
电絮凝+微气泡臭氧氧化耦合工艺深度处理压裂废水
2023-12-27 15:24杨德敏袁建梅王益平阚涛涛
工业水处理 2023年12期
杨德敏,张 烨,袁建梅,王益平,阚涛涛
(1.重庆地质矿产研究院,页岩气勘探开发国家地方联合工程研究中心,重庆 401120;2.重庆地质矿产研究院,自然资源部页岩气资源勘查重点实验室,重庆 401120;3.重庆华地资环科技有限公司,重庆 401120;4.中铁二院工程集团有限责任公司,四川成都 610031;5.中海油能源发展股份有限公司工程技术分公司,天津 300451)
页岩气压裂废水是页岩气水力压裂施工作业后返出至地面的一类气田产出水,具有组分复杂、有机污染物种类繁多且含量高、总溶解性固体(TDS)浓度高、悬浮物浓度高、盐度高、可生化性差、水生生态毒性效应大等特点,若处理处置不当,势必会对区域水、土壤等生态环境带来危害〔1-4〕。臭氧(O3)氧化法是一种高级氧化废水处理技术,能够将废水中难降解有机物彻底氧化成H2O 和CO2,或者氧化分解成小分子有机物,具有氧化能力强、反应速率快、处理效果好、无二次污染等优点,在废水处理中越来越受到关注〔5-8〕。微纳米气泡具有直径小、比表面积大、存在时间长、气液传质效率高等优点,与臭氧联用时可以显著提高臭氧在废水中的传质效率和氧化能力,已被用于印染、制药等行业废水处理并取得了良好效果〔9-11〕。电絮凝法(EC)是通过阴阳电极产生金属离子及氢氧根等并通过絮凝、氧化、还原等作用去除污染物的一种废水处理方法,与臭氧联用具有较高的有机物去除率,可进一步提高废水处理效果,且具有操作简单、维护方便、无二次污染、无需添加水处理剂等优点〔12-15〕。但目前关于难降解有机废水的电絮凝耦合微气泡臭氧氧化处理技术还多处于室内研究或实验阶段,在油气田尤其是页岩气开发废水处理方面未见报道,缺乏支撑这一技术在该领域应用的重要依据。
针对上述问题,笔者采用电絮凝+微气泡臭氧氧化耦合工艺处理某页岩气井经混凝处理后的压裂废水,并考察了初始pH、电流密度、臭氧投加量和反应时间等因素对压裂废水COD 去除效果的影响,以期能为实际页岩气压裂废水处理提供技术支撑。
