
复杂多种类小批量产品自动环氧粘片生产过程中的管理问题探讨
2023-12-21 11:59:21刘凤华
电子产品世界 2023年10期
刘凤华

关键字:复杂多种类小批量产品;自动环氧粘片;技术管理;人员管理
中图分类号:TN605 文献标识码:A
0 引言
环氧粘片是微波模块组装过程中最常用的工艺方式,用导电胶把薄膜微带电路和各种器件粘贴到腔体上,然后高温烘干固化。本文所提复杂多种类小批量产品的生产是指腔体为深腔窄槽类复杂结构、贴装物料种类数大于40 种(套)、总粘片物料总数量大于100 个(套)、每批次生产量小于50 套的超多种类复杂产品的并行混合生产模式。
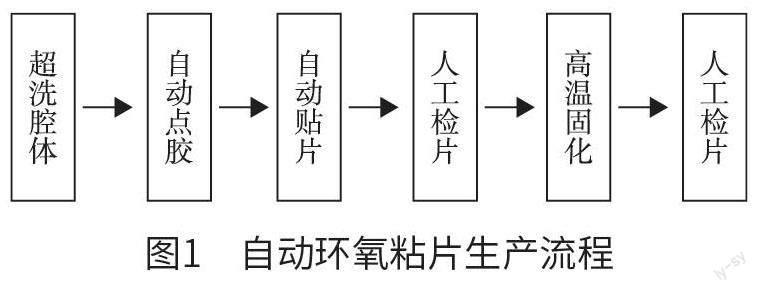
复杂多种类小批量产品的环氧粘片生产的自动粘片效率较低,大部分时间耗费在编程、校调和生产的收尾阶段,性价比低,建议采用自动点胶机点胶、手工粘片的方式。针对部分计划连续性强、有一定量的复杂多种类小批量产品也可以采用自动点胶粘片的方式,鉴于产品的复杂程度高,单一的多功能粘片机实现难度大,建议采用点胶和粘片分拆运行的方式,生产流程如图1 所示。
在复杂多种类小批量自动环氧粘片生产过程中最重要的是管理问题。本文将管理问题分为技术管理和人员管理两个方面进行分析。
1 技术管理
自动化设备的编程、参数、操作和工装工具的设计制作等具体内容属于技术层面的操作,严格来说不属于技术管理的范畴,但是技术管理又是以具体的操作技术为基础建立起来的,如果不了解基础的操作技术,就无法进行科学合理的技术管理。技术管理主要分为设备选型、环氧导电胶的来料控制、贴装物料的来料控制和设备保养4 个方面。
1.1 设备选型
自动点胶的要求较低,且自动点胶机相对简单,技术已经非常成熟,一些国外的高端品牌设备固然性能较好,但国产的自动点胶设备就可以满足实际使用要求。关键是点胶阀的选择,要求低的产品可以采用气压时间控制式点胶阀;平面式点胶可以采用喷射阀;复杂深腔窄槽近壁产品的点胶只能采用螺杆式点胶阀,通过螺杆旋转、气压和时间综合控制、精确控胶,并且通过点胶针头的极限设计来满足深腔近壁的点胶要求[1]。
自动环氧粘片机相对复杂,国产的设备还不太成熟,对于要求高的复杂产品建议选择国外高端品牌设备。美国的MRSI 和PALOMAR 自动环氧粘片机操作相对简单,但是贴装效率较低;DATACON自动环氧粘片机操作相对复杂,但是贴装效率高;ASM 自动环氧粘片机则是追求极限贴装效率,用户需要根据各自产品的具体情况进行综合打样选型,复杂多种类小批量产品的生产不建议采用ASM 自动环氧粘片机等类似的追求极限贴装效率的设备。
导电胶的高温固化可采用开放式的加热台或者密闭式的烘箱,有自动化要求的可采用链式隧道炉或者垂直固化炉。导电胶的高温固化需要注意产品高温状态下的氧化和污染,有条件的可采用洁净厌氧型烘箱等类似设备。经过实测,洁净厌氧型烘箱的氧浓度可以控制在2% 以下,内部洁净度可以控制在優于千级洁净度水平;常规的普通烘箱则无氧浓度控制功能,高温固化过程中内部洁净度可能不到百万级洁净度水平。
