振动喷吹展纤工艺参数对碳纤维展纤效果影响的研究
2024-01-04 01:16:46王明欢刘袁媛何亚东信春玲
中国塑料 2023年12期
王明欢,刘袁媛,徐 然,何亚东,2,信春玲,任 峰*
(1. 北京化工大学机电工程学院,北京100029;2. 教育部高分子材料加工装备工程研究中心,北京100029)
0 前言
连续碳纤维增强热塑性树脂基复合材料(CFRTP)力学性能优异,在航空航天、新能源、体育等领域的应用逐年上升[1-2]。熔融浸渍法[3-4]被广泛应用于CFRTP预浸料的制备过程中,具备连续、稳定、高效等优点。然而,由于热塑性树脂黏度较高,难以完全浸润纤维束,通常需进行展纤处理。原始纤维束经过展纤工艺后[5-6]被展宽变薄,降低了树脂熔体需要渗透纤维束的深度,进而缩短了熔体完全浸润纤维束所需要的时间,既提高了预浸料生产效率又优化了复合材料的制备效果。
当前,展纤工艺主要包括机械展纤、振动展纤、气流展纤以及静电展纤等方式。Wilson[7]对机械展纤原理进行了研究,并建立了展宽预测模型。通过单纤维束在机械辊上做往复运动时的展宽变化,验证展宽模型。结果表明,纤维束展宽随机械辊间的高度差增大而增大。Irfan[8]对Wilson 模型进行了补充完善,证明纤维的展宽不仅与机械辊位置有关,纤维张力也对展宽的增加有积极影响。早在1990年就有人提出通过振动发生装置带动粗糙机械辊振动[9],从而提高展纤效率。超声展纤[10]是振动展纤的扩展形式,通过液体介质传递超声发生器的声波能量,对纤维束造成冲击,逐步展宽纤维束。Kawabe[11]设计了一套多级气流展纤系统,能够以10 m/min 的速度将12 k 碳纤维展宽至25~30 mm。Gyuhee Lee[12]对喷吹气流展纤工艺参数进行了研究,探究了气流速度和纤维束垂度的影响规律,最终将12 k碳纤维展宽至初始宽度的5倍。
单一的机械展纤工艺存在难以解决增大展纤宽度的同时会加剧纤维断裂的矛盾,单一振动展纤通过带动纤维单丝运动促进纤维束展宽,但会加剧纤维断裂,气流展纤存在稳定性较差、成本高等问题。为使碳纤维能够稳定、均匀且低损伤地被充分展宽,根据展纤原理,将不同展纤工艺有机结合以弥补各自展纤劣势,从而提升展纤宽度,降低纤维断裂率、提升展纤均匀度[13]。本文在机械展纤设备的基础上,对振动展纤法和气流展纤法进行理论分析,通过运动方程与伯努利方程对振动喷吹展纤过程进行描述,建立振动喷吹展纤宽度理论模型,从而对参数的设置进行指导。并在展纤理论的指导下,采用自主搭建的振动喷吹展纤装置,对碳纤维振动喷吹展纤工艺参数进行研究与优化。
1 模型建立
纤维束在振动喷吹展纤过程中的流程示意图如图1所示。
对纤维束在垂直振动展纤过程中的运动状态进行分析,在振动辊扰动下的纤维束运动状态循环过程依次为——与振动辊接触,被振动辊压低,振动辊抬升后纤维处于悬垂松弛,将垂直振动展纤过程中的纤维束张紧速度转换为张紧频率(fv0):
