
环保高强力再生胶在轻型载重子午线轮胎硬三角胶中的应用
2023-12-25 08:33崔雪静邱海强于海洋孙世悦李崇兵
轮胎工业 2023年12期
崔雪静,汪 燕,邱海强,于海洋,孙世悦,徐 旗,李崇兵
[浦林成山(山东)轮胎有限公司,山东 荣成 264300]
废旧轮胎再生胶在轮胎配方中的生产应用已有多年历史,由于再生胶的异味、杂质、产品稳定性及环保问题,其应用一直受到限制。
近年来,在循环经济、碳中和、碳减排大背景下,国家政策推动了再生胶企业升级转型,通过技术创新,大力发展环保型再生胶,再生胶生产过程更加环保清洁,产品质量得到提升,化学成分指标符合欧美等发达国家相关法规要求[1-4]。环保高强力再生胶的使用为企业和社会都带来了一定的效益,其应用在轮胎行业内掀起了一轮新高潮[5-8]。
本工作研究环保高强力再生胶在轻型载重子午线轮胎硬三角胶中的应用。
1 实验
1.1 主要原材料
天然橡胶(NR),SMR20,马来西亚产品;丁苯橡胶(SBR)1502、炭黑N330、炭黑N375、补强树脂205和环保高强力再生胶,国内厂家产品。
1.2 配方
生产配方(用量/份):NR和SBR 100,炭黑N330和N375 65,操作油 8,活性剂 6,补强树脂 10,不溶性硫黄 4.5,促进剂 2.1,其他3.2。
试验配方1#—3#中分别加入5,10,15份环保高强力再生胶,其余组分及用量同生产配方。
1.3 主要设备和仪器
X(S)M-1.5×(10-118)型密炼机和XK-160S型开炼机,青岛科高橡塑机械技术装备有限公司产品;GK400型和GK270型密炼机,益阳橡胶塑料机械集团有限公司产品;V502H-18X型平板硫化机,美国WASBASHMPI公司产品;MV2000型门尼粘度仪和MDR2000型硫化仪,美国阿尔法科技有限公司产品;Instron 3365型拉力试验机,英斯特朗(上海)试验设备贸易有限公司产品;VR-7130型动态热机械分析(DMA)仪,日本株式会社上岛制作所产品。