1 材料与方法
1.1 实验水质
采用重庆某页岩气井经混凝处理后的压裂废水为实验用水,废水pH 为7.38、COD 为1 063.28 mg/L、ρ(石油类)<5 mg/L、氯离子质量浓度为9 120.12 mg/L、电导率约140 mS/cm。废水中有机物主要是1,1,2,2-四氯乙烷、2-乙烷吖啶酯、十二烷、十八烷等烷烃类有机物。
1.2 实验装置及方法
页岩气压裂废水电絮凝+微气泡臭氧氧化耦合处理实验在自制的圆柱形有机玻璃反应器(高为20 cm,直径为10 cm)中进行,实验配套装置由臭氧发生器、微气泡发生器、磁力搅拌器、直流电源、电极板(采用316不锈钢和铝作为阴阳电极材料)等组成,见图1。
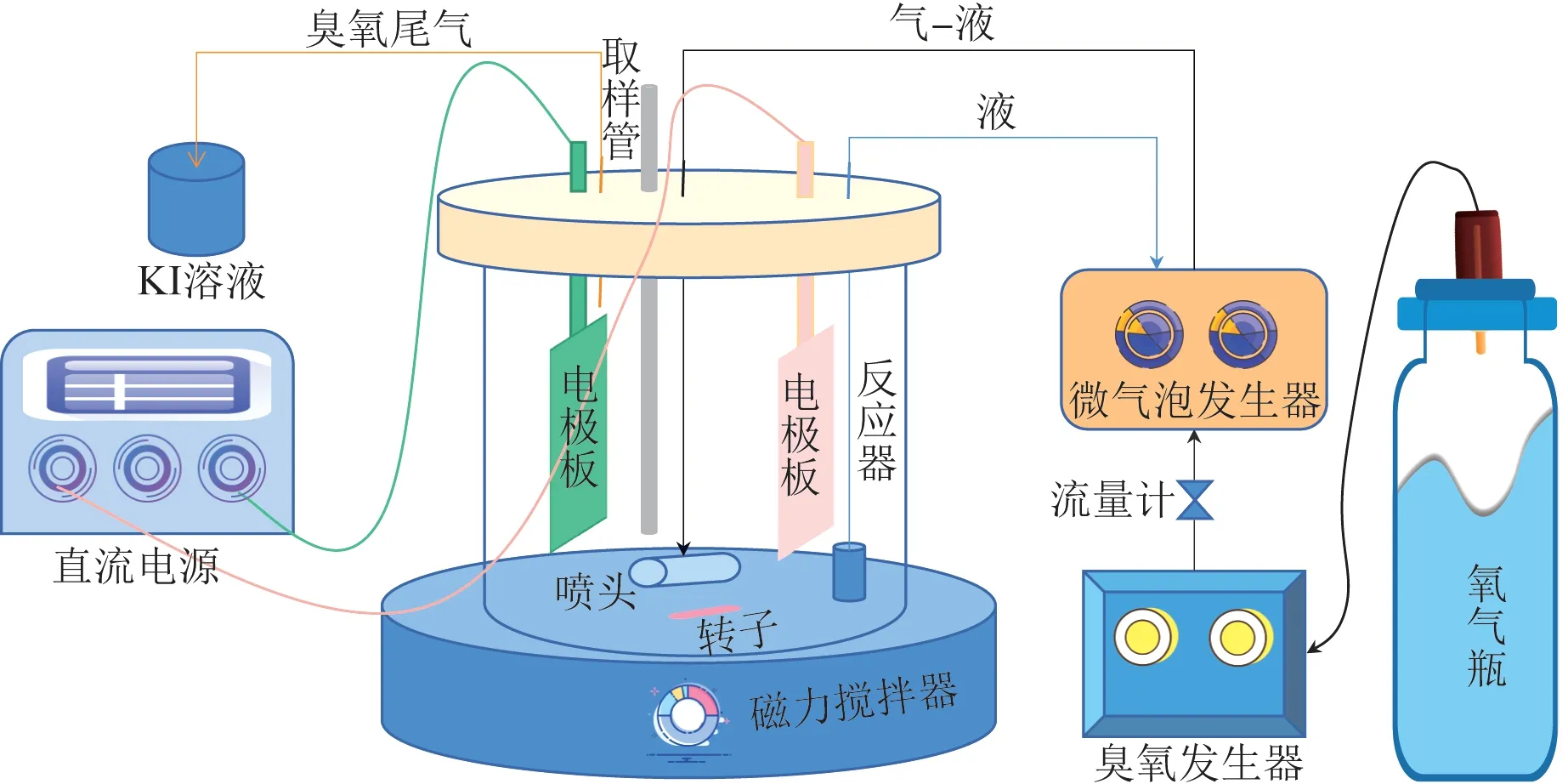
图1 电絮凝+微气泡臭氧氧化耦合处理实验装置Fig.1 Experimental setup of electroflocculation coupled with micro-bubble ozone oxidation
实验时,向反应器中加入页岩气压裂废水,用H2SO4、NaOH 调节好实验所需的pH(5.5、7.5、9.5、11.5),反应开始前设置好电流密度(0、5、10、15、20、25 mA/cm2),确定好臭氧投加量(40、60、80、100、120 mg/L,以纯氧为气源,通过流量计调控臭氧投加量,臭氧尾气采用碘化钾溶液进行吸收处理),反应时同时打开臭氧发生器、微气泡发生器和直流电源,便于电絮凝和微气泡臭氧氧化反应可以同时发生,采用磁力搅拌器对实验废水进行匀速搅拌,反应时间控制为80 min,定时(每10 min)取适量水样进行相关水质指标分析,取样前在烧杯内滴加适量的硫代硫酸钠溶液(0.05 mol/L)以终止废水中的有机污染物与剩余臭氧之间的氧化反应〔16-18〕。
1.3 分析方法
