搅拌摩擦热力耦合条件下Q&P980 钢焊核区组织演变规律
2023-07-21 12:59:34武晓燕蔺宏涛王怡嵩江海涛
焊接学报 2023年6期
武晓燕,蔺宏涛,王怡嵩,3,江海涛
(1.北京科技大学 高效轧制与智能制造国家工程研究中心,北京,100083;2.湖南华菱涟源钢铁有限公司,娄底,417000;3.北京赛福斯特技术有限公司,北京,101107)
0 序言
汽车轻量化的快速发展,促进了先进高强度钢在汽车中的应用.高强度钢配以合适的加工工艺与结构,才能实现有意义的轻量化.以焊接代替常规的机械连接工艺,可以消除机械连接引起的连接部位结构被动性,实现结构件的整体化制造,提高整体性能[1].
Q&P(quenching and partitioning)钢是一种新型的高强度、高塑性的马氏体钢,Q&P 钢因其优异的综合性能(抗拉强度800~ 1 500 MPa,断后伸长率15%~ 40%)推动了该合金体系在汽车上的应用[2].高强度的Q&P980 钢是Q&P 钢的典型代表,Q&P980 钢的微观组织由高密度位错的马氏体(M)、铁素体(F)及亚稳残余奥氏体(RA)组成.Q&P980 钢的组织特点决定其在焊接热循环下极易发生组织转变,给焊接带来困难[3].而采用搅拌摩擦焊技术焊接钢铁材料在焊接性能、焊接稳定性以及成本上都具有一定的优势[4].
搅拌摩擦焊(FSW)作为一种新型的固相连接技术,与常规熔化焊相比,其焊接温度低,可通过控制焊接热输入量改变接头的组织和性能[5-7].随着钨铼合金、多晶立方氮化硼等搅拌头工具的开发,搅拌摩擦焊技术在钢铁焊接结构件上的应用也越来越多[8].
Meshram 等人[9]对比了搅拌摩擦焊和熔焊马氏体钢的组织和性能,发现FSW 能有效抑制熔焊合金元素的偏析问题,FSW 接头表现出较高的抗应力腐蚀开裂能力.Miles 等人[10]对比研究了焊接工艺参数对DP590 钢和TRIP590 钢接头组织和性能的影响,FSW 焊接件均从母材处断裂.Sato 等人[11]发现高碳钢焊接接头焊核区组织由铁素体/渗碳体转变为马氏体,焊核区的硬度也上升到800 HV.Cui 等人[12]焊接高碳钢发现焊接峰值温度可控制在Ac1线以下,焊后通过控制冷却速率还可以避免焊核区发生马氏体相变,促使焊核区生成铁素体组织,提高接头的韧性.Khodir 等人[13]调节焊接参数使SK4 高碳钢的焊核区峰值温度低于Ac1点,获得与母材相同的组织.Nelson 等人[14]研究发现,HSLA-65 钢FSW 接头组织演变主要由冷却速率控制,当冷却速率小于20 ℃/s 时,可以限制细小的板条状铁素体的产生,改善接头韧性.由此可见,控制搅拌摩擦焊接温度和冷却速率可以制备性能优异的焊接接头,其调控接头组织和性能的能力明显优于传统熔化焊技术.
优化焊核区组织和性能是制备高强度焊接接头的重要一环.目前关于高强度薄规格Q&P980 钢板的搅拌摩擦焊的研究较少,缺乏Q&P980 钢焊接接头工艺参数和微观组织间相互关系及组织演化规律的系统研究,而且搅拌摩擦焊作为一种复杂的热力耦合焊接过程[15],在变形和温度耦合作用下组织演变的规律并不清晰.因此,为解决Q&P980 钢所面临的焊接问题,文中采用搅拌摩擦焊接技术开展Q&P980 钢焊接试验,研究在搅拌摩擦热力耦合复杂作用下焊接接头组织演变规律.
1 试验方法
试验所用材料为宝山钢铁股份有限公司生产的汽车用先进高强度钢Q&P980,其力学性能为抗拉强度1 084 MPa,屈服强度710 MPa,断后伸长率22%,主要化学成分见表1.搅拌摩擦焊接试样尺寸规格为150 mm×100 mm×1.2 mm,焊接试验在FSW-LM2-1020 型搅拌摩擦焊接设备上进行,焊接过程示意图见图1.焊接搅拌头采用钨铼合金(WRe25)制造,轴肩形状为内凹型,搅拌针为圆锥形,具体如图1b 所示.