1.4 混炼工艺
小配合试验采用2段混炼工艺。一段混炼在密炼机中进行,二段混炼在开炼机上进行。
一段混炼工艺为:NR、SBR和环保高强力再生胶(压砣压力为0.5 MPa,转子转速为70 r·min-1)→压压砣(15 s)→炭黑、补强树脂、活性剂和操作油等(转子转速为55 r·min-1)→压压砣(30 s)→提压砣→压压砣(20 s)→提压砣→压压砣→160 ℃排胶。
二段混炼工艺为:一段混炼胶→硫黄和促进剂→左右割刀各3次,薄通6次→4 mm辊距下片,停放待用。
大配合试验混炼分2段进行。一段混炼在GK400型密炼机中进行,二段混炼在GK270型密炼机中进行。
一段混炼工艺为:NR、SBR、环保高强力再生胶、炭黑、补强树脂、活性剂等(压砣压力为0.4 MPa,转子转速为40 r·min-1)→压压砣(20 s)→操作油(转子转速降为30 r·min-1)→压压砣(15 s)→提压砣→压压砣→165 ℃排胶。
二段混炼工艺为:一段混炼胶、不溶性硫黄、促进剂等(压砣压力为0.35 MPa,转子转速为20 r·min-1)→压压砣(25 s)→提压砣(5 s)→压压砣(20 s)→提压砣(5 s)→压压砣→100 ℃排胶。
1.5 性能测试
胶料的各项性能均按照相应国家标准或企业标准进行测试。
2 结果与讨论
2.1 理化性能
环保高强力再生胶的理化性能见表1。
从表1可以看出,环保高强力再生胶的各项理化性能均达到指标要求。
2.2 小配合试验
小配合试验结果见表2。
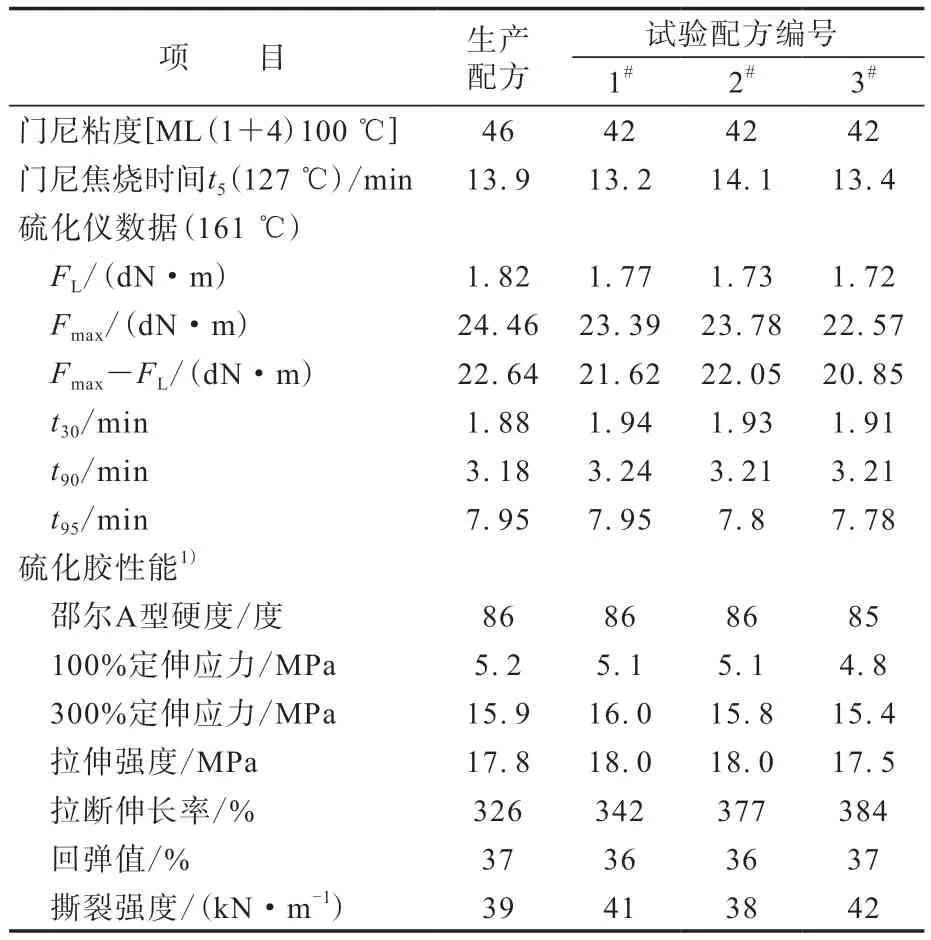
表2 小配合试验结果