气相和液相中臭氧的质量浓度采用碘量法测定;废水pH 采用pHS-25 精密酸度计测定;废水COD 采用油气田高氯废水COD 测定法测定;废水含油量采用OIL-510 型全自动红外分光测油仪测定。
2 结果与讨论
2.1 不同工艺处理效果
在初始pH 为9.5、电流密度为15 mA/cm2、臭氧投加量为80 mg/L 和反应时间为60 min 条件下,分析电絮凝+微气泡臭氧氧化耦合工艺处理压裂废水的效能并与单独微气泡臭氧氧化工艺进行对比,结果见图2。
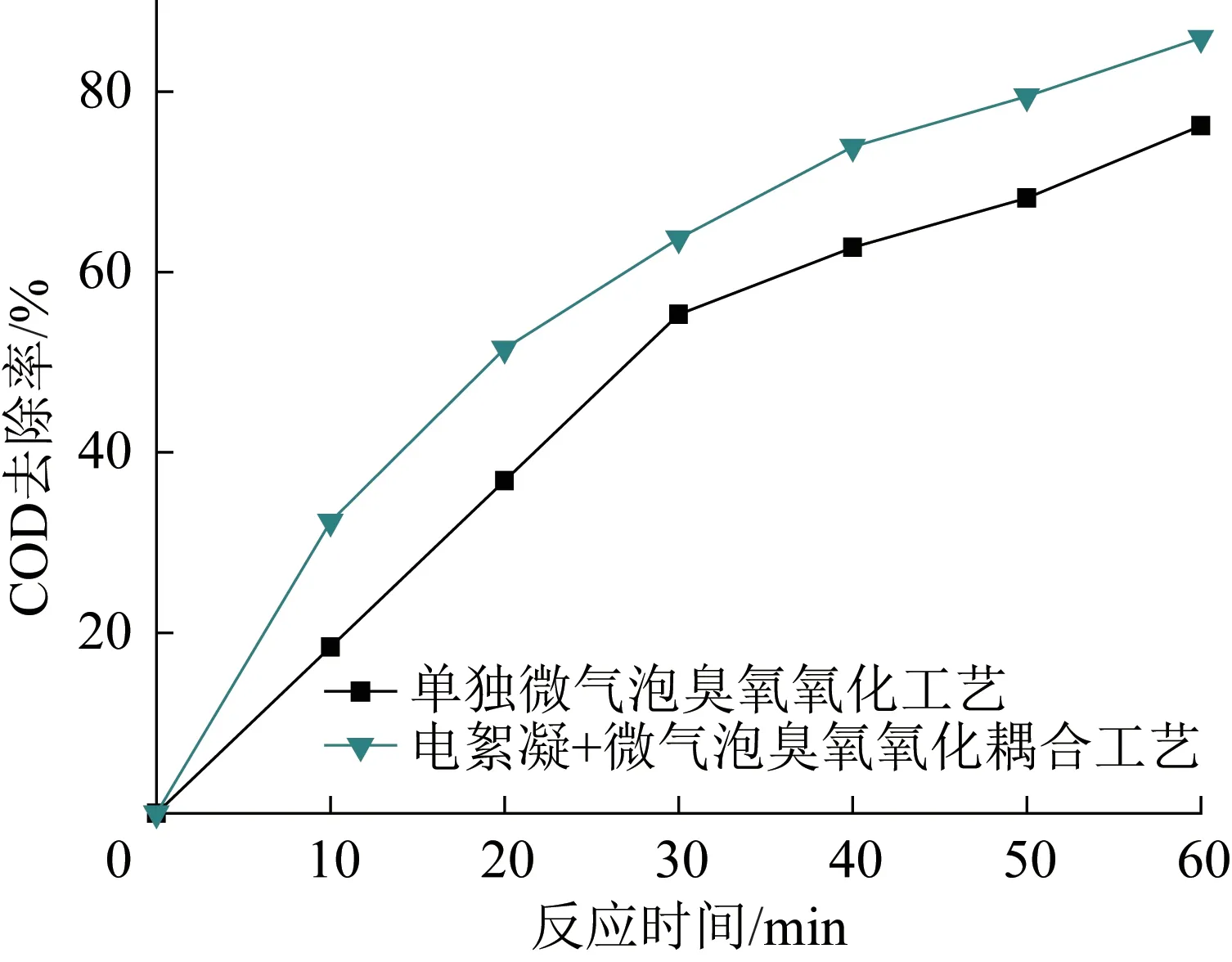
图2 不同工艺条件下的COD 去除率Fig.2 Removal rates of COD under the different treatment processes
由图2 可知,处理工艺对页岩气压裂废水处理效果影响较大,电絮凝+微气泡臭氧氧化耦合工艺明显提高了对废水整体处理效果,废水COD 去除率显著高于单独微气泡臭氧氧化工艺。研究证明,微气泡强化臭氧氧化可以显著提高臭氧在废水中的传质效率和对有机污染物的氧化降解能力,而电絮凝过程可以持续均匀产生絮凝剂,进一步对废水中有机污染物进行充分吸附,因而在电絮凝工艺与微气泡臭氧氧化工艺的耦合作用下,提高了废水中有机污染物与电解絮凝剂的接触机率,增强了微气泡臭氧利用效率,使得耦合反应体系对废水中有机污染物的降解去除能力进一步提升,从而呈现出较高的COD 去除率。
2.2 初始pH 的影响
有研究表明,pH 是影响电絮凝耦合微气泡臭氧氧化性能的重要因素,会影响电絮凝耦合微气泡臭氧氧化过程涉及的臭氧混凝互促反应(SOC 反应)、电絮凝(EC)、分子臭氧氧化(MO 反应)、Peroxone 反应(O3/H2O2)和臭氧分解过程中链式反应(HO 反应)引起的·OH 氧化〔19-20〕。在电流密度为15 mA/cm2、臭氧投加量为80 mg/L、反应时间为60 min 的条件下,考察不同初始pH(5.5、7.5、9.5、11.5)对页岩气压裂废水处理效果的影响,结果见图3。
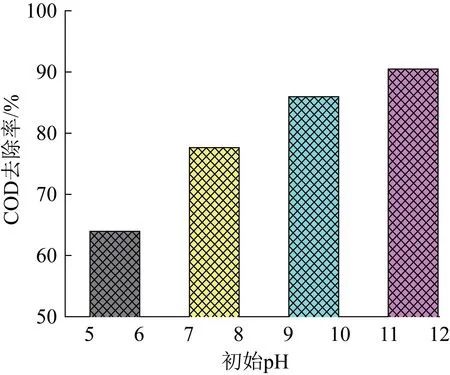