式中D——振动辊的振动幅度,mm
2L——固定辊间距,m
Vf——纤维牵引速度,m/s
当振动辊的振动频率fv大于纤维束的张紧频率fv0时,每次振动循环过程中纤维束张力会存在时长为t1的悬垂松弛状态,否则纤维束将在展纤过程中持续处于张紧状态,松弛时间t1占振动辊振动周期的比例θ如式(2)所示。
在垂直振动过程中,引入扇形喷吹气流,对纤维束在气流作用下的展宽过程进行分析。如图2所示,振动喷吹展纤过程分为2 个阶段,首先为纤维单丝偏转阶段,纤维束在松弛状态下受到喷吹气流的横向作用力后被吹向两侧,实现纤维单丝的偏转;其次为纤维束在机械辊处的展宽阶段,纤维束在张紧状态下被张力绷紧,偏转后的纤维束会产生一定的展纤角度α3,这使得原本与展宽方向相垂直的纤维张力部分转换为与展宽方向相同的展纤动力,最终将纤维束展宽。展纤过程中,纤维束受到振动辊的冲击力(Fc):
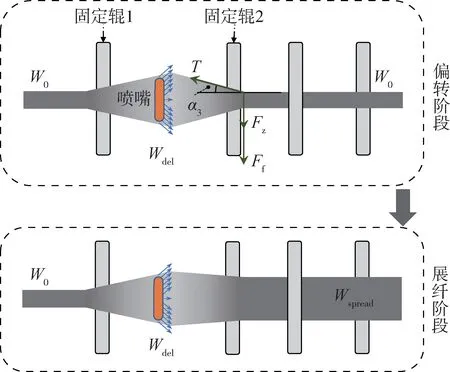
图2 纤维束振动喷吹分析Fig.2 Analysis of vibration blowing of fiber bundle
式中g——重力加速度,m /s2
F0——放纤张力,N
t2——单次振动周期中的纤维束被张紧时间,s
计算纤维束在喷吹气流作用下的偏转宽度Wdel,纤维单丝在扇形喷吹气流作用下向两侧偏转,偏转后的圆弧半径为(R):
式中w0——纤维束初始宽度,m
wdel——纤维束偏转后的宽度,m
运用伯努利方程,假设纤维束在展纤过程中的透气率保持恒定,计算纤维束受到的喷吹气流作用力(Fair):
式中B——气流作用面的水平宽度,m
ϕ——纤维束透气率
ρair——气流密度,kg/m3
Vair——气流速度,m/s
α2——气流喷吹角度,(°)
运用牛顿第二定律,计算振动喷吹展纤过程中的纤维单丝向两侧偏转运动时的加速度(adel):
式中Fz——纤维缠结阻力,N
Lf——纤维束悬垂长度,m
Tex——纤维束线密度,g/km
纤维束偏转时间等于张力松弛时间(t1):
纤维束在气流作用下,向两侧偏转,t1时间内的偏转距离为wdel:
展纤是一个动态过程,需要考虑在有限的时间内,纤维束能否被气流充分偏转,当纤维束在喷吹气流作用力下偏转达到力学平衡状态后,偏转宽度wdel将保持稳定,极限偏转角度为α1:
纤维束极限偏转宽度wd1为:
计算振动喷吹展纤过程中的纤维张力T:
式中β—纤维束与竖直面夹角,(°)
纤维束在被喷吹气流偏转后,如图3 所示,机械辊上的纤维束在张力的作用下被逐渐展宽至Wspread。

图3 纤维束受力分析Fig.3 Force analysis of fiber bundles
纤维束展宽受到纤维单丝与机械辊之间的摩擦阻力Ff影响,其大小为:
式中μ—纤维束与机械辊的摩擦因数,N/m
