
5083/6005A异种铝合金搅拌摩擦焊接头组织与性能
2023-12-12 09:03:46贾志芳田董扩白云龙
电焊机 2023年11期
贾志芳,田董扩,白云龙
承德应用技术职业学院,河北 承德 067000
0 引言
铝合金被广泛应用于高速列车、地铁列车、双层列车和汽车车体中,成为实现运输工具轻量化的主要材料[1]。作为结构材料,根据实际工况的性能需求、制造工艺和成本因素,需要针对不同部位选用适当的材料。例如,飞机制造中采用7xxx系铝合金纵梁与2xxx系铝合金机身蒙皮连接,5xxx系和6xxx系铝合金分别作为汽车车身内板和外板的材料进行连接。在实际应用中,不可避免地会遭遇异种铝合金的连接问题[2-4]。
目前,异种铝合金焊接技术主要有搅拌摩擦焊、激光焊和氩弧焊等[5]。传统熔化焊方法容易产生脆性相、凝固裂纹和孔洞等缺陷,而搅拌摩擦焊则能有效避免这些问题[6-8]。随着对材料的要求越来越高,对异种铝合金搅拌摩擦焊焊接接头性能和耐腐蚀性研究也越来越多,主要有2024/7075、6063/3A21、5083/7075、2024/5083等[9-11]。
本文对5083-OT与6005A-T6在不同焊接工艺参数下进行搅拌摩擦焊接,研究不同参数下的5083-OT/6005A-T6异种铝合金FSW接头微观结构和力学性能,分析焊接参数对其微观组织和力学性能的影响规律,为进一步扩大异种合金搅拌摩擦焊在各领域的应用提供理论依据与技术支持。
1 试验材料和方法
试验材料为尺寸300 mm×150 mm×3 mm的5083-OT与6005A-T6铝合金轧制板材,其化学成分如表1所示。采用对接方式,焊接方向平行于轧制方向,6005A板材置于前进侧(Advancing side,AS),5083-OT板材置于后退侧(Retreating side,RS),采用 FSW-LM-BM16-2D 龙门式搅拌摩擦焊设备,搅拌针长2.8 mm,搅拌头倾角为5°。具体各组焊接参数如表2所示。

表1 母材化学成分(质量分数,%)Table 1 Chemical compositions of base metal(wt.%)
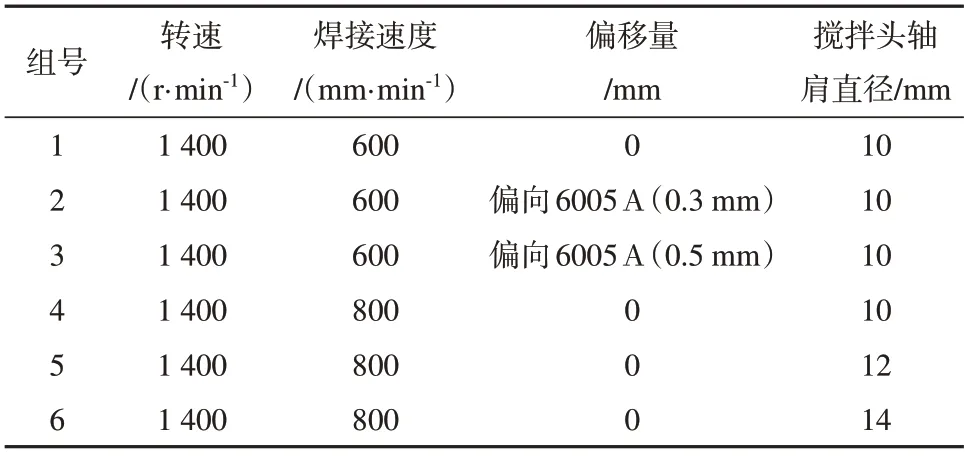
表2 焊接工艺参数Table 2 Welding process parameters
焊接完成后,沿垂直于焊缝方向上截取金相试件,经砂纸粗磨、机械抛光,采用Keller’s试剂进行化学腐蚀后在蔡司Axiovert.A1金相光学显微镜上观察试样的微观组织;通过XRD分析焊接接头交界处金属间化合物的生成,按GB/T228—2002要求在5982电子万能材料试验机上检验焊接接头力学性能。显微硬度测试在TMVS-1型显微硬度计上进行,加载载荷200 g,停留时间10 s,测试位置是沿横截面厚度中心方向,间隔为 0.5 mm。
2 试验结果与分析
2.1 宏观形貌
不同焊接参数下的接头横截面宏观形貌如图1所示,其焊接参数与表2对应。可以看出焊缝中间出现明显的分界线,焊核区材料由前进侧向后退侧流动,且前进侧材料占主要部分。