图3 不同初始pH 条件下的COD 去除率Fig.3 Removal rates of COD under the different initial pH conditions
由图3 可知,页岩气压裂废水处理效果受初始pH 影响显著,废水COD 去除率随着初始pH 的增加而逐渐增加,初始pH 为11.5 时COD 去除率较初始pH 为5.5 时提高了26.51%。这是因为适当增加反应体系pH,将逐渐产生大量对有机物具有较高吸附沉淀去除效果的凝胶状带正电荷铝多羟基络合物〔如Al(OH)2+、Al13(OH)174+、Al3(OH)45+等〕以及大量具有高活性强氧化能力的·OH,废水COD 去除率随之提高。但是,随着pH 的进一步增加,COD 去除速率变缓,这是因为在高pH 条件下产生的大量OH-可能在阳极被氧化,降低了Al3+的产生量,导致Al(OH)2+等阳离子铝多羟基络合物产生量减少,从而呈现出废水COD 去除率增长缓慢的趋势〔14,21-22〕。因此,综合考虑后选择废水处理最佳初始pH 为9.5。
2.3 电流密度的影响
在初始pH 为9.5、臭氧投加量为80 mg/L、反应时间为60 min 的条件下,考察了不同电流密度(0、5、10、15、20、25 mA/cm2)对页岩气压裂废水处理效果的影响,结果见图4。

图4 不同电流密度下的COD 去除率Fig.4 Removal rates of COD under the different current densities
由图4 可知,页岩气压裂废水处理效果受电流密度大小影响明显。在电流密度由0 增加到15 mA/cm2时,废水COD 去除率随着电流密度的增大而逐渐增加,在15 mA/cm2时达到85.96%。但是随着电流密度的进一步增大,废水COD 去除率不增反降。