
重整C9芳烃综合利用策略
2023-12-23 07:15李秦磊樊金龙
炼油与化工 2023年6期
李秦磊,许 磊,樊金龙
(中国石油乌鲁木齐石化公司研究院,新疆 乌鲁木齐 830019)
炼油厂中的C9芳烃主要来自于催化重整装置,催化重整工艺为世界提供了24%~28%的芳烃产量[1]。重整C9芳烃中芳烃含量可达80%~98%,且几乎不含烯烃,因而具有良好的稳定性[2]。传统工艺的C9芳烃主要用作汽油调和组分以及生产苯、甲苯、二甲苯(BTX)等轻质芳烃的原料。随着环保要求的严格、新能源汽车的推广及煤化工等行业的发展,上述2 种用途的产品已供大于求,炼油企业开发新产品及生产路线已成为必然。
1 C9芳烃资源
某石化公司的催化重整装置产能为160×104t/a,C9芳烃产量为20×104t/a,生产的C9芳烃绝大部分用于生产BTX,少部分用作汽油调和组分。该石化公司的C9芳烃质量分数组成见表1。
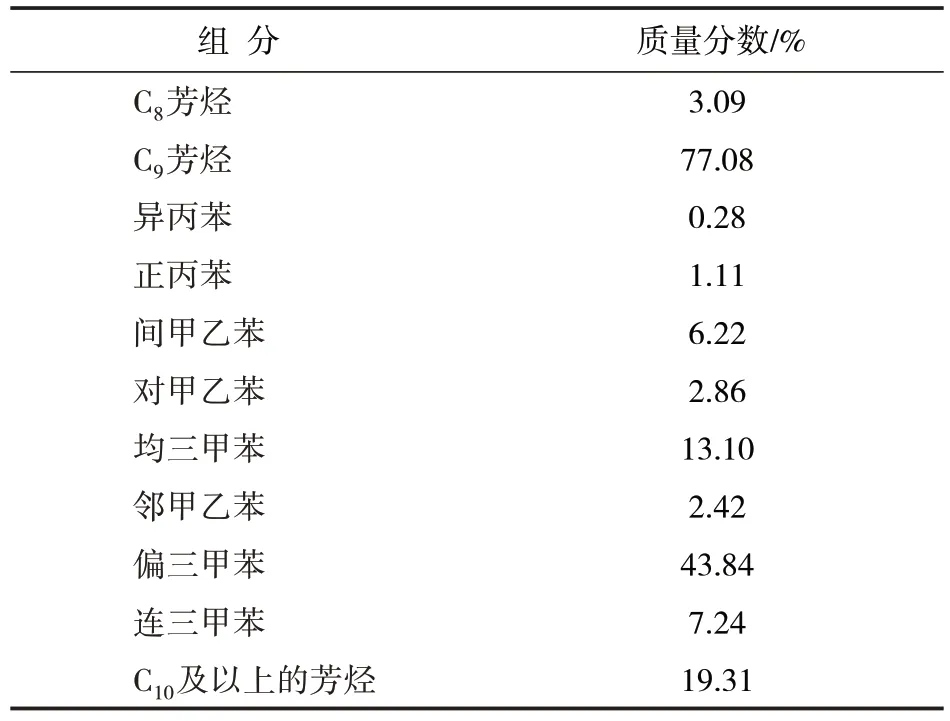
表1 重整C9芳烃质量分数组成
按当前生产策略,重整装置生产的C9芳烃绝大部分用于生产BTX,少部分用作汽油调和组分。
从表1 可以看出,三甲苯组分含量最高,达到64.18%,占全部C9芳烃的83.26%,因而对于该炼油厂重整装置,应当着重关注三甲苯组分的利用。
2 重整C9芳烃利用途径
20 世纪80 年代,中国开始研究重整C9芳烃的开发利用[3],C9芳烃共有8 种同分异构体,其名称及物性参数见表2。

表2 C9芳烃各同分异构体及熔沸点/℃
由于C9芳烃中部分组分的沸点相近,采用传统的分馏方法分离困难,所以可将C9芳烃的利用分为混合组分和单一组分利用2类[4]。
2.1 重整C9芳烃混合组分利用
混合组分的利用主要有3 个方向。(1)生产苯、甲苯、二甲苯(BTX)等轻质芳烃;(2)用作汽油调和组分;(3)生产芳烃溶剂油。
2.1.1 生产BTX作为当前C9混合芳烃的最主要利用途径,重整C9芳烃生产BTX,是利用催化剂脱除C9芳烃上的烷基,得到BTX。当前该炼油厂的重整C9芳烃主要用来生产BTX。近年来,国内原油加工能力已达8.6×108t/a,二甲苯产能接近1 880×104t/a。2021 年,国内对二甲苯(PX)总产能已达2 881.5×104t/a,预计2025 年将会达到4 900×104t/a,届时PX 市场供给将由短缺走向过剩[5]。在此趋势下,重整C9芳烃用于生产BTX 的加工路线将受到冲击,以BTX 为主要产品的炼油厂应提前布局C9混合芳烃的高值化利用。
中国海油天津化工研究设计院有限公司开发出1 种临氢裂解及烷基化组合技术[5],该技术以重整C9混合芳烃为原料,经临氢裂解、临氢烷基化获得BTX 和均四甲苯,均四甲苯质量分数从原料中的0.93%提高至12.98%,按9×104t/a 消耗C9混合芳烃、3×104t/a 消耗甲醇计算,该组合技术的生产利润可达5 543.5×104元/a。
