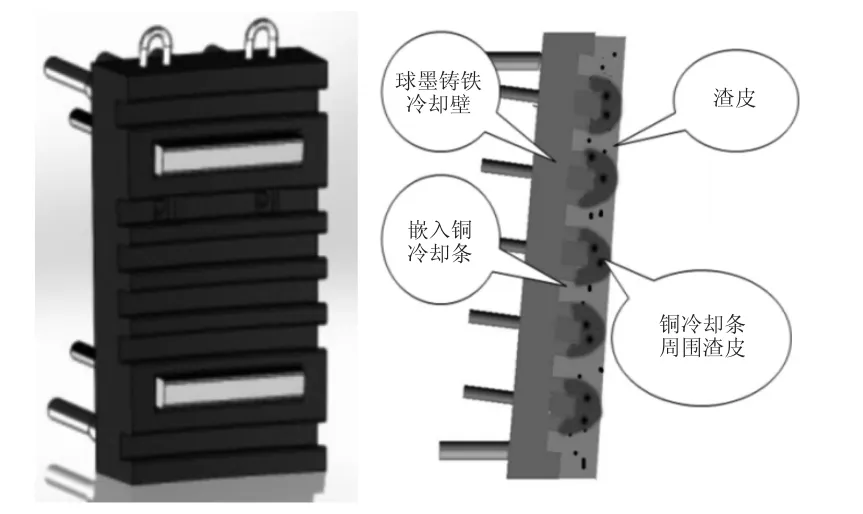
图1 组合式冷却壁
1.1.3 高炉耐材结构
炉底、炉缸耐材结构:炉底共砌4 层大块炭砖,在炉底水冷封板上为1 层国产高导热炭砖,其上为2 层国产大块微孔炭砖,最后为1 层国产大块超微孔炭砖;炭砖上再砌2 层刚玉莫莱石陶瓷垫,每层厚度为400 mm,总厚度约800 mm;炉缸异常侵蚀区和炉缸侧壁环砌大块超微孔炭砖,炉缸上部环砌国产大块微孔炭砖;炉缸炭砖内侧砌筑陶瓷杯。
风口组合砖采用氮化硅结合碳化硅组合砖,铁口采用刚玉质组合砖加刚玉浇注料的砌筑形式。
炉腹、炉腰与炉身下部第6—9 段球墨铸铁冷却壁镶氮化硅结合碳化硅砖,对炉腹冷却壁镶砖的热面进行喷涂。
炉身中部第10—12 段球墨铸铁冷却壁冷镶焙烧微孔铝炭砖,炉身上部第13—14 段球墨铸铁冷却壁冷镶磷酸盐浸渍黏土砖。
1.1.4 高炉检测
高炉炉体系统设置了完善的流量、压力、温度检测,还设置炉顶热成像、水温差检测系统和热流强度在线检测、炉底炉缸侵蚀模型等主要检测项目。
高炉炉顶封罩设置1 台炉顶热成像仪。热成像仪用来观察炉顶料面煤气发展情况和布料溜槽工作情况,还可以通过图象处理技术,在显示器上显示炉顶料面温度。
高炉冷却壁水温差与热流强度监测系统可根据现场采集的数据,经过分析处理后生成实时的监测系统。此系统可根据冷却壁进出口冷却管道的瞬时流量和水温差,实时计算出高炉各部位热流强度。若超过上限或下限数值时,系统实施报警,从而起到高炉卫士的作用。
为能够实时、连续地监控每路铜冷却条进出水温差,此次设计增加铜冷却条进水及出水温度测点80 点,除此之外还设有380 个测温点,配有40 个流量计。
炉底、炉缸侵蚀模型是预先在高炉炭砖内埋设了诸多专用热电偶来检测高炉炉缸、炉底内衬立体空间的温度分布,通过建立高炉内衬烧蚀数学模型,经过计算机的信息处理模拟高炉炉底、炉缸的内衬烧蚀状况,形成自动化诊断与报警系统。使用该系统能够实时模拟高炉炉底、炉缸耐材侵蚀状况,指导高炉安全生产。
为了全面监测高炉炉缸炉底情况,在16 个圆周方向安插热电偶,共计256 个温度测点。
1.2 热风炉系统
热风炉系统配置有3 座旋切顶燃式热风炉,设计采用Φ25 mm 高效热风炉格子砖,设有2 台助燃风机集中送风;热风炉采用高炉煤气为燃烧介质,还可通过计算机自动控制燃烧、送风温度和换炉。
本工程采用热风输送管道膨胀和拉紧装置专利技术,在热风管道上设置了不同形式的波纹补偿器以及管道的拉紧装置,解决了热风管道轴向变形问题。
炉箅子及支柱为多种孔型的带横梁式结构,炉箅子及支柱设计最高允许使用温度≤450 ℃。
本设计采用高效板式换热器预热助燃空气和煤气,提高了热风炉系统的热效率,最终达到送风温度1 250 ℃的目标。此外,为了提高燃烧效率,节省煤气,热风炉采用自动烧炉系统。
为了实现超低排放的目标,将热风炉烟气管道与利旧的4 号高炉脱硫设施进行对接,以满足烟气排放的要求。
1.3 矿槽及上料系统
矿焦槽系统设双排贮槽。矿石和焦炭均采用分散筛分、分散称量工艺;采用焦丁与矿石混装入炉,可提高炉内煤气利用率,获得节焦增产的良好效果。
槽上设2 条运矿胶带机和1 条运焦胶带机,每条皮带均设有重型卸料车。为了有效解决槽上环境除尘的问题,重型卸料车上带单体除尘器。
为了保护环境、改善工人工作条件,槽下系统的振动筛、称量漏斗、胶带输送机各转运站等产尘点均设通风除尘设施,胶带机采用高效的导料槽密封技术,实现下料区域全密封,并采用多级密封挡帘、阻力减压器等设施进一步降低除尘风量,加强除尘效果。