图1 焊接过程示意图和搅拌头示意图Fig.1 The schematic presentation of welding process and stir tool.(a) welding process;(b) stir tool

表1 Q&P980 钢的主要化学成分(质量分数,%)Table 1 The composition of Q&P980 steel
焊接试验完成后,首先采用Olympus OLS4100激光共聚焦显微镜分析接头焊缝的弧纹特征.为了深入分析焊接接头微观组织特征,焊缝位置取样示意图见图2.

图2 取样示意图(mm)Fig.2 The schematic presentation of samples
利用Olympus OLS4100 激光共聚焦显微镜分析金相组织,金相试样经镶嵌、机械研磨、抛光后采用4%硝酸酒精溶液腐蚀.机械抛光试样经4%硝酸酒精溶液深腐蚀后,利用Quanta 450FEG场发射扫描电子显微镜(SEM)观察微观组织.EBSD 测试用试样需进行电解抛光,抛光液为体积分数10%的高氯酸+酒精溶液,电压为15 V,时间约20~ 30 s,最后在丙酮中超声振动清洗5 min.采用Quanta 450FEG SEM 上配备的EBSD组件开展电子背散射衍射测试.采用Bruker D8 X 射线衍射仪检测物相,XRD 检测靶材为Cu 靶,电压40 kV,电流40 mA,步长为0.02°,扫描速度1°/min,扫描范围47°~ 94°,并通过Jade6.0 软件分析物相变化.
2 试验结果分析
2.1 Q&P980 钢搅拌摩擦焊接接头宏观形貌分析
图3 为采用搅拌摩擦焊接设备焊接Q&P980钢的宏观形貌.在研究条件所选择的焊接工艺参数范围内(旋转速度200~ 600 r/min,焊接速度50~400 mm/min,下压量0.2 mm),焊接板材可以完全焊透,且Q&P980 钢搅拌摩擦焊接接头表面形貌质量良好.由接头纵截面的金相组织可知,Q&P980钢搅拌摩擦焊接接头横截面宏观形貌呈现典型的“碗状”.弧纹是搅拌摩擦焊接接头重要的特征形貌,由图4 中弧纹宽度和凹凸度测量结果可以看出,弧纹呈等腰三角形状,弧纹间距基本一致,也说明研究中选择的焊接工艺稳定,焊接接头的焊合状态较好.

图3 Q&P980 钢搅拌摩擦焊接接头宏观形貌Fig.3 The macro morphology of FSWed Q&P980 steel joints

图4 焊接接头弧纹特征Fig.4 Arc pattern characteristics of welded joints
2.2 旋转速度对焊核区微观组织的影响
当搅拌摩擦焊焊接速度为100 mm/min 时,不同旋转速度下Q&P980 钢接头焊核区微观组织特征如图5 和图6 所示.其中图5 为FSW 接头焊核区相组成扫描形貌图.当旋转速度为200 r/min 时,焊核区组织以马氏体与铁素体组织为主(图5b),但是与母材(图5a)相比,铁素体含量减少.当旋转速度为300 r/min 时,焊核区铁素体含量进一步减少(图5c).当旋转速度提高到400 r/min 时,焊核区的微观组织全部为马氏体(图5d).当旋转速度为600 r/min 时,焊核区为马氏体和少量贝氏体的混合组织(图5d).
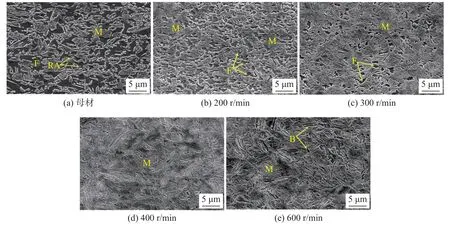
图5 不同旋转速度下Q&P980 钢FSW 接头焊核区中心的微观组织Fig.5 The microstructures of Q&P980 steel and weld nugget under different rotation speed.(a) BM;(b) 200 r/min;(c)300 r/min;(d) 400 r/min;(e) 600 r/min