1.2 环氧导电胶的来料控制
环氧导电胶的种类非常多,要根据实际产品的要求进行选型。对于自动点胶来说,要选择专门适用于自动点胶的型号,直接选择通用型号可能不是最佳选择。例如,H20E 导电胶可用于手工涂胶,也可用于自动点胶机点胶,但是对于自动点胶来说,应该优选更适合自动点胶的H20S 型号,而非通用的H20E 型号。
为保障自动点胶生产的稳定性,需要对环氧导电胶进行来料控制,主要控制点是选择合适的触变系数。触变系数是静态黏度和动态黏度的比值,要求来料控制在合适稳定的区间,触变系数过小会导致胶体易分层沉淀、易干、状态保持差;触变系数过大时虽然胶体状态保持能力强,但是会导致点胶后流动性差、水印多、易溢胶短路等问题。
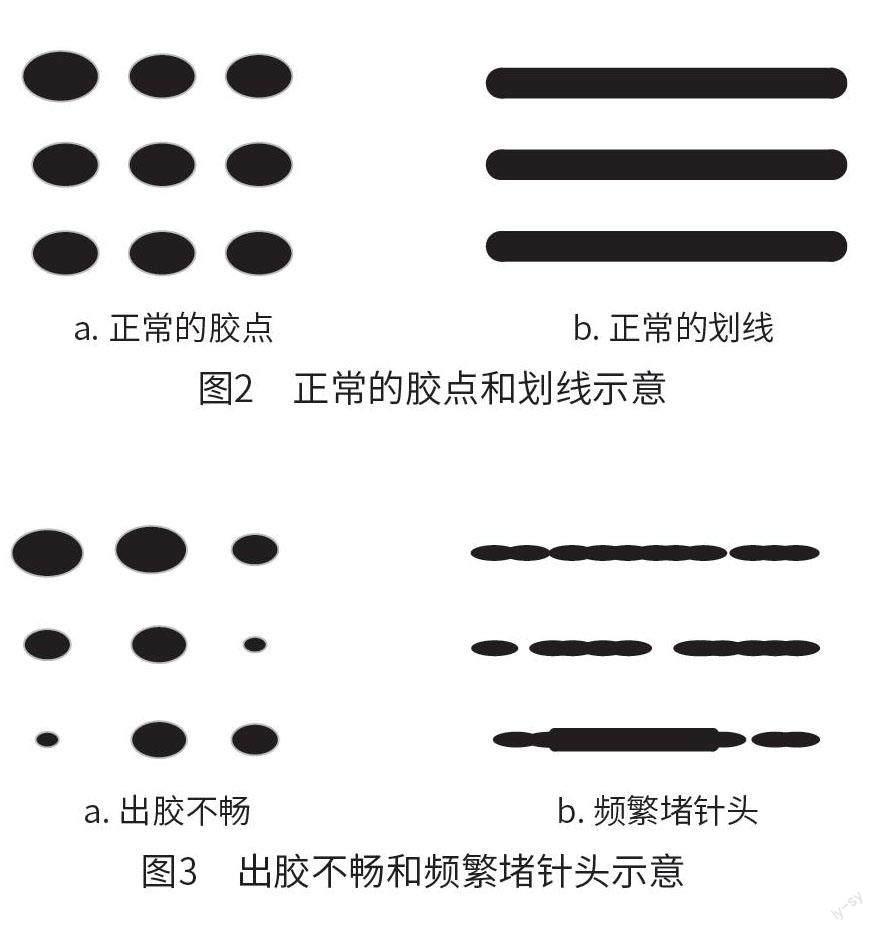
环氧导电胶一般需要进行适当搅拌才能使用,即使是已经调好的、无须搅拌的胶体也不一定适合直接上到自动点胶机上。需要观察点胶在自动点胶机上的状态,正常的胶点应该大小均匀、形状平滑;划线应该线宽均匀、起始点平滑。正常的胶点和划线示意如图2 所示。
每批次的环氧导电胶来料状态难免有波动,可以通过调整搅拌参数使搅拌后的胶体更加适合自动点胶机的使用。搅拌参数一般包括搅拌速度和搅拌时间,搅拌完成后要求导电胶不能出现明显的升温。如果依靠自动点胶机自身的参数调整无法达到正常的点胶状态,则需要更改胶体的搅拌参数。胶体搅拌速度偏小或者搅拌时间偏短,会导致出胶不畅和频繁堵针头(图3)。
胶体搅拌速度偏大或者搅拌时间偏长,会导致胶点拉尖和划线大头现象,如图4 所示。
但是调整胶体的搅拌参数只是后续的补救措施,特别是在复杂产品的自动点胶生产过程中,小到直径0.3 mm 的胶点需求和大到10 mm 线宽的物料点胶需求,都需要做到精确控胶,所以一定要控制环氧导电胶的来料,保证参数稳定、满足使用需求。
另外,对于采用激光测高器进行测高的自动点胶机,在复杂产品生产中除了进行导电胶的来料控制外,还需要对腔体基材的表面光洁度进行控制,如果表面的电镀面过于光滑会导致激光测高器测高不准确,从而出现点胶高度异常、无法点胶的问题。
1.3 贴装物料的来料控制
贴装物料的来料控制主要包括物料的反光一致性、物料尺寸和图形的加工误差以及华夫盒的选用3 个方面。
(1)物料在贴装前通过光源的打光凸显出物料的外形边缘和图形边缘,进行图像处理后计算出物料的中心点和方向等信息。同种物料的基材和图形的反光一致性要满足粘片机的识别要求,防止出现生产过程中需要频繁更改物料打光参数的情况。
(2)物料尺寸和图形的加工误差会影响最终的贴装精度。粘片机设计的贴装精度更多指的是自身机械系统的运行精度,并不是物料的实际贴装精度。物料在贴装前做底部的二次识别校正,如果物料尺寸或者图形的加工误差过大,就没办法保证最终的贴装精度。特别是在小于30 μm 超窄间距贴装要求的产品中,物料尺寸和图形的加工误差要小于粘片机自身的设计精度误差。
