
带束层排列及成型方式对轮胎性能的影响
2023-12-25 08:33刘朝阳郜宪杰
轮胎工业 2023年12期
刘朝阳,陈 龙,李 虎,阳 圣,郜宪杰
[中策橡胶(泰国)有限公司,泰国 罗勇 21140]
车辆驾驶方向分为左驾及右驾,车辆行驶方向相应也不同,因路面拱度的设计,车辆生产厂家对轮胎胎体帘布层转向残余回正力矩(PRAT)也会提出不同的要求,从而保证车辆的安全行驶[1-3]。
为了满足泰国汽车生产厂家对轮胎PRAT的要求,保证终端客户驾驶安全性,我公司采用理论和试验相结合的方法积极展开对轮胎PRAT的研究。
影响轮胎PRAT的因素有胎面胶配方、胎面花纹、轮廓和结构设计、带束层宽度和角度等因素[4-7]。为了加快设计开发速度,更好更快地满足客户要求,选取原配套235/55R19 101V RP76+规格轮胎,研究带束层排列及成型方式对轮胎PRAT及其他性能的影响。
1 实验
1.1 轮胎规格
试验轮胎规格为235/55R19,负荷指数 101,速度级别 V,花纹类型 RP76+。试验轮胎配方、花纹和结构均保持不变,仅改变带束层排列形式。
1.2 主要设备和仪器
XYG-4S550-1300型钢丝帘布压延生产联动线,江阴勤力橡塑机械有限公司产品;SCM-G 4000-5型钢丝帘布裁断生产线,德国卡尔·尤根·费舍尔股份有限公司产品;VMI EXXIUM型一次法成型机,荷兰VMI公司产品;LLY-B1220×1800×2型液压轮胎硫化机,巨轮智能装备股份有限公司产品;ASTEC FX型轮胎均匀性试验机,美国Micro-Poise检测设备有限公司产品;FDB-6142T型轮胎动平衡检测机,Kokusai国际计测器株式会社产品;LT-5000型轮胎综合强度试验机,高铁检测仪器(东莞)有限公司产品;TJR-2-PC(J)型轿车及轻载轮胎耐久/高速性能试验机,天津久荣车轮技术有限公司产品;MTS Flattrac Ⅲ CT型六分力试验机,美国MTS系统公司产品。
1.3 试验方案
1.3.1 带束层排列形式
试验轮胎和量产轮胎1#和2#带束层排列形式见图1。
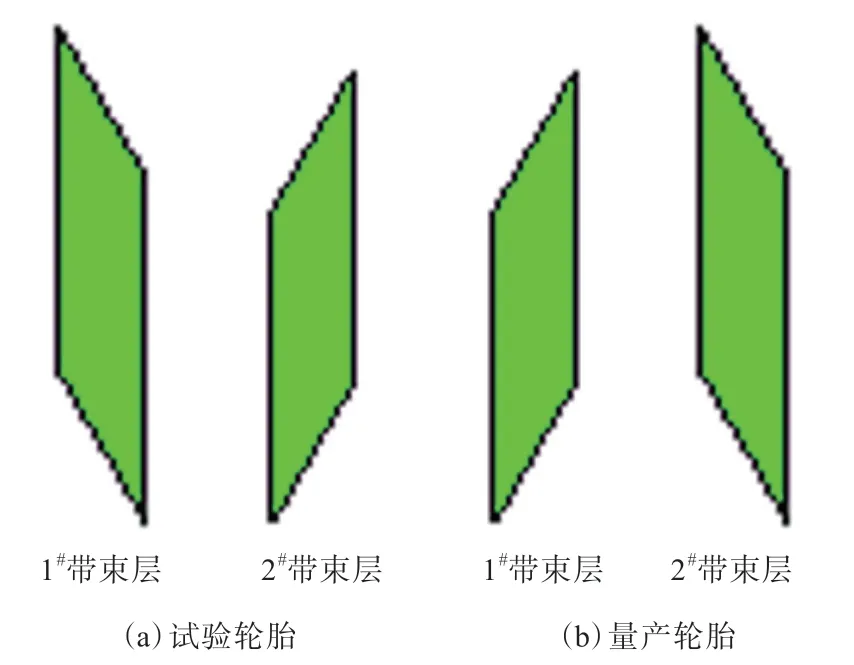
图1 试验轮胎和量产轮胎1#和2#带束层排列形式示意