图6 不同旋转速度下Q&P980 钢FSW 接头焊核区微观组织的IPF 图Fig.6 The IPF images of nugget zone of FSWed Q&P980 steel joints under different rotation speed.(a) BM;(b) 200 r/min;(c) 300 r/min;(d) 400 r/min;(e) 600 r/min
图6 和图7 为不同旋转速度下Q&P980 钢FSW 接头焊核区微观组织的IPF 图及KAM 图.由IPF 图可知,与母材相比焊核区的晶粒明显细化.旋转速度为200 r/min 时,焊核区晶粒最细小(约为4 μm),旋转速度的增加导致焊核区的晶粒尺寸增大至约20 μm.由Q&P980 钢FSW 接头焊核区的KAM 图可以看出,旋转速度为200 r/min 时,焊核区KAM 值最小,表明该条件下位错密度较低.随着旋转速度的提高,高KAM 值的比例逐渐增加,且高KAM 值不仅在晶界处存在,在马氏体晶内也呈均匀分布.由此可见,旋转速度会影响接头组织演变,这与Barnes 等人[16]在高旋转速度下的研究结果相似.
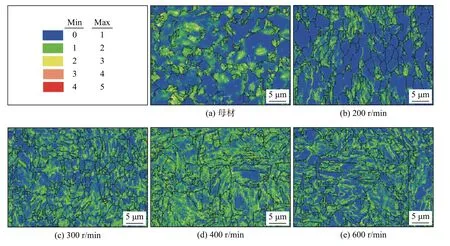
图7 不同旋转速度下Q&P980 钢FSW 接头焊核区微观组织的KAM 图Fig.7 The KAM images of nugget zone of FSWed Q&P980 steel joints under different rotation speed.(a) BM;(b) 200 r/min;(c) 300 r/min;(d) 400 r/min;(e) 600 r/min
Q&P980 钢的基体组织为马氏体、铁素体和残余奥氏体.由于母材中残余奥氏体含量较少(体积分数约为8.4%),SEM 和EBSD 很难对其进行精准测量.图8 为不同旋转速度下焊核区的X 射线衍射图谱.相比于母材,焊核区一直存在少量残余奥氏体.随着旋转速度的增大,代表FCC 相的(220)和(311)面衍射峰逐渐消失,说明焊核区残余奥氏体的含量随着旋转速度的提高呈减少趋势的.

图8 不同旋转速度下焊核区的X 射线衍射图谱Fig.8 XRD of weld nugget at different rotation speed
2.3 焊接速度对焊核区微观组织的影响
不同焊接速度下(旋转速度为400 r/min)Q&P980 钢FSW 接头焊核区微观组织见图9.焊接速度为50 mm/min 时,焊核区为马氏体和铁素体的混合组织(图9a),焊接速度100 mm/min 时焊核区组织全部转变为马氏体(图9b).焊接速度为200 mm/min~ 400 mm/min 时(图9c~ 9e),焊核区组织为马氏体组织.