图1 焊接接头宏观形貌Fig.1 Macro morphology of welding joint
焊核区上部材料的流动模式主要取决于轴肩与工件之间的摩擦,使后退侧5083铝合金流动条纹延伸到了前进侧;而在焊缝底部,材料的流动由搅拌针的旋转挤压控制,造成底部主要由6005A铝合金组成。如图1b、1c、1d所示,在焊缝下部出现了微孔缺陷,图1b是由于搅拌针轴肩相对较小,使得搅拌头与工件摩擦产生的摩擦热较低,焊缝金属塑性较差,流动能力不足以使其充分填充搅拌头留下的空腔,从而形成微孔[13];图1c、1d产生的微孔是由于搅拌针的偏置使得材料受热不均匀未能充分流动,造成结合区域出现空腔;如图1a、1e、1f所示,焊接接头无明显缺陷,但图1a和图1e焊缝区金属存在明显的分界线,而图1f中焊缝金属充分混合。这是由于焊接热输入量降低,焊缝金属的塑性较差,不能在搅拌头的作用下将大块铝合金打碎,导致形成明显的分界线。说明只有在焊速、转速等工艺参数相匹配的情况下,才能得到成形良好、组织致密的5083/6005A异种材料搅拌摩擦焊对接接头。
2.2 金相组织
由图1f可知,在焊接速度800 mm/min、偏移量0 mm、搅拌头轴肩直径14 mm条件下所获FSW接头处两种材料混合更充分,接头性能较好。对其进行金相组织观察,如图2所示。

图2 焊接接头组织形态Fig.2 Microstructure of welding joint
图2a和图2b分别为5083、6005A母材的微观组织形貌,母材晶粒粗大,有明显的拉长痕迹。图2c和图2d分别为5083/6005A搅拌摩擦焊接头热机影响区组织形貌,晶粒取向与轧制方向成一定角度,在焊接过程中同时受到焊接热循环和搅拌针的机械搅拌作用,晶粒发生了弯曲和拉长,并发生回复。但由于热机影响区距离搅拌针较远,受到的搅拌针搅拌作用远小于焊核区组织的,且温度低,没有发生再结晶。因为前进侧受到的机械搅拌作用力大于后退侧,塑性变形较大而且流动性也相对较好,所以前进侧热机影响区晶粒变形大于后退侧热机影响区[13]。图2e、图2f分别为5083/6005A接头焊核区的低倍和高倍组织,晶粒细小、等轴、无方向性并且分布均匀,并且焊核区的两种金属呈现河流状与漩涡状花样。焊接过程中,搅拌针不仅旋转产热,使母材达到塑性状态,而且沿焊接方向有相对运动,使焊缝金属产生塑性流动,并随搅拌头的旋转而流动,在搅拌头的驱动下从焊缝的一侧移到另一侧,并且在焊接热循环作用下发生动态再结晶。由于焊核区是受搅拌针机械作用最大的区域,发生再结晶的晶粒来不及长大就在搅拌针的作用下发生破碎,形成等轴、细小的晶粒。
2.3 焊接接头XRD分析
针对表2中6#接头焊核区交界处进行XRD分析,其结果如图3所示,界面主要元素为Al,含有少量的Mg元素及Mg2Si强化相,无明显脆性金属间化合物生成。搅拌摩擦焊是固相焊接,热输入量较低,焊接过程中金属未达到熔点,从而避免了冶金反应,减少了金属间化合物的生成。脆性金属间化合物是导致接头性能降低的不利因素,阻碍铝镁界面的结合,而且中间化合物层的厚度会降低焊缝物理性能,所以异种金属的搅拌摩擦焊接需要注意控制金属间化合物的生成。