纤维单丝缠结阻力Fz主要受到上浆剂和纤维单丝缠绕所影响,其大小通过实验拟合获得。
式中fq—单位长度的单丝缠结阻力,N/m2
纤维束的展纤张力作用下的展纤加速度为aspread:
根据牛顿运动定律,计算纤维束振动喷吹的最终展纤宽度wspread:
振动喷吹展纤宽度模型主要通过牵引速度Vf、振动频率fv、振动幅度D和气流速度Vair4 个工艺参数计算得出,因此,固定其他参数,将这4个工艺参数设置为实验研究的展纤工艺参数。
2 实验部分
2.1 主要原料
碳纤维,HS30F,线密度800Tex,纤维单丝直径6 μm,初始宽度5.5mm,江苏恒神股份有限公司。
2.2 主要设备及仪器
八辊机械展纤器、放纤架、振动喷吹展纤装置,实验室自主设计,见图4;

图4 振动喷吹展纤装置Fig.4 Vibration-blowing fiber-spreading device
电子天平,JA5003,精度0.001 g,上海恒平科学仪器有限公司;
高速摄像机,SL200KB,上海梭伦信息科技有限公司。
2.3 样品制备
在八辊机械展纤装置基础上,搭建振动喷吹展纤装置,展纤工艺流程如图1 所示,纤维束由放纤架以恒定的放纤张力抽出,经过振动喷吹展纤装置后被展宽变薄,最终穿插经过后续多组机械辊,使纤维束的展纤宽度保持稳定。振动喷吹展纤装置的振动幅度可通过改变曲柄滑块机构的曲柄长度调节,振动频率通过电机转速调节,气流速度的改变需要通过调节空气流量阀大小来实现。在不同振动幅度、振动频率、牵引速度和气流速度下进行在线展纤实验,将实验结果与展纤模型理论值进行对比,进而探究各个工艺参数对展纤效果的影响效果及影响程度。
2.4 性能测试与结构表征
纤维束展宽测量:利用直尺(如图5所示)直接测量纤维束经过展纤工艺后的宽度(W)。
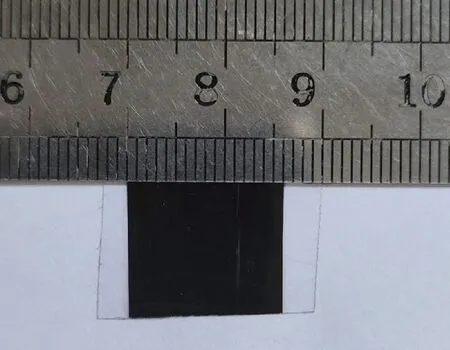
图5 样品宽度测量Fig.5 Measurement of the sample width
纤维展纤均匀度测量:由比尔-朗伯特定律可知,一定光照强度的背景光源透过不同厚度的纤维束后将被不同程度地衰减,因此,相机所拍摄图像将呈现出不同的灰度值。我们用图像灰度均匀度表征纤维束展纤均匀度,使用图6 所示的样品图像拍摄装置,拍摄展纤后的纤维束样品图像。通过软件Image-J 处理纤维束图像获得图像的灰度均匀度,根据纤维束图像灰度图,分析提取纤维单丝分布均匀性,展纤均匀度(E)通过式(16)计算。
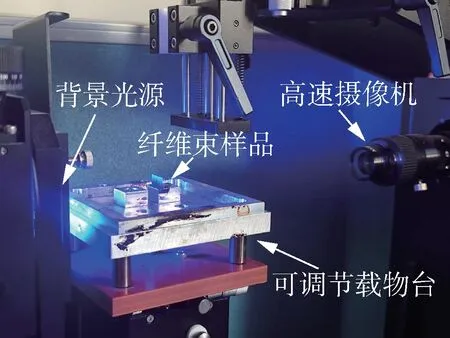
图6 样品均匀度图像拍摄装置Fig.6 Sample image capture device
式中LW——纤维束宽度,mm
Li——第i处纤维束在宽度方向上的缺陷长度,mm