从表2可以看出:与生产配方胶料相比,试验配方胶料的焦烧时间、硫化速度和回弹值基本无变化;1#和2#试验配方胶料的整体性能相差不大;3#试验配方中高强力再生胶用量较大,胶料的Fmax—FL、硬度和定伸应力较小,这可能与环保高强力再生胶消耗了部分硫化剂有关。
2.3 大配合试验
综合考虑小配合试验结果,选择2#试验配方进行大配合试验。
2.3.1 环保性能
根据欧盟2005/69/EC指令,轮胎中多环芳烃产生的湾区氢(HBay)质量分数应不大于0.35%[9-10]。对高强力再生胶和2#试验配方硫化胶分别进行核磁共振测试,HBay质量分数分别为0.23%和0.21%,均符合欧盟标准要求。
2.3.2 硫化特性
大配合试验胶料的硫化特性见表3。
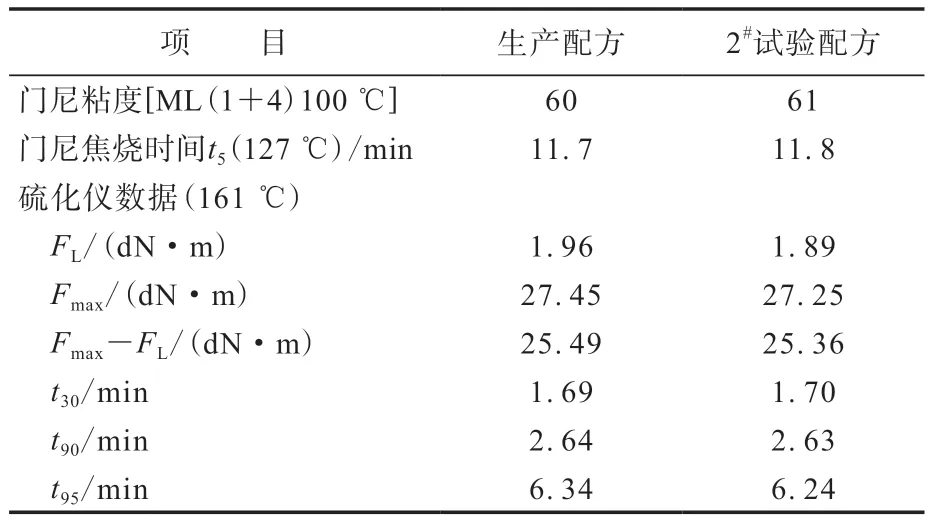
表3 大配合试验胶料的硫化特性
从表3可以看出,与生产配方胶料相比,2#试验配方胶料的门尼粘度、焦烧时间和交联密度相当,表明加入10份环保高强力再生胶对胶料的硫化特性几乎无影响。
2.3.3 物理性能
大配合试验胶料的物理性能见表4。
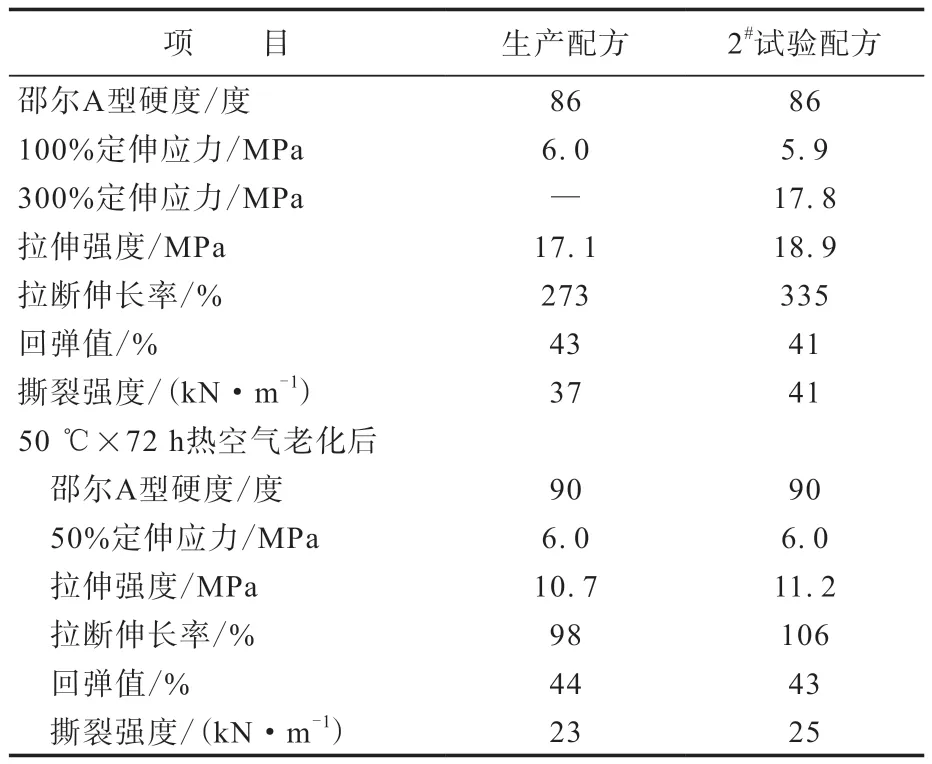
表4 大配合试验胶料的物理性能
从表4可以看出,与生产配方胶料相比,2#试验配方胶料的拉伸强度和拉断伸长率分别增大约10%和22%,硬度、100%定伸应力和回弹值相当,表明加入10份环保高强力再生胶对胶料的物理性能无明显影响。
2.3.4 动态性能
大配合试验胶料的动态性能见表5。
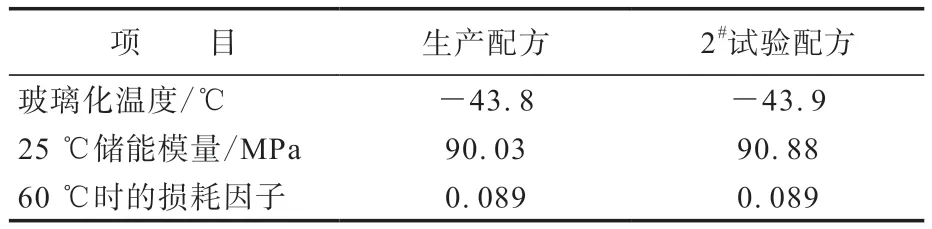
表5 大配合试验胶料的动态性能
从表5可以看出,加入10份环保高强力再生胶对胶料的动态性能无明显影响。
2.3.5 挤出性能
大配合试验硬三角胶的挤出外观如图1所示。
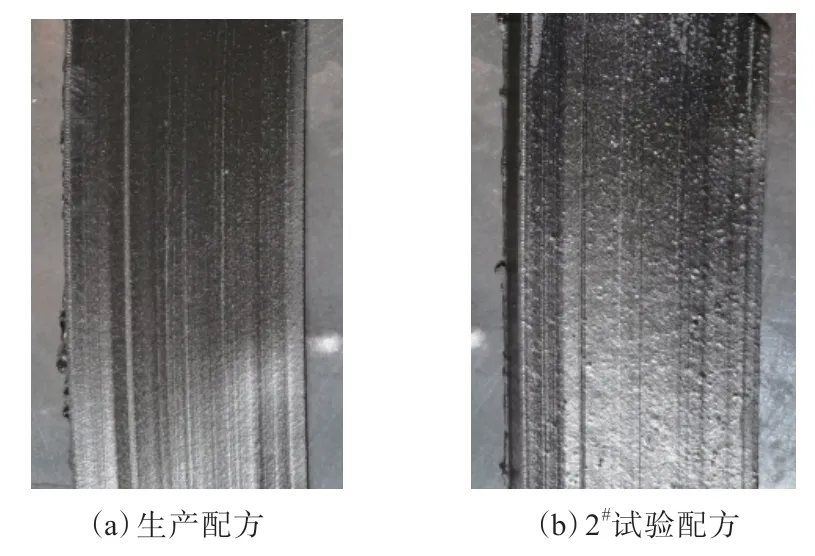
图1 大配合试验硬三角胶的挤出外观