这是因为在低电流密度范围时(0~15 mA/cm2),增加耦合反应体系的电流密度,可以加快铝阳极溶解速率和气泡生成速率,废水中可以产生大量的絮凝体,且气泡尺寸减小,在与微气泡臭氧氧化协同作用下进一步提高了废水处理效果;当电流密度继续增加,大于20 mA/cm2,耦合反应体系中将产生过量的絮凝体,这些絮凝体无法充分参与耦合反应,从而出现较显著的浓差极化现象,同时还会因过量存在的铝离子导致絮凝体与悬浮颗粒之间出现相互排斥而失稳脱附,从而呈现出较低的去除率〔20-21,23-24〕。为此,实验中选择废水处理最佳电流密度为15 mA/cm2。
2.4 臭氧投加量的影响
在初始pH 为9.5、电流密度为15 mA/cm2、反应时间为60 min 的条件下,考察了不同臭氧投加量(40、60、80、100、120 mg/L)对页岩气压裂废水处理效果的影响,结果见图5。
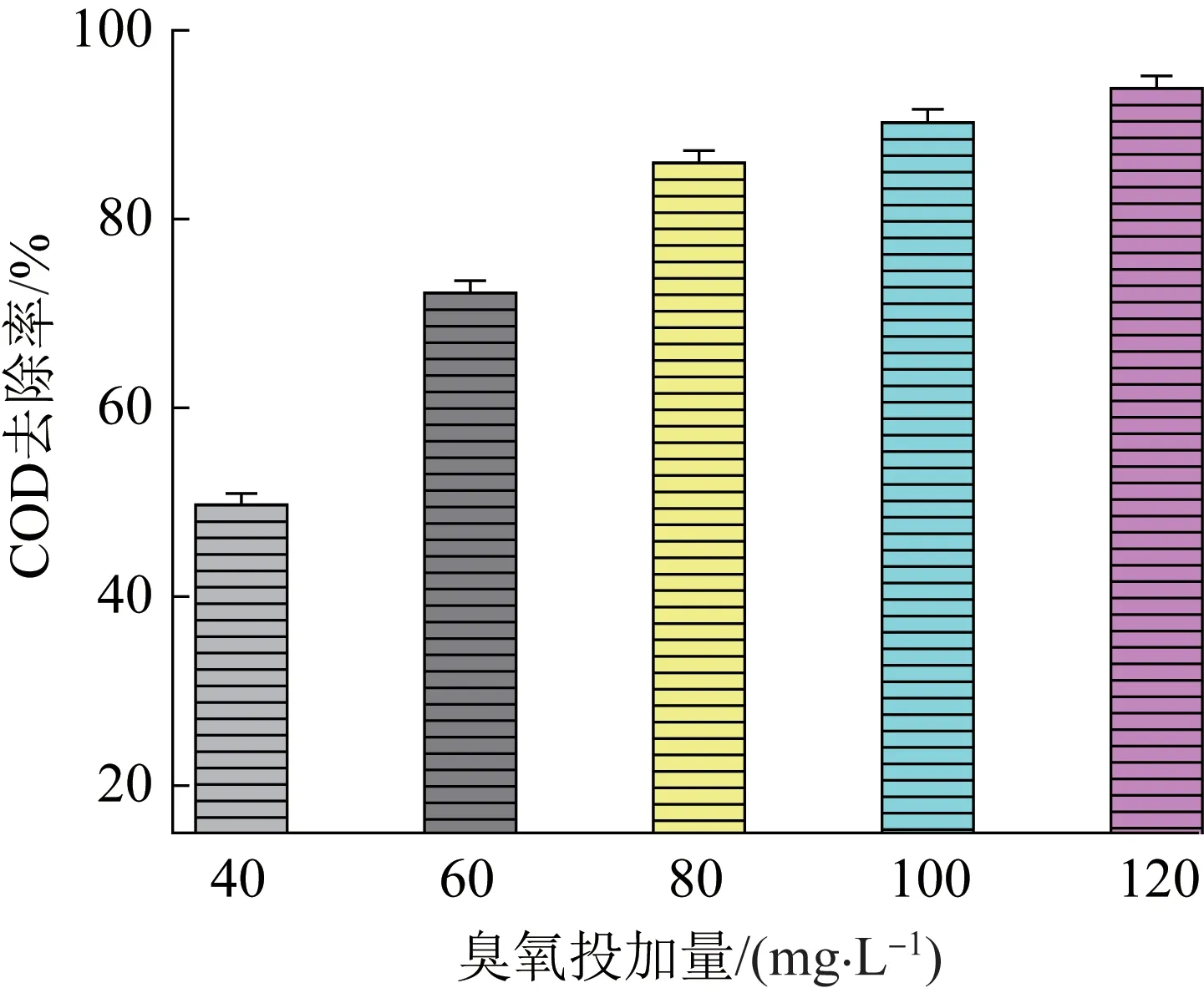
图5 不同臭氧投加量下COD 去除率Fig.5 Removal rates of COD under the different ozone dosages
由图5 可知,页岩气压裂废水处理效果受臭氧投加量影响较大,随着臭氧投加量的不断增加,页岩气压裂废水COD 去除率也随之逐渐增加。在臭氧投加量由40 mg/L 增加到80 mg/L 时,压裂废水COD去除率增幅较大,在臭氧投加量为80 mg/L 时达到85.96%。这是因为臭氧的增加可以加速与絮凝剂水解物的表面羟基反应,生成大量的·OH,从而表现出COD 去除率随着臭氧投加量的增加而增加。但是当继续增加臭氧投加量到100 mg/L 和120 mg/L时,压裂废水COD 去除率增幅大大减小。这可能是因为臭氧在水中的溶解度和存在的时间有限,当臭氧浓度达到一定范围时,再增加臭氧投加量很难实现废水COD 去除率的大幅提升。因此,实验中选择臭氧的最佳投加量为80 mg/L。
2.5 反应时间的影响
在初始pH 为9.5、电流密度为15 mA/cm2、臭氧投加量为80 mg/L 的条件下,考察了反应时间对页岩气压裂废水处理效果的影响,结果见图6。