高炉采用主皮带上料,主皮带的宽度为1 600 mm,倾角11.8°,运量为2 600 t/h。
1.4 炉顶系统
采用串罐无料钟炉顶装料设备,可以减少炉料装入过程中的偏析,同时减少炉顶设备维护工作量,改善炉顶环境。根据设计计算,按正常产量、正常料批,合理确定料罐有效容积40 m3。
采用炉顶均压煤气全回收专利技术对料罐排压放散的煤气进行回收,极大地减少了均压放散过程中高炉煤气及噪音对环境的污染,将料罐高压煤气引至煤气回收用回收除尘器,经除尘和降压后,最终进入公司净煤气管网。
当自然回收结束时,通过引射器对料罐内剩余的少量低压煤气进行引射强制回收。引射用高压工作气体采用炉顶料罐均压使用的高压净煤气。通过引射器强制回收,使料罐内的压力在短时间内降至微正压,然后可直接打开上密封阀和上料闸进行装料,避免了煤气二次放散,从而实现了炉顶均压煤气100%回收[2]。
1.5 出铁场及炉前操作
出铁场平坦化设计,采用无填沙层的出铁场平台结构。采用固定储铁式主沟,实现渣铁良好分离;采用全液压泥炮、开铁口机,泥炮和开铁口机同侧布置,提高炉前机械化、自动化程度及可靠性,减轻炉前劳动强度。
采用摆动流嘴出铁,可以尽量减少支铁沟的长度,降低炉前的工作强度,也可减少生产成本。
1.6 炉渣处理系统
2 个出铁场各设置1 套INBA 水渣处理设施,转鼓采用电动驱动,操作简单、使用安全、运行可靠;转鼓的旋转速度可根据渣流量和转鼓中的水位自动调节,瞬时渣流量可根据转鼓扭矩计算得出。
粒化塔和转鼓区蒸汽设烟囱集中高空排放,环保条件好;冲渣水进入冷却塔,冷却降温后再进行冲渣,冷水冲渣效果好,产生蒸汽少。
脱水转鼓规格Φ5 000 mm×6 250 mm。转鼓采用链条传动,设有2 套传动装置,正常生产时转鼓采用变频调速的马达驱动,转速固定的备用马达一般在检修时使用。根据渣流量和转鼓中的水位,系统可自行调节转鼓的旋转速度。
1.7 制粉喷吹系统
制粉喷吹车间整个厂房设计为全封闭式。制粉系统采用单系列,喷吹系统采用四罐并列、总管加分配器直接喷吹方式,其中2 个喷吹罐还可实现向球团或另一座高炉的喷吹系统煤粉仓输粉。
1.8 高炉煤气净化系统
煤气除尘系统采用先重力除尘后布袋除尘工艺。高炉煤气粗除尘采用重力除尘器,除尘灰采用吸排罐车,避免二次扬尘对环境造成的污染。
布袋除尘器采用DN=5 200 mm 筒体、煤气顶进顶出的工艺,取得优良的除尘效果。
本方案采用关于高炉干式布袋除尘系统最新的专利及实用技术:
1)筒体采用DN=5 200 mm 大口径,有效地解决了高炉布袋除尘系统占地大的问题;
2)氮气双侧脉冲喷吹清灰,合理地利用脉冲阀的喷吹能力,有效地保证了良好的清灰效果;
3)煤气气流采用顶进顶出方式,荒煤气从筒体顶部中间自上而下,在筒体下部进入筒体,均匀反向流动扩散,保证气流分配均匀稳定,避免侧进筒体方式产生局部紊流气流,造成布袋底部磨擦破损;
4)煤气阀门均设置在除尘系统上部两侧,上部设置有防爆电葫芦,可实现设备平时检修,同时管道煤气泄露时能及时扩散,对安全生产有极大好处;
5)根据总图布置的情况,11 个布袋筒体采用单排布置形式,节省占地,降低投资。
1.9 环境除尘设施
高炉设置完善的出铁场除尘、矿焦槽除尘,满足国家及地方超低排放要求。
本高炉设2 个出铁场,共2 个出铁口,出铁制度为对角轮流出铁。每个铁口除尘点包括出铁口顶吸1 点、侧吸2 点、撇渣器1 点、渣沟1 点、铁沟1 点、摆动流嘴2 点,共计8 点。炉顶除尘接入出铁场除尘系统,本系统除尘设计风量400 000 m3/h,为变频控制。根据高炉的实际情况,利旧现有400 000 m3/h风量出铁场除尘系统,由2 套除尘系统共同对本出铁场进行除尘。