从图1可以看出,生产配方硬三角胶挤出表面光滑,2#试验配方硬三角胶挤出表面略显粗糙,有肉眼可见小胶粒,这与环保高强力再生胶中含有少量未脱硫的胶粒有关。两种配方半部件的粘合性能相当,成型无异常。
2.3.6 成品轮胎性能
分别采用生产配方和2#试验配方胶料试制185R15LT 103/102R 8PR轮胎,并对成品轮胎的高速性能和老化前后耐久性能进行测试,结果如表6所示。
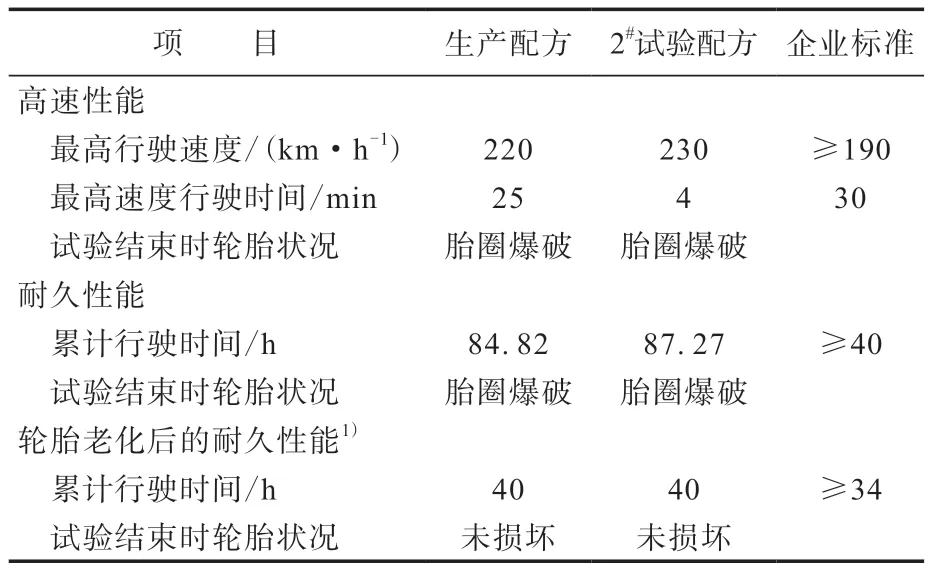
表6 成品轮胎性能
从表6可以看出,在轻型载重子午线轮胎硬三角胶中添加10份环保高强力再生胶,对成品轮胎的高速性能和耐久性能均无明显影响。
2.4 成本分析
高强力再生胶作为一种可循环材料,应用于轮胎中不仅可以降低轮胎的碳排放,且价格低廉。在硬三角胶配方中添加10份环保高强力再生胶后,胶料成本降低约0.25元·kg-1,可降低轮胎的生产成本,具有一定的经济和社会效益。
3 结论
在轻型载重子午线轮胎硬三角胶配方中添加10份环保高强力再生胶,对胶料的硫化特性和物理性能无明显影响;胶料中HBay含量符合欧盟标准要求,成品轮胎的高速性能和老化前后耐久性能均符合企业标准要求;胶料成本降低约0.25元·kg-1,具有一定的经济效益和社会效益。
猜你喜欢
建材发展导向(2023年3期)2023-02-06
四川劳动保障(2021年9期)2022-01-18
山东陶瓷(2021年5期)2022-01-17
昆钢科技(2021年6期)2021-03-09
今日农业(2019年15期)2019-09-03
制造技术与机床(2018年11期)2018-11-23
小哥白尼(军事科学)(2018年2期)2018-05-25
橡胶工业(2015年5期)2015-08-29
橡胶工业(2015年8期)2015-07-29
橡胶工业(2015年6期)2015-07-29