2.1.2 重整C9芳烃作汽油调和组分由于催化裂化汽油辛烷值只能达到88~92,烯烃体积分数较高,芳烃含量较少。为了达到使用标准,高辛烷值、环境友好的重整生成油被认为是增产汽油、调和催化裂化汽油的理想物质,能够有效替代甲基叔丁基醚(MTBE)等高辛烷值组分,能够带来可观的经济效益[6]。为了提高C9芳烃价值,国内部分炼油厂将C9+重芳加以处理、利用后,剩余物质用作汽油调和组分。
例如,中国石油天津石化公司利用重整C9+芳烃生产BTX,并用二甲苯塔塔底油C9+芳烃调合高标号汽油;中国石油兰州石化公司通过精馏手段分离C9
+重芳烃中的偏三甲苯,用于生产高纯度偏三甲苯,其余组分则用于调合汽、柴油。
随着碳中和目标的推进以及新能源汽车的普及,汽油的消费量会逐渐萎缩,且国家对汽油油品的要求也日益严格,当前《车用汽油(GB17930-2016)》要求国ⅥB 汽油中芳烃含量不得高于35%,极大限制了重整C9芳烃作为高辛烷值汽油调和组分的利用方案。
2.1.3 重整C9芳烃生产芳烃溶剂油当前生产芳烃溶剂油的原料主要来自催化重整产出的C9+组分[7],由于其芳烃含量很高,直接进行沸点切分即可获得溶剂油产品。作为5大类石油产品之一,芳烃溶剂油不仅能够应用于油漆、涂料,还能应用于印刷用油墨、农药、医药、橡胶、化妆品、香料、电子部件等方面,其附加值明显高于燃料油,所以利用重整C9芳烃生产芳烃溶剂油具有显著的优势。因此,越来越多的炼化企业已经开始布局高附加值溶剂油产品的开发[4]。
国家标准GB/T 29497-2017 对高沸点芳烃溶剂进行了规范,要求高沸点芳烃溶剂中芳烃含量(体积分数)不得小于95%,并按初馏点和干点将其划分为SA-1000、SA-1500、SA-1800 和SA-2000等4个牌号。
昌乐德润化工有限公司针对芳烃蒸馏获得的S-100#溶剂油出台了企业标准(Q/0725 CDH001-2017),进一步规定了200 ℃前质量分数及水分。
由于乙烯生产工艺会产生大量的裂解C9组分,中国石油独山子石化公司、天津海阔天平化工有限公司等已经对裂解C9组分生产芳烃溶剂油进行了相应的研究[8,9],并申请相关专利。
然而,国内由重整C9芳烃作为原料制备芳烃溶剂油的相关报道较少,类比于裂解C9制备芳烃溶剂油[10],重整C9芳烃制备芳烃溶剂油主要包括催化反应、脱催化剂、分馏和精制4 个环节。在裂解C9制备芳烃溶剂油的催化反应过程中使用的AlCl3催化剂对设备管线的腐蚀极大。
虽然裂解C9芳烃组分及含量会随裂解深度、工艺的不同而出现较大变化,但其芳烃含量能维持在50%~65%,非芳烃中主要是链烷烃较,烯烃和环烷烃含量相对较少。该石化公司重整C9芳烃产量充足,且芳烃含量能够达到97%以上,已满足国家标准中对于芳烃含量的要求,因此推测其只需简单的催化反应或无需催化反应便能得到制备芳烃溶剂油的原料,生产成本低于裂解C9芳烃。
随着行业的发展和环境压力的增大,高端芳烃溶剂油的市场前景将十分广阔。借助于技术研发和设备工艺改造,将助力于企业在芳烃溶剂油产业上的发展,其技术的优劣将直接决定芳烃溶剂油产品的质量及附加值。