(3)复杂多种类小批量产品在生产过程中一般选用华夫盒作为物料的载体,华夫盒的选用非常关键。物料拾片过程是先用吸嘴碰触物料,达到一定的压力后开真空吸片,然后抬升拾取。拾取过程中要克服物料自身重力和华夫盒的吸附力,如果吸附力过大会导致拾片失败或者拾片歪斜的情况。自动贴装物料所用的华夫盒一般要选用硬质粗糙磨面型号,软质镜面型号的华夫盒拾片效果非常差,一般仅用于手工贴装的物料载体[2]。
1.4 设备保养
设备是自动环氧粘片生产过程中的核心,因此设备的保养非常重要,其中最重要的两个方面是气源纯净度的保证和机械轴的保养。
(1)点胶机和粘片机都需要外接气源作为设备驱动,由于耗气量大,通常采用制气设备进行压缩空气和氮气的制造。制气环境、制气设备性能和气源输送管道等都会影响气源的纯净度。如果气源的灰尘、水分和油污等杂质过多会导致自动化设备内部的气控元件性能降低、设备运行异常。外接气源纯净度一定要在制气端和设备输入端进行有效的控制,并且在日常使用过程中需要定期更换或者清洗气源过滤阀[3]。
(2)设备的机械轴需要定期打油保养,保证机械系统运行顺滑、减少磨损,设备的机械系统也需要定期检查校准。由于设备的保养不会直接创造效益,且定期保养的成本较高,在技术管理中很容易被忽视。因此在技术管理中需要加强对机械设备的保养。
2 人员管理
在复杂多种类小批量产品的生产过程中,不可控因素较多,人员管理显得尤其重要,主要体现在人员配置、人员相互之间的协调和工时分配3 个方面。
2.1 人员配置
人员配置非常重要,因此人员配置要科学合理。在复杂多种类小批量产品的生产中,工序多、工艺复杂、产品组装难度大,复杂的自动化设备操作和精细的手工操作都是非常重要的组成部分,需要根据人员的特点进行合理的分工安排,合适的操作人员放到合适的岗位,充分发挥其作用[4]。一般来说,男性操作人员更适合复杂自动化设备类的生产管理和操作,女性操作人员更加适合精细的手工操作工序,可以根据各个工序的特点和人员的实际情况进行科学合理的人员配置。
生产人员的数量也要满足实际的生产情况,不能脱离实际生产进行简单大批量产品生产模式下的人员数量配置。自动环氧粘片机的价格非常昂贵,理论上需要尽可能减少人工成本,但实际上在复杂多种类小批量产品自动环氧粘片生产过程中会耗费更多额外的人员,如复杂产品贴装程序的频繁反复校调、小批量多种类产品的频繁换线过程适应、来料异常品的筛选处置、产出品的人工检验和干预修正等。因此需要根据实际生产情况对人员数量进行合理配置。
2.2 人员之间的协调
自动环氧粘片生产分为多个管控部分,设备技术、设备操作、班组管理、生产计划和车间管理等相互之间的协调性非常重要。理想的状态应该是车间管理熟悉复杂多种类小批量产品生产的特性和自动环氧粘片的实际生产情况,从而制定合适的整体管理措施;生产计划统一协调整个生产排布;班组管理应熟悉设备的编程和操作,与设备操作人员一起完成计划下达的生产任务;设备技术人员负责设备的巡视、技术问题解决和技术性改进。