纤维断裂率测量:纤维束在预分散辊处以及纤维束上会产生一定量的毛纤、断纤,在展纤装置后方设置如图7 的断纤收集装置,通过测量固定长度(4 m)的纤维束经振动喷吹展纤后在海绵块上残余的断纤质量评价展纤过程对纤维束的损伤情况。

图7 展纤断裂率测量Fig.7 Spreading fiber breakage rate measurement
3 结果与讨论
3.1 工艺参数对展纤宽度的影响
如图8所示,为振动喷吹展纤过程中喷吹气流速度对碳纤维展宽的影响。可以看到随着气流速度的增加,纤维束展宽先增加后逐渐趋于稳定,这是因为增大气流速度使纤维束在松弛状态下的偏转宽度Wdel,增大的展纤张力偏转角度α3,这使得纤维束的展纤速度加快。此外,偏转宽度的增大,使纤维束能够在2 号机械辊处获得更大的展纤宽度上限,但随着气流速度的继续增大,在其他展纤参数不变的情况下,纤维束的偏转宽度难以进一步提升,纤维束展宽逐步趋于稳定。

图8 气流速度对展宽的影响Fig.8 Effect of air velocity on spreading
如图9(a)所示,为振动喷吹展纤过程中振动幅度对纤维束展宽的影响。由图可知,展纤宽度随振动幅度的增大而逐渐增加,这是由于振动幅度的增大使纤维束的垂度增加,从而增大了纤维束的偏转半径,纤维束偏转相同角度所获得的偏转宽度增大。因此,在相同的喷吹气流条件下,增大振动幅度提升了纤维束偏转宽度上限,进而增大了喷吹气流的作用效果,最终提升了展纤束的展纤宽度。
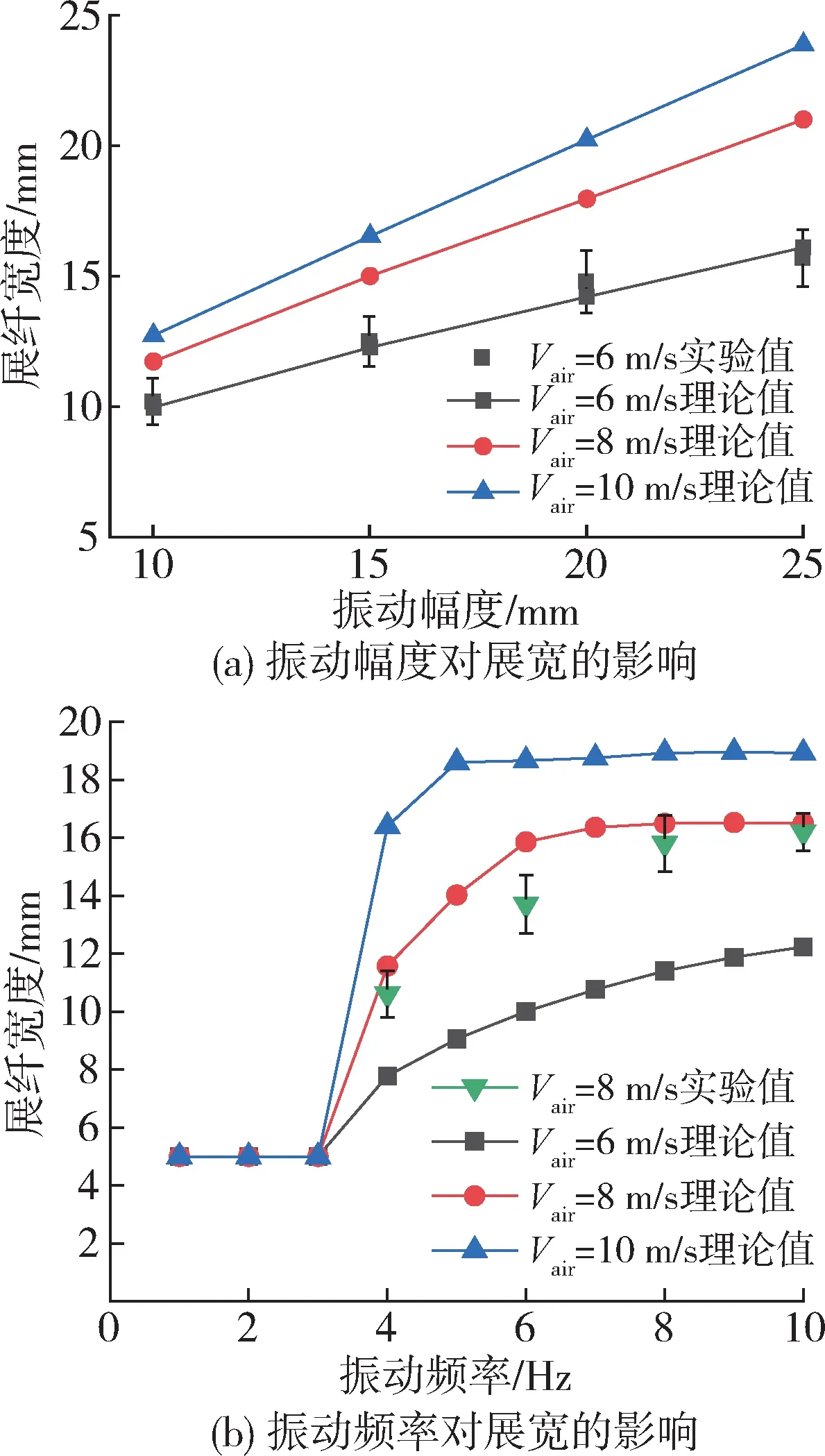
图9 振动参数对展宽的影响Fig.9 Effect of vibration parameters on fiber spreading width
如图9(b)所示,为振动频率对碳纤维束展宽的影响,当振动频率大于纤维束张紧频率后,展纤宽度随着振动频率的提升而逐渐增大,但当振动频率增长至一定值后,纤维束展宽逐渐趋于平衡。这是由于振动频率的增加,增大了纤维束的松弛时间t1,使纤维束偏转更加充分,有助于纤维单丝在气流作用下进行横向偏转,从而增大了纤维束展宽。当纤维束在高频振动下已经被充分展宽后,纤维束在喷吹气流作用下达到平衡状态,在此基础上,进一步增加振动频率不会增大纤维束展宽。
碳纤维经不同展纤方式后的展纤宽度对比如图10所示。与机械展纤和单一的振动展纤相比,12 k 碳纤维束经振动喷吹展纤工艺后的展纤宽度显著增加。在相同的3 N 放纤张力下,振动喷吹展纤宽度达到了18.1 mm,较机械展纤提升了1.3 倍,并且纤维束无明显开裂等缺陷,实现了减小纤维张力的情况下稳定增加碳纤维展纤宽度的目的。
3.2 工艺参数对展纤均匀度的影响