1.3.2 带束层成型方式
在现有成型机上对试验轮胎和量产轮胎带束层的成型方式进行调整,具体情况见表1。

表1 带束层上线位置
1.3.3 带束层成型顺序
试验轮胎和量产轮胎带束层贴合顺序如表2所示。

表2 带束层贴合顺序
1.4 性能测试
成品轮胎的充气外缘尺寸按照GB/T 521—2012《轮胎外缘尺寸测量方法》进行测量;均匀性按照GB/T 18506—2013《汽车轮胎均匀性试验方法》进行测试;强度性能、脱圈性能、耐久性能、低气压性能和高速性能按照GB/T 4502—2016《轿车轮胎性能室内试验方法》进行测试;PRAT按照Q/ZCR A05102-009—2020《轮胎六分力试验方法》进行测试。
2 结果与讨论
2.1 生产工艺
试验轮胎和量产轮胎的压延和裁断工序相同,硫化工序也相同,成品轮胎硫化外温为183 ℃,氮气压力为2.1 MPa,硫化内温为205 ℃,轮胎硫化结束后采用双工位后充气。
成型工艺调整后,带束导开上料无扭曲现象,材料递送正常,裁断正常、定长裁切后边部钢丝平直,接头无脱开、重叠、出角现象,贴合鼓转速达到50 r·min-1。
2.2 成品轮胎性能
2.2.1 充气外缘尺寸
轮胎充气外缘尺寸测量结果见表3。由表3可见,试验轮胎和量产轮胎的充气外直径和断面宽相同,符合国家标准要求。

表3 轮胎充气外缘尺寸测量结果 mm
2.2.2 均匀性
轮胎均匀性测试结果见表4,RFV为径向力波动,R1H为径向力波动最大一次谐波,LFV为横向力波动,CON为锥度效应力,PLY为角度效应力。由表4可知,试验轮胎和量产轮胎的RFV,R1H和LFV相差不大,PLY方向相反,两者均匀性无明显差异。
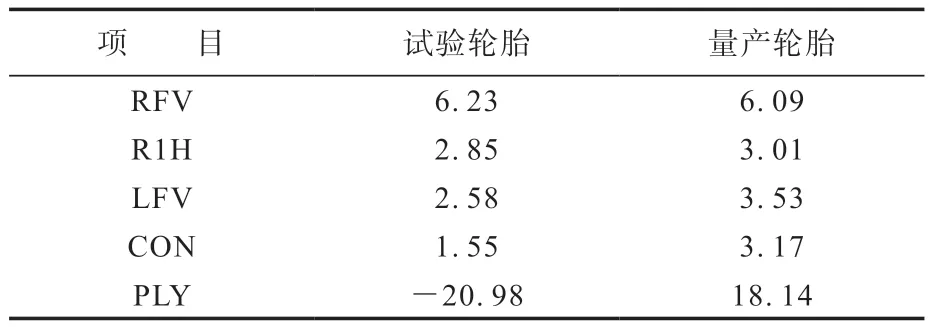
表4 轮胎均匀性测试结果 kg
2.2.3 强度
轮胎强度测试结果见表5。由表5可见,试验轮胎和量产轮胎的强度性能相差不大,符合国家标准要求。
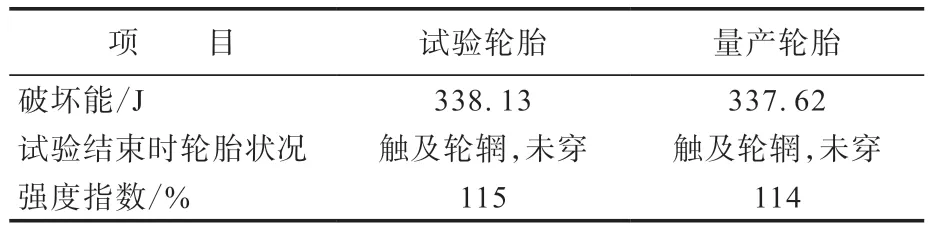
表5 轮胎强度测试结果
2.2.4 脱圈性能
试验轮胎和量产轮胎的脱圈阻力分别为16 682.11和16 682.02 N,脱圈性能相差不大,符合国家标准要求。
