化学破乳法处理荧光废水的研究
2024-01-02 10:51:40王志荣魏立安
材料保护 2023年12期
王志荣,魏 喆,魏立安
(南昌航空大学环境与化学工程学院,江西南昌 330063)
0 前 言
荧光渗透检测是一种以毛细现象为基本原理的检测非多孔性工件表面缺陷的常规无损检测方法。荧光渗透检测因其操作简单易行、检测灵敏度高、检测成本低、能够应用于复杂的几何形状和广泛的材料等优点,在航空航天等国防工业领域应用广泛[1]。超过90%的航空航天金属零件在制造过程中会使用荧光渗透检测技术[2]。
在航空航天镁合金铸件的生产过程中需要使用荧光渗透检测技术对零件进行示踪探伤检测。在检测后需清洗铸件以去除铸件表面的荧光渗透剂,同时会产生高浓度荧光废水。荧光废水由矿物油、表面活性剂、荧光剂和多种有机物组成,呈荧光绿色,具有高色度、高油、高有机浓度、高生物毒性的特点,成分复杂并难以处理[3-6]。
荧光废水常用的处理方法有化学破乳法、吸附[7]、气浮[8]、膜过滤[9]、高级氧化[10]和生物处理[11]。化学破乳法具有易于操作、高效率和低成本的优点,是一种可靠的荧光废水处理方法。一直以来,研究者做了大量的工作研究破乳剂的破乳过程与机理。油水乳状液的破乳过程有分离、絮凝、膜排水、聚结4个过程,主流观点认为,破乳机理有絮凝聚结、界面电荷中和、增溶、反相和顶替或置换[12]。
化学破乳法关键在于破乳剂的选择。本试验通过筛选,选定3种破乳药剂对荧光废水进行处理,研究破乳剂种类、pH值、破乳剂投加量对处理效果的影响,对3种破乳剂进行优选。根据优选出来的破乳剂,研究搅拌速度、搅拌时间、沉降时间对处理效果的影响,优化破乳工艺条件。
1 试 验
1.1 破乳剂和水样
选用PR-1破乳剂(一种具有三维网状结构的有机无机复合破乳剂)、PR-2破乳剂(由改性活性白土、聚丙烯酰胺、聚合氯化铝和活性碳组成的复合破乳剂[13])、PR-3破乳剂(反相破乳剂)。
水样取自江苏省某公司生产镁铝合金铸件过程中无损检测工段产生的荧光废水,废水化学需氧量(COD)约为2 000~3 000 mg/L(试验样COD为2 406.0 mg/L)、pH值为6~8、浊度为4.91。
1.2 试验方法
1.2.1 破乳试验
量取400 mL荧光废水于500 mL的玻璃烧杯中,用NaOH和H2SO4溶液调节废水pH值。将调好pH值的废水放置于六联搅拌仪上,开始搅拌。搅拌的同时向废水中加入适量的破乳剂,控制破乳剂加药量为5 g/L,控制搅拌过程中体系的pH值保持不变。设置搅拌速度为100 r/min,搅拌30 min后,放置60 min。将上清液按HJ/T 399-2007“水质 化学需氧量的测定 快速消解分光光度法”测样,测得处理后COD浓度,并计算出COD去除率。
1.2.2 破乳剂优选
以COD去除率为考察指标,对破乳剂种类、pH值、破乳剂投加量3个因素进行单因素试验。在单因素试验的基础上,3个因素分别设置3个水平,采用L9(33)正交表进行试验,对破乳剂进行优选,确定最佳破乳剂、最佳pH值、最佳破乳剂投加量。

表1 破乳剂优选正交试验因素水平
1.2.3 破乳剂条件优化
以COD去除率为考察指标,对搅拌速度、搅拌时间、沉降时间3个因素进行单因素试验。在此基础上,每个因素分别设置3个水平,采用 L9(33)正交表进行试验,对破乳条件进行优化,确定最佳破乳条件。