槽上除尘系统采用移动车载除尘器加仓内吸风除尘方式。对矿槽、焦槽槽下下料称量及给料系统等部分产尘点采取密闭罩密封抽风,并对全密封自沉降环保导料槽进行抽风。
1.10 高炉自动化系统
高炉采用电气、仪表和计算机三电一体化系统,可提高高炉控制的自动化水平,确保高炉安全、稳定、顺利运行;还可以加强高炉生产控制和管理,确保铁水质量,降低焦比,提高利用系数,保证生产的安全性和延长炉役寿命。
2 采用的节能环保技术和特点
2.1 均压煤气全回收技术
炉顶放散采用均压煤气全回收技术,在原有均压煤气系统上增加了引射阀,在放散至低压时,引射阀开启,将剩余煤气引至均压煤气筒体内,实现均压放散煤气的全回收。在施工过程中,均压煤气回收的时间约15 s,满足设计要求及高炉生产的要求。
2.2 组合式冷却壁
组合式冷却壁是在原有铸铁冷却壁和铜冷却壁的基础上,开发的一种新型的冷却结构,兼有铸铁冷却壁和铜冷却壁的优点。采用组合式冷却壁,可在增加较少投资的条件下(投资约为铜冷却壁的20%)[3],满足炉体系统的冷却要求,延长高炉的使用寿命。
2.3 环保导料槽
环保导料槽是关于矿槽超低排放的专利技术,矿槽系统落料点都使用了环保导料槽,将皮带落料点进行合理密封,防止烟尘逸出。加强落料点密封后,除尘系统减少了风量损失,事实证明使用环保导料槽后,可以降低除尘系统风量20%;电机采用变频电机,可减少电量消耗,降低生产成本。
2.4 其他设计特点
充分考虑现有场地,合理布置高炉各个系统,做到物流合理,气体顺畅,生产方便;充分考虑现有设备设施,将可利旧的设备充分利旧。出铁场除尘利旧1 套40 万m3/h 风量的除尘器,与1 套新建的40 万m3/h除尘器一起为出铁场除尘,满足超低排放的要求。
利旧现有的热风炉烟气脱硫设施。在进行总图布置时,充分考虑现有脱硫设施,将烟气管道接入煤气脱硫的入口,并且在连接施工接口时,合理考虑施工时间,尽量减少对现有设备的影响。
利旧现有的地下受料槽。合理布置槽前运料皮带的走向,将现有的地下受料槽和矿槽的槽前准运站进行连通,使地下受料槽的物料(焦炭、烧结、球团)可以运至矿槽,达到备用的目的。
3 结论
1)高炉经升级投产后,产量稳步提高,产量稳定在5 540 t/d,平均焦比355 kg/t,煤比155 kg/t,燃料比为510 kg/t。热风风温大于1 250 ℃,送风时间60 min,操作指标已达到同类高炉先进水平。
2)此高炉升级改造工程充分考虑原有场地空间,充分利用现有设施,采用了软水密闭循环、旋切顶燃式热风炉、均压煤气全回收、环保导料槽等多项先进的节能环保工艺,保证了高炉的先进性。此高炉采用的多种高炉长寿与节能环保技术稳定可靠,经实践表明,已基本达到设计的预期。高炉经升级投产后,生产指标优异,为企业创造了巨大的效益。
猜你喜欢
山东冶金(2022年3期)2022-07-19
山东冶金(2022年1期)2022-04-19
山东冶金(2022年1期)2022-04-19
冶金设备(2021年2期)2021-07-21
天津冶金(2020年2期)2020-04-24
山东冶金(2019年3期)2019-07-10
山东冶金(2019年3期)2019-07-10
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年2期)2016-05-17
新疆钢铁(2016年3期)2016-02-28