2.2.5 耐久性能
轮胎耐久性能测试结果见表6。由表6可见,试验轮胎和量产轮胎的耐久性能相当,符合国家标准要求。

表6 轮胎耐久性能测试结果
2.2.6 低气压耐久性能
轮胎低气压耐久性能测试结果见表7。由表7可见,试验轮胎和量产轮胎的低气压耐久性能相当,符合国家标准要求。
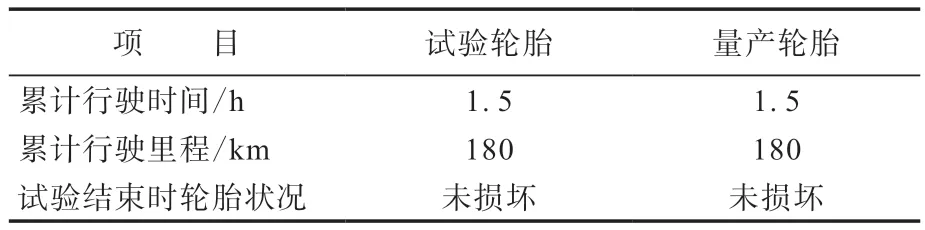
表7 轮胎低气压耐久性能测试结果
2.2.7 高速性能
轮胎高速性能测试结果见表8。由表8可见,试验轮胎和量产轮胎的高速性能相当,符合国家标准要求。
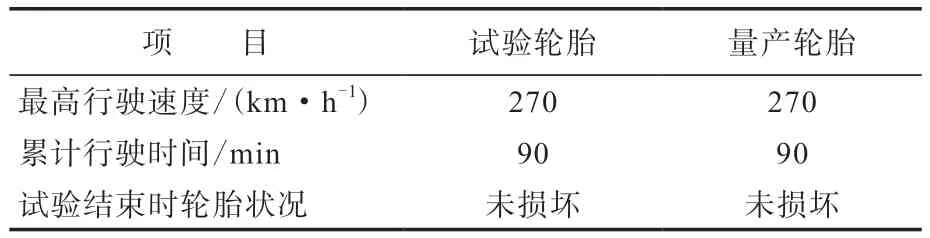
表8 轮胎高速性能测试结果
2.2.8 PRAT
轮胎PRAT测试结果见表9。由表9可知,调整带束层排列和成型方式后轮胎的PRAT值增大了2 N·m左右,满足车企要求。
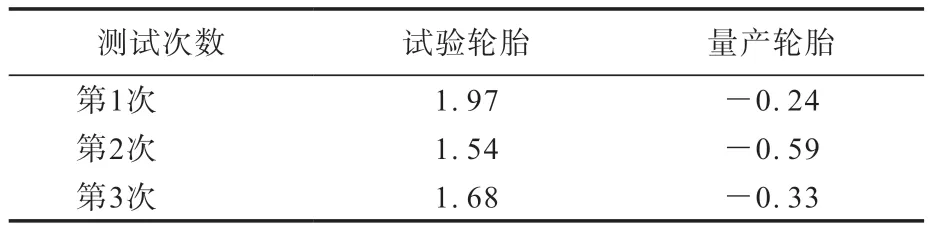
表9 轮胎PRAT测试结果 N·m
3 结语
对于235/55R19 101V RP76+轮胎,在轮廓、花纹、骨架材料相同,压延、裁断和硫化等生产工艺不变情况下,调整带束层排列和成型方式,对成品轮胎的充气外缘尺寸、均匀性、强度、脱圈阻力、耐久性能、低气压耐久性能、高速性能等无明显影响;轮胎PART由负值变为正值,增大了2 N·m左右,满足车企要求。
致谢:在本次研究过程中,郜宪杰副总工程师对整体方案的确定、施工条件及工艺的制定、成品性能的测试等提出了很多宝贵的建议,特此致谢!
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
环球时报(2022-04-28)2022-04-28
军事文摘·科学少年(2021年6期)2021-06-24
装备维修技术(2020年36期)2020-09-28
江苏安全生产(2020年6期)2020-07-28
上海建材(2019年4期)2019-02-13
NBA特刊(2018年11期)2018-08-13
纺织科学研究(2017年6期)2017-07-03
浙江化工(2017年4期)2017-01-21
能源研究与信息(2016年3期)2017-01-12