2.2 重整C9芳烃单一组分的分离与利用
由于重整C9芳烃各组分的沸点差异不大,分离提纯较为困难,国内对C9芳烃单组分的分离研究起步较晚,1982 年金陵石化公司建成投产了中国第1 套偏三甲苯暨芳烃溶剂油分离工业装置。目前国内各炼油厂从重整C9芳烃中提取的组分主要是偏三甲苯、均三甲苯、间/对甲乙苯和连三甲苯,提取后副产的轻组分和重组分可返回炼油厂调和汽油或柴油,或加工成芳烃溶剂油售出。
2.2.1 偏三甲苯的分离与应用偏三甲苯主要用于生产偏苯三酸酐和三甲基氢醌,其中偏苯三酸酐主要用于生产增塑剂偏苯三酸酐三辛酯(TOTM);三甲基氢醌不仅可用于合成维生素E,也可以作为耐热性聚苯醚工程塑料的单体和塑料合金的原料以及部分农药、消毒剂的生产原料。此外,也有部分企业以偏三甲苯为原料通过异构化生产均三甲苯,通过烷基化生产均四甲苯。
偏三甲苯分离技术成熟,现有装置大都采用连续精馏的工艺流程,为了高质利用C9芳烃组分,不同企业采取了不同的改进方案。例如,金陵石化早期投产的偏三甲苯暨芳烃溶剂油分离工业装置;兰州石化在该流程中增加脱重塔,以期获得柴油组分;江苏正丹化学工业股份有限公司增设了异构化反应器,将第1精馏塔塔底的均三甲苯和邻甲乙苯异构化为偏三甲苯,从而增加偏三甲苯的产量。
有报道显示偏三甲苯产能为(2~3)×104t/a 即为大型企业,虽然目前国内偏三甲苯的产能过剩,但受制于原料供应的品质的降低,装置的开工率不高[3,11],随着2021 年山东明化新材料有限公司2×104t/a 偏三甲苯烷基化法合成均四甲苯装置的开工,偏三甲苯的供需状态有所缓解。2022 年6月,偏三甲苯价格高于9 500 元/t。对于分离偏三甲苯而言,原料中偏三甲苯的含量在30%是比较理想的,而该炼油厂重整C9芳烃中偏三甲苯含量可达43.84%,即使不采用异构化反应,按90%的收率计算,偏三甲苯的产能也可以达到7.89×104t/a,能达到大型企业标准,产值可达7.5 亿元。若能实现偏三甲苯的分离提纯,也能进一步延申企业的加工链,增产更多的化工产品,其综合经济效益十分可观。
2.2.2 均三甲苯的分离与应用均三甲苯用途广泛,除常规的用于制备普拉艳蓝(RAW)、活性艳兰K-3R 等染料外,还用于合成树脂、M 酸、抗氧剂330、高效麦田除草剂、2,4,6-三甲基苯胺、均苯三甲酸、二硝基均三甲苯、三甲基氢醌、聚酯树脂稳定剂、醇酸树增塑剂等,此外,均三甲苯也可应用于制药和感光材料领域。廊坊天大石油化工厂的均三甲苯产能达到了2 500 t/a,是目前国内产能最大的企业[11]。该炼油厂的重整C9芳烃中均三甲苯含量为13.10%,如若能完全分离则可产均三甲苯2.6×104t/a,按2023年6月价格2.0×104元/t计算,产值可达5.2亿元/a。
由于均三甲苯与甲乙苯沸点接近,特别是与邻甲乙苯的沸点差仅有0.3 ℃,且相对挥发度为1.009,传统的精馏工艺极难分离,因此均三甲苯市场价格较高,但也限制了下游工业的发展。目前国内炼油厂从重整重芳烃中分离均三甲苯主要采取2种思路。