如图11 所示,为振动喷吹展纤过程中气流速度对碳纤维展纤均匀度的影响。由图可知,纤维束展纤均匀度随着气流速度的增大而逐渐增加,但过大的气流速度使气流扰动增加,纤维束展纤均匀度在气流速度大于10 m/s时出现下降趋势。这一方面是由于过大的气流速度,增加了紊流出现的概率,另一方面,气流速度增大使纤维束展宽增加,导致纤维束厚度较薄,在薄层纤维束处容易出现开裂等缺陷。

图11 气流速度对展纤均匀度的影响Fig.11 Effect of air velocity on the uniformity of spreading fiber
如图12 为振动参数对碳纤维展纤均匀度的影响。由图12(a)可知,在振动频率较低的情况下,增大振动幅度有助于展纤均匀度的提升。这是由于振动频率较低时,纤维束展宽不充分,增大振动幅度使纤维束展宽增加,在一定程度上促进了纤维单丝的横向运动,有助于展纤更加均匀。当振动频率较高时,纤维束展宽较大,单丝偏转较为充分,增大振动幅度将增大纤维束产生开裂的概率,不利于展纤均匀度的提升。如图12(b)为振动频率对展纤均匀度的影响,可以看到,振动频率的增加有助于展纤均匀度的提升,这是由于展纤过程中,纤维单丝经历越多的偏转次数,越有助于纤维单丝更加均匀的分布。

图12 振动参数对展纤均匀度的影响Fig.12 Effect of vibration parameters on the uniformity of spreading fiber
如图13 所示,为不同展纤方式下的展纤均匀度对比图像。机械展纤过程较为稳定,纤维束开裂情况较少,展纤均匀度相对较高,然而采用单一的机械展纤难以将碳纤维有效地展宽变薄,仅可将其展宽至10 mm左右,并且机械展纤对纤维束损伤较大。单一振动展纤有助于提升展纤宽度,但纤维单丝由于相互缠结和上浆剂的黏结力会产生一定的团聚现象,纤维束在振动辊的扰动下横向偏移,容易产生不均匀的纤维开裂情况,展纤均匀度明显降低。纤维束经振动喷吹展纤后,在7 Hz 的振动频率,10 m/s 的气流速度条件下,纤维束宽度得到有效提升,喷吹气流有助于减少纤维单丝的团聚现象,促使纤维单丝有序均匀分布,纤维图像虽然出现了一定的微小间隙,但总体均匀性较高,可达到94%左右,无明显开裂缺陷产生。

图13 不同展纤方式下的展纤均匀度对比Fig.13 Comparison of fiber spreading uniformity under different fiber spreading methods
3.3 工艺参数对展纤断裂率的影响
通过理论计算及实验可知,气流对纤维束的损伤较小,因此本文主要考虑振动幅度、振动频率及放纤张力3个工艺参数对纤维断裂率的影响。