图6 COD 去除率随着反应时间的变化Fig.6 COD removal rates under different reaction times
由图6 可知,页岩气压裂废水处理效果受反应时间影响明显,压裂废水COD 去除率随着反应时间的增加而逐渐增加。在反应时间由10 min 增加到60 min 时,压裂废水COD 去除率增速较快,在60 min时达到85.96%。反应时间继续增加到80 min,压裂废水COD 去除率增幅变缓,基本趋于平衡,在80 min时的COD 去除率较60 min 时仅提高了2.60%,可反应时间却增加了0.33 倍。因此,选择实验最佳反应时间为60 min。
3 结论
1)电絮凝+微气泡臭氧氧化耦合工艺对页岩气压裂废水具有较好的处理效果,在初始pH 为9.5、电流密度为15 mA/cm2、臭氧投加量为80 mg/L 和反应时间为60 min 的最佳实验条件下,压裂废水COD 去除率可达到85.96%。
2)电絮凝与微气泡臭氧氧化之间存在协同作用,初始pH 对页岩气压裂废水处理效果影响显著,压裂废水COD 去除率随着pH 的增加而逐渐增加。
3)页岩气压裂废水COD 去除率随着电流密度的增大而逐渐增加,但过高的电流密度将出现显著的浓差极化现象和导致絮凝体与悬浮颗粒失稳脱附。
4)适当增加臭氧投加量,将有利于加快电絮凝+微气泡臭氧氧化耦合体系中·OH 的生成速率和产生量,增加电絮凝和微气泡臭氧氧化之间的协同作用,提高废水处理效果。
猜你喜欢
工业安全与环保(2022年10期)2022-10-28
昆钢科技(2020年6期)2020-03-29
浙江大学学报(理学版)(2020年1期)2020-03-12
资源节约与环保(2018年1期)2018-02-08
电镀与环保(2017年5期)2017-12-19
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年2期)2017-01-20
山东工业技术(2016年15期)2016-12-01
中国资源综合利用(2016年1期)2016-02-03