(1)采用萃取精馏的方式[12~14];
(2)通过烷基化等反应将混合组分中的甲乙苯进行转化,然后再进行精馏分离[15~17]。
南京炼油厂以其分离的偏三甲苯为原料,通过异构化反应制取均三甲苯,该异构化反应主要使用丝光沸石作催化剂,王明[18]将镍、钼负载于丝光沸石之上,用作偏三甲苯异构化制均三甲苯的催化剂,均三甲苯收率可达23.1%。若将此方法推广于重整C9芳烃原料,可提高均三甲苯的产量。
随着技术发展进步,均三甲苯的生产成本预计会进一步降低,将促使其下游产品的生产和开发进入快速发展阶段,上下游生产企业进入良性互动,市场对于均三甲苯的需求也会进一步提高。
2.2.3 连三甲苯的分离与应用连三甲苯最主要的用途是合成三甲苯麝香(西藏麝香),麝香不仅可用作化妆品、肥皂的香料,还能够与紫罗兰酮、肉桂醇、水杨酸苄酯等进行调香[19]。当前二甲苯麝香占人造麝香生产量的50%以上,但以连三甲苯为原料生产的三甲苯麝香,不仅具有香味纯正,遇光不变色的特点,成为制造高级香水、香料、护肤霜、浴露的优良材料;还具有生产流程较短,成本较低的优点。三甲苯麝香的生产正处于起步价段,因而价格昂贵,市场价约50 元/g,国外仅有小规模生产,国内仅有金陵石化、锦州开元石化、江苏工业学院有连三甲苯合成麝香的相关报道[20~22]。除此之外,连三甲苯还可在化工领域用于生产聚醋树脂、醇酸树脂、苯胺染料及连苯三酸等;以及在医药领域用于制备止痛剂、消炎剂、血小板防凝剂和血栓抑制剂等。
从混合C9芳烃中提纯连三甲苯主要有深冷结晶法和精馏2 种方法,南京炼油厂、锦州石化公司等探究了从芳烃溶剂油中提取连三甲苯,但由于溶剂油中有与连三甲苯沸点相近的茚满、1-甲基-3-异丙基苯和1-甲基4-异丙基苯[19,23],普通的精馏方法难以实现分离。
重整C9芳烃中连三甲苯质量分数相对较低,且下游开发利用尚处于起步阶段,市场规模不大,故连三甲苯的开发并未引广大炼油厂的重视,因而其生产厂家较少。
该炼油厂重整C9芳烃中连三甲苯含量可达7.24%,且与之沸点相近的组分沸点差可达7 ℃,利于精馏分离,即使按照连三甲苯含量大于90%即为合格产品计算,若能将重整C9芳烃中的连三甲苯全部分离,产能可达0.16×104t,按5×104元/t的价格计算,其产值为8 000×104元/a。
2.2.4 甲乙苯的分离与应用甲乙苯是重要的有机化工原料,具有3种同分异构体,3种异构体均能脱氢生成对应的甲基苯乙烯,进一步生产聚甲基苯乙烯(PPMS)。相较于聚苯乙烯(PS),PPMS 具有密度小、耐热温度高、易于加工、聚合时体积收缩小以及弹性、熔融流动性、透明性优异的特点,虽然其价格高于PS,但在国外,PPMS 正在逐步取代PS[24]。此外,甲乙苯还可用于油漆催干剂、木材防腐剂、合成洗涤剂和杀虫剂等,以及用于生产阴离子交换树脂、黏合剂、干洗剂、树脂、油墨、涂料等。