如图14(a)为振动幅度对纤维断裂率的影响,结果表明,随着振动幅度的增加,纤维断裂率有所上升。这是由于增大振动幅度,一方面使纤维束总包覆角提升,导致底层纤维单丝与机械辊的摩擦力逐根积累后大幅增加,提升了纤维束断裂率;另一方面,增大振动幅度,使碳纤维在振动喷吹展纤过程中被弯折的幅度增加,纤维束受到的弯曲应力增大,造成展纤断裂率出现增加的趋势。如图14(b)为振动频率对纤维断裂率的影响,由图可知,纤维断裂率随着振动频率的提升而显著升高,根据对纤维束的受力分析,振动频率增大,提升了振动辊的振动速度,在相同的纤维张力下,纤维束所受到的振动辊冲击力增大,其次纤维经多次振动弯折后,纤维力学性能可能会出现下降,导致断裂率迅速提升。

图14 振动参数对展纤断裂率的影响Fig.14 Effect of vibration parameters on the breakage rate of spreading fibers
如图15 所示,纤维断裂率随着放纤张力的增大而逐渐增加,放纤张力的增加不仅直接增大了拉伸应力,还增加了振动辊的冲击力,并且由于摩擦力的积累效应,导致纤维束与机械辊的摩擦力逐级增大,最终使纤维断裂率增加。由上述分析可知,虽然振动参数和放纤张力对纤维断裂率的影响极为显著,但碳纤维在振动喷吹展纤过程中的断裂率绝对值较小,这是由于振动喷吹展纤法克服了传统机械展对高纤维张力的依赖,吸取了机械展纤高稳定性的优点。

图15 放纤张力对展纤断裂率的影响Fig.15 The effect of release tension on the breakage rate of spreading fiber
4 结论
(1)基于运动方程与伯努利方程,对展纤过程中的纤维束受力进行分析,建立了碳纤维振动喷吹展纤宽度模型,并利用自主搭建的振动喷吹展纤装置进行了在线展纤实验,展纤宽度模型的变化趋势与实际展纤宽度变化趋势相符。
(2)以展纤宽度、展纤均匀度和展纤断裂率为表征方式,对振动喷吹工艺参数进行了分析与优化,综合考虑不同表征方式,选取变化趋势转折点为最优工艺参数,在振动频率为7Hz、振动幅度为20 mm、气流速度为10 m/s 情况下,12k 碳纤维束可以在3N 或更小的放纤张力条件下被展宽至17.6 mm,展纤均匀度达到93.2%,纤维断裂率为0.036%,展纤过程几乎不会对纤维束产生损伤。
猜你喜欢
材料科学与工艺(2024年1期)2024-03-01 03:22:20
作物研究(2023年2期)2023-05-28 13:44:14
科学大众(2021年21期)2022-01-18 05:53:46
合成纤维工业(2021年5期)2021-10-31 04:45:34
合成纤维工业(2020年4期)2020-09-16 11:17:24
轮胎工业(2020年11期)2020-07-19 10:20:52
河南畜牧兽医(2020年21期)2020-01-10 00:20:08
深空探测学报(2016年2期)2016-05-17 05:19:19
超硬材料工程(2016年1期)2016-02-28 22:20:05
纺织科技进展(2015年1期)2015-11-28 05:56:28