图3 接头交界处X射线衍射图Fig.3 X-ray diffraction pattern of joint junction
2.4 偏移量对接头硬度分布的影响分析
针对表2中1#、2#和3# 三组不同偏移量的试样进行硬度分析,硬度分布曲线如图4所示。焊接接头的热影响区硬度值较低,最低值出现在6005A侧热影响区,主要是因为热影响区位错密度的减少和晶粒尺寸的增加而变成了薄弱环节,导致硬度值降低。焊核区的硬度值稍高的原因是该部分材料在搅拌头的强烈作用下,产生较大的塑性变形,组织发生动态再结晶,形成等轴晶粒;热机影响区受到搅拌头和热循环的双重作用,发生塑性变形和再结晶,促进二相粒子的聚集长大,导致硬度值低于焊核区硬度[14]。随着偏移量的增加,由于6005A系铝合金在焊接接头占比增多,二相粒子增长,使得焊核区和后退侧热机影响区硬度值降低。

图4 不同偏移量下焊接接头硬度分布曲线Fig.4 Hardness distribution curve of welding joint under different offsets
2.5 工艺参数对拉伸性能的影响
不同焊接参数下的焊接接头力学性能如图5所示。当保持其他参数不变、搅拌头轴肩直径的增大时,搅拌头与工件摩擦接触面积增大,焊接热输入量增加,促进了焊缝区塑性金属流动,导致其抗拉强度增大,但是过大的轴肩直径使焊接接头发生软化,降低了抗拉强度,所以其抗拉强度随着轴肩直径的增大呈现先增大后减小的趋势。但是搅拌针直径的增加,又使得热影响区增大发生了晶粒细化,从而使得屈服强度降低,延伸率增加。随着搅拌针偏移量的增加,其抗拉强度、屈服强度、延伸率均逐渐减小,主要是其改变了异种铝合金的对接位置,降低了其流动性,最终影响接头组织,使力学性能降低。当焊接速度为600 mm/min、轴肩直径为12 mm、偏移量为0 mm时接头性能最好,抗拉强度为245 MPa,为6005A母材的86%,屈服强度为165 MPa,为6005A母材的67%,延伸率为5.67%,为6005A母材的40.5%。

图5 不同焊接参数下的力学性能Fig.5 Mechanical properties under different welding parameters
3 结论
(1)针对5083/6005A异种铝合金进行搅拌摩擦焊对接焊,接头表面成形良好;焊缝中间出现明显的分界线,焊核区材料由前进侧向后退侧流动,焊缝中间出现明显的分界线,由于轴肩与工件之间的摩擦,使得后退侧5083铝合金流动条纹延伸到了前进侧;由搅拌针的旋转挤压控制,造成底部主要由6005A铝合金组成。
(2)焊核区两种金属呈现河流状与漩涡状花样,发生动态再结晶形成细小的等轴晶组织。热影响区组织仅受到热循环的作用,晶粒略有粗大。前进侧受到的机械搅拌作用力大于后退侧,塑性变形较大而且流动性也相对较好,所以前进侧热机影响区晶粒变形大于后退侧热机影响区。接头交界处含有少量的Mg元素及Mg2Si强化相,无明显脆性金属间化合物生成。
(3)随着偏移量的增加,6005A系铝合金在焊接接头占比增加,二相粒子增长,使得焊核区和后退侧热机影响区硬度值降低,最低值出现在6005A侧热影响区为58 HV,其抗拉强度、屈服强度、延伸率均逐渐减小,当焊接速度为600 mm/min、轴肩直径为12 mm、偏移量为0 mm时接头性能最好;抗拉强度为245 MPa,屈服强度165 MPa,延伸率5.67%。
猜你喜欢
焊接学报(2023年6期)2023-07-21 12:59:34
中学生数理化·中考版(2022年9期)2022-10-25 03:48:52
中国典型病例大全(2022年12期)2022-05-13 13:56:44
中学生数理化·中考版(2021年9期)2021-11-20 06:17:36
中南大学学报(自然科学版)(2018年11期)2018-12-07 03:11:10
中学生数理化·中考版(2018年9期)2018-11-09 01:18:14
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