截至2018年,国内并无甲乙苯商品,但江苏正丹公司和江苏常青树公司已能利用自产的甲乙苯合成乙烯基甲苯,且正丹公司已规划建设1 套2.3×104t/a 萃取分离法甲乙苯装置[4]。甲乙苯分离的难点在于混合组分中的均三甲苯与邻甲乙苯的沸点差仅相差0.3 ℃,间甲乙苯和对甲乙苯的沸点相差0.7 ℃,采用普通的精馏方法只能得到邻甲乙苯和均三甲苯、间甲乙苯和对甲乙苯的浓缩液。
对于甲乙苯的分离,不同的生产厂商采取了不同的策略,日本三菱石油公司采用重整C9芳烃为原料(均三甲苯质量分数11.4%),采用甲醛与均三甲苯缩聚,再蒸馏分离间对甲乙苯的方案,缩聚后通过2 次精馏能生产出含95%间对甲乙苯的产品[3];锦州开元石化公司以精馏分离偏三甲苯后的重整C9芳烃为原料采用烷基化法,将正丙苯、邻间对甲乙苯、偏三甲苯烷基化为与均三甲苯沸点差大的C12、C15等重组分,精馏分离出均三甲苯后再对其进行脱烷基反应,脱烷基化液经减压分馏后可得纯度大于95%的邻间对甲乙苯[25];中国石油采用萃取精馏法进行分离,所采用的C9芳烃原料中均三甲苯的含量较低,均三甲苯和邻甲乙苯的质量分数仅为1.77%[26]。
该炼油厂重整C9芳烃中甲乙苯质量分数为11.5%,若能全部加以利用,产能可达2.3×104t/a,由于国内甲乙苯商品化量产尚处于空白,因而若能率先生产出合格的甲乙苯产品便能迅速抢占国内市场。
3 结束语
(1)该石化公司重整C9芳烃主要用于生产BTX,但随着国内原油加工量的不断攀升,BTX 的产能不断扩大,利润空间逐渐压缩,高值化利用必然成为传统炼油厂生存发展的必然选择。
(2)特种溶剂油的开发虽然能带来一定的利润提升,但对于企业延深产业链并无太大益处,从重整C9芳烃中分离出各单一组分产品,才能更进一步深加工,带来更高的经济效益。
(3)重整C9芳烃中含有大量高价值的化工材料单体,但其分离开发利用较为困难,当前偏三甲苯的分离较简单,可以从其入手,改造现有分离装置,既能节省投资又能做到灵活调整生产策略;同时加快其下游产品的生产工艺研发。
(4)虽然均三甲苯和连三甲苯附加值高,但其相应的高效催化剂研究还有较大欠缺,其分离过程仍有待优化,只有降低成本,提高产品纯度,降低产品价格,才能扩大其应用,同时布局均三甲苯制均苯三甲酸、3,5-二甲基苯甲酸及抗氧剂;连三甲苯制三甲苯麝香的相关研究,打开并抢占市场。
(5)国内甲乙苯的生产及分离尚处于市场空白期,且甲基苯乙烯类产品属于长线产品,市场潜力巨大,因而提前布局甲基苯乙烯产业链的开发与研究,有助于企业快速升级转型。
猜你喜欢
山西化工(2022年3期)2022-07-06
沈阳化工大学学报(2020年4期)2020-04-06
合成材料老化与应用(2020年5期)2020-01-14
石油炼制与化工(2018年6期)2018-03-27
电子测试(2017年15期)2017-12-18
大科技(2016年36期)2016-07-13
石油化工建设(2016年4期)2016-02-27
石油知识(2015年6期)2015-02-28
化工进展(2014年3期)2014-04-04
食品工业科技(2014年9期)2014-03-11