表2 破乳条件优化正交试验因素水平
2 结果与讨论
2.1 化学破乳剂优选
2.1.1 单因素试验
(1)pH值 控制破乳剂投加量为5 g/L,在搅拌速率为100 r/min、搅拌时间30 min、沉降时间120 min的条件下,改变3种破乳剂的反应pH值,测得各pH值下试验后上清液COD,并计算出COD去除率(η),结果如图1所示。
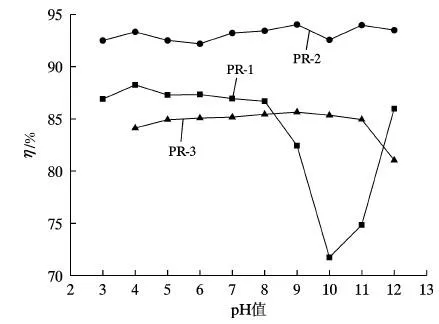
图1 pH值对COD去除率的影响Fig. 1 Effect of pH value on COD removal rate
PR-1型破乳剂在pH=4时的破乳效果最好,COD去除率可达88.25%。PR-1破乳剂在pH=4~8范围内,COD去除率随pH值的升高而下降,下降幅度较小;在pH=8~10的范围内,COD去除率随pH值的升高显著下降;在pH=10~12时,COD去除率随pH值升高而上升,在pH=12时,COD去除率为85.99%。PR-1型破乳剂是一种具有三维网状结构的有机无机复合物,在弱酸性和中性条件下更容易发生水解,产生带负电荷的复合微粒,通过压缩双电层作用使水中胶粒脱稳而絮凝沉淀,从而破乳效果更好;弱碱性条件会抑制PR-1破乳剂水解,导致破乳效果下降;在强碱条件下,PR-1破乳剂中水解产生氢氧化物聚合体或配位离子等发生压缩双电层作用,产生破乳效果;同时PR-1破乳剂疏松多孔的结构可以吸附水中的有机分子,使部分有机物从水中分离出来而达到破乳效果。故PR-1破乳剂处理荧光渗透检测清洗废水最佳pH值范围为3~8。
PR-2破乳剂处理荧光渗透清洗废水最佳pH值范围很广。在投加量为5 g/L的条件下,PR-2破乳剂在pH=3~12的范围内处理荧光渗透检测清洗废水的COD去除率均在92.5%以上。PR-2破乳剂主要有效成分为钠基膨润土,其比表面积大,对荧光废水中的污染物有良好的吸附效果,破乳效果好。故PR-2破乳剂最佳pH值范围为3~12。
PR-3破乳剂在pH=5~11时破乳效果较好,COD去除率在84%以上,其中pH=8~10时破乳效果更好,COD去除率在85.3%以上。在pH=9时,破乳效果最好,COD去除率可达85.65%。PR-3破乳剂是一种反相破乳剂,其在分子链上具有较多的正电荷,经水解后,会生成具有正电荷的复合粒子团,并发生吸附—电中和作用,使胶体间的静电斥力降低从而更容易脱稳以达到破乳效果。故PR-3破乳剂最佳pH值为9。
(2)破乳剂的投加量 调节废水pH值分别处于3种破乳剂最佳反应pH值的范围内,控制搅拌速率为100 r/min、搅拌时间为30 min、沉降时间为120 min,改变3种破乳剂的投加量,测得各投加量下破乳处理后上清液COD,并计算出COD去除率,结果如图2所示。

图2 破乳剂加药量对COD去除率的影响Fig. 2 Effect of emulsion breaker dosage on COD removal rate
PR-1破乳剂在最佳pH=4的条件下,COD去除率与投加量正相关。在投加量为0~1 g/L时,COD去除率显著升高,投加量为1 g/L时,COD去除率可达84.75%;在投加量为1~10 g/L时,COD去除率变化不大。故PR-1破乳剂的最佳投加量为1 g/L。
PR-2破乳剂在废水pH=7~8的条件下,COD去除率与投加量正相关。在投加量为0~3 g/L时,COD去除率显著升高,投加量为3 g/L时,COD去除率可达90.19%;在投加量为3~10 g/L时,COD去除率变化不大。故PR-2破乳剂的最佳投加量为3 g/L。
PR-3破乳剂在pH=9的条件下,COD去除率与投加量正相关。在投加量为0~4 g/L时,COD去除率显著升高,投加量为4 g/L时COD去除率可达84.88%;在投加量为4~10 g/L时,COD去除率的变化不大。故PR-3破乳剂的最佳投加量为4 g/L。
2.1.2 正交试验
化学破乳剂优选正交试验结果见表3。

表3 破乳剂优选正交试验结果
从K值分析可知,最优组合为A2B2C1,从正交试验COD去除率结果来看,最优组合为A2B3C1。最佳破乳剂为PR-2破乳剂。根据前面的单因素试验结果,PR-2破乳剂投加量从1 g/L增加到3 g/L,COD去除率显著增加;投加量大于3 g/L后,COD去除率变化不大。考虑废水处理成本,投加量大于3 g/L后,增加破乳剂投加量,COD去除率变化不大,但污泥量显著增大。因此,PR-2破乳剂最佳投加量为3 g/L。根据前面的试验结果,PR-2破乳剂在pH=3~12范围内均有较好的破乳效果,pH值对PR-2破乳剂破乳效果影响不大,而荧光渗透清洗废水原水pH值在7~8之间,故最佳pH值确定为pH=7。从表3的极差分析可知,R(C)>R(A)>R(B),3个因素按显著程度依次为:pH值>破乳剂种类>破乳剂投加量,即pH值对COD去除率的影响最大,破乳剂种类次之,破乳剂投加量影响较小。因此,综合各因素考虑最佳组合为:PR-2破乳剂、pH=7、破乳剂投加量为3 g/L。
根据化学破乳剂优选结果,进行验证试验,分3批次进行,测定处理后COD,并计算去除率,结果见表4。试验结果表明,最优条件下,破乳后平均COD浓度为222 mg/L,COD去除率的平均值为90.75%,RSD为0.3%,说明处理效果稳定、可行。