在复杂多种类小批量产品自动环氧粘片过程中需要注意以下4 個方面的人员协调问题:①车间管理人员需要充分认识到复杂多种类小批量产品生产的难点,并进行科学合理的人员配置。②一定要保证技术人员的素养和数量,防止出现计划落不到实处、突发事件频发。③确定好自动化生产和手工操作之间的协调问题,各工序之间做到相互配合,可以进行人员的定期轮岗,打破各个工序之间的壁垒。④生产计划和班组管理人员根据产品的实际生产情况制定合理有效的生产计划安排,防止出现物料不齐全、不按计划生产等不良现象,保证生产计划的顺畅性。
2.3 工时分配
工时分配往往是复杂多种类小批量产品生产过程中最直观的问题。复杂多种类小批量产品生产过程中的不可控因素较多,工时难以准确衡量,工序之间的工时平衡性也难以准确把握。单人能够独立完成的工序,工时问题较少发生,但对于那种需要多人配合才能完成的工序,工时问题则比较突出,处理不好会导致工作人员之间的矛盾激发。工时问题需要生产管理者跳出固有模式,以实际生产情况为考量,运用更加智慧的方式去解决。另外,自动化的引入也会涉及工时的降低、人员的减少和产能的提升改革,在技术管理和人员管理还未从根本上成熟顺畅运行时,不建议过早地进行激进的改革,否则会影响自动化的有效推进。
3 结论
在复杂多种类小批量产品自动环氧粘片生产过程中,自动化设备的引入降低了产品组装的难度,同时也提高了生产管理的效率,简单粗犷的管理模式不再适用。本文对技术管理和人员管理中常见的一些问题进行了分析论述,并提出了相应的借鉴性的参考建议。相较于已经非常成熟的表面组装技术(SMT)行业,自动环氧粘片行业的起步较晚,特别是在复杂多种类小批量产品生产应用中的难度更大,更需要从业者充分认识到生产中各方面的难点,做好精细化生产、技术管理和人员管理,推动自动化的深入广泛应用。
猜你喜欢
包装工程(2024年5期)2024-03-19 05:13:52
大电机技术(2022年5期)2022-11-17 08:14:04
机械工业标准化与质量(2022年9期)2022-09-30 07:22:28
电子技术与软件工程(2022年4期)2022-07-11 01:13:24
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
世界农药(2019年4期)2019-12-30 06:25:14
电子制作(2019年20期)2019-12-04 03:52:00
太阳能(2019年7期)2019-08-03 11:46:28
材料科学与工程学报(2016年1期)2017-01-15 13:33:53
制造技术与机床(2015年10期)2015-04-09 07:06:02