表4 破乳剂优选验证试验结果
2.2 破乳条件优化
2.2.1 单因素试验
(1)搅拌速度 按破乳剂优选最佳组合,控制搅拌时间为30 min,沉降时间为120 min,调整破乳反应的搅拌速度,测得各搅拌速度下破乳处理后上清液COD,并计算出COD去除率,结果如图3所示。

图3 搅拌速度对COD去除率的影响Fig. 3 Effect of stirring speed on COD removal rate
在搅拌速度小于100 r/min时,COD去除率与搅拌速度正相关,且COD去除率显著上升;当搅拌速率为100 r/min时,COD去除率可达90.64%;继续增大搅拌速率,COD去除率稳定在90.6%以上;当搅拌速率大于200 r/min时,继续增大搅拌速率,COD去除率有所下降。故最佳搅拌速度为100 r/min。
(2)搅拌时间 控制搅拌速度为100 r/min,沉降时间为120 min,调整破乳反应的搅拌时间,测得各搅拌时间下破乳处理后上清液COD,并计算出COD去除率,结果如图4所示。

图4 搅拌时间对COD去除率的影响Fig. 4 Effect of stirring time on COD removal rate
在搅拌时间小于20 min时,COD去除率与搅拌时间正相关,当搅拌时间为20 min时,COD去除率可达90.88%;继续延长搅拌,COD去除率稳定在91%左右,故确定最佳搅拌时间为20 min。
(3)沉降时间 图5为控制搅拌速度为100 r/min,搅拌时间为20 min,调整破乳反应后的沉降时间,测得各沉降时间下破乳处理后上清液COD,并计算出的COD去除率结果。

图5 沉降时间对COD去除率的影响Fig. 5 Effect of settling time on COD removal
在沉降时间小于20 min时,COD去除率随沉降时间的延长而增大,当沉降时间为20 min时,COD去除率可达90.42%;继续延长沉降时间,COD去除率稳定在90.4%以上。故确定最佳沉降时间为20 min。
2.2.2 正交试验
破乳条件优化正交试验结果见表5。从K值分析可知,最优组合为A3B3C3,从正交试验结果来看,最优组合为A3B3C2。根据前面的单因素试验结果,搅拌速度从50 r/min增加到100 r/min,COD去除率显著增加,搅拌速度大于100 r/min后,COD去除率增长明显趋于平缓,搅拌速度的增加对COD去除率的影响较小,考虑废水处理成本,增大搅拌速度,COD去除率增加较小,但能耗随之增大,确定搅拌速度为100 r/min。从表5的极差分析可知,R(A)>R(B)>R(C),3个因素按显著程度依次为:搅拌速度>搅拌时间>沉降时间,即搅拌速度对COD去除率的影响最大,搅拌时间次之,沉降时间影响较小。因此,综合各因素考虑最佳破乳条件为:搅拌速度100 r/min、搅拌时间30 min、沉降时间30 min。

表5 破乳条件优化正交试验结果
根据破乳条件优化试验结果进行验证试验,分3批次进行,测定处理后COD,并计算其去除率,结果见表6。结果表明,最优条件下,破乳后平均COD浓度为233.8 mg/L,COD去除率的平均值为90.26%,RSD为0.2%,说明处理效果稳定、可行。

表6 破乳条件优化验证试验结果
3 结 论
采用化学破乳法处理莹光废水,通过单因素试验,考察了破乳剂种类、破乳剂投加量和pH值对COD去除效果的影响,再通过正交试验,优选出最佳破乳剂为PR-2复合破乳剂,使用条件为pH=7、破乳剂投加量为3 g/L;通过单因素试验,优化了破乳处理荧光废水的搅拌速度、搅拌时间和沉降时间,再通过正交试验,得到了最佳破乳条件为搅拌速度100 r/min、搅拌时间30 min、沉降时间30 min。在最佳条件下,废水COD浓度从2 406.0 mg/L降到233.8 mg/L,COD去除率达到90.26%,处理后废水水质达到了“污水综合排放标准”(GB 8978-1996)三级标准。
猜你喜欢
工业安全与环保(2022年10期)2022-10-28 12:15:26
应用化工(2020年9期)2020-09-30 01:50:32
浙江大学学报(理学版)(2020年1期)2020-03-12 05:55:10
制造技术与机床(2019年9期)2019-09-10 07:36:28
当代化工研究(2016年5期)2016-03-20 16:21:25
超硬材料工程(2016年1期)2016-02-28 22:20:04
油气田环境保护(2015年4期)2015-12-28 10:45:46
天津城建大学学报(2015年5期)2015-12-09 01:26:53
天然气与石油(2015年2期)2015-02-28 17:01:11
安徽农学通报(2015年2期)2015-02-12 00:26:41