图9 不同焊接速度下接头焊核区中心的微观组织Fig.9 The microstructures of weld nugget of Q&P980 steel under different welding speed.(a) 50 mm/min;(b) 100 mm/min;(c) 200 mm/min;(d) 300 mm/min;(e) 400 mm/min
图10 和图11 为不同焊接速度下Q&P980 钢FSW 接头焊核区微观组织的IPF 图和KAM 图.结合SEM 组织,焊接速度50 mm/min 时的晶粒组织较粗大,平均晶粒尺寸约为10 μm.随着焊接速度的提高,晶粒尺寸逐渐减小,平均晶粒尺寸保持在2~ 5 μm 范围内.由不同焊接速度下Q&P980 钢FSW 接头焊核区微观组织的KAM 图可以看出,焊接速度50 mm/min 时,焊核区的KAM 值低于其他参数的KAM 值.相对于晶粒内部,晶界处具有较高的KAM 值.而100 mm/min、200 mm/min 和400 mm/min 的焊接速度下,焊核区的KAM 分布较均匀,说明这些参数下焊核区马氏体晶内的位错密度趋于均匀稳定.
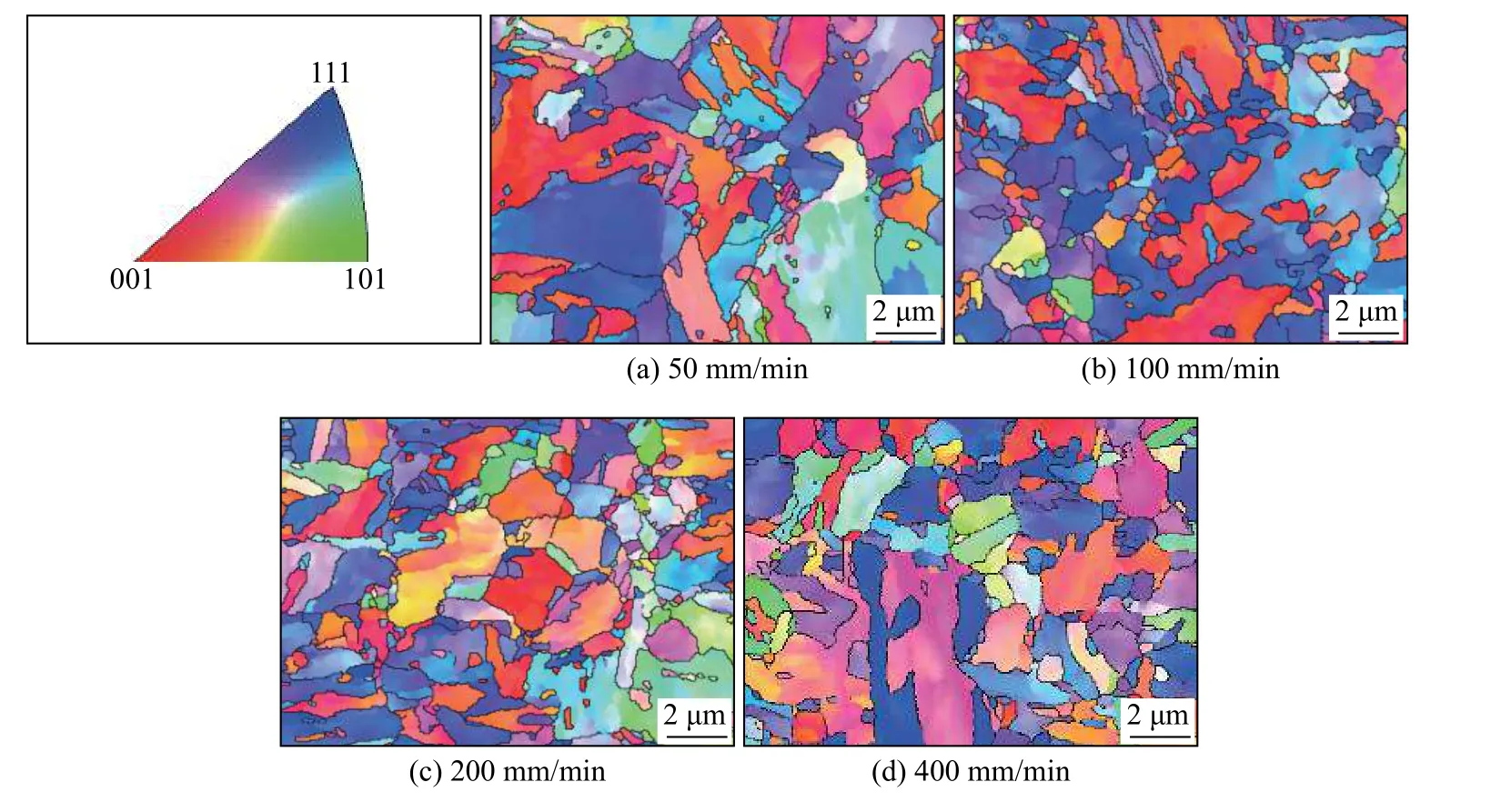
图10 不同焊接速度下Q&P980 钢FSW 接头焊核区微观组织的IPF 图Fig.10 The IPF of weld nugget of Q&P980 steel under different rotation speed.(a) 50 mm/min;(b) 100 mm/min;(c)200 mm/min;(d) 400 mm/min

图11 不同焊接速度下Q&P980 钢FSW 接头焊核区微观组织的KAM 图Fig.11 The KAM of weld nugget of Q&P980 steel under different rotation speed.(a) 50 mm/min;(b) 100 mm/min;(c)200 mm/min;(d) 400 mm/min
图12 为不同焊接速度下焊核区的X 射线衍射图谱,可以看出不同焊接速度下焊核区仍存在少量残余奥氏体.随着焊接速度的增快,XRD 图谱中代表FCC 相的(200)、(220)和(311)面的衍射峰呈减小的趋势,说明残余奥氏体含量随着焊接速度的增快而减小.

图12 不同焊接速度下焊核区的X 射线衍射图谱Fig.12 The XRD of weld nugget at different rotation speed
3 讨论分析
搅拌摩擦焊属于剧烈塑性变形热力耦合过程,焊核区组织除了受热循环影响外,也受到的剧烈塑性变形作用[17-18].因此,焊接过程中峰值温度、冷却速率和变形共同决定了焊核区的微观组织.焊核区的峰值温度由搅拌头的旋转速度控制,加热速率和冷却速率主要由搅拌头的焊接速度控制[19].当Q&P980 钢搅拌摩擦焊接接头焊核区材料被加热到Ac3以上,焊核区组织会发生奥氏体转变.焊核区在高温停留时间越长,奥氏体转化越充分.当以大于临界冷却速率冷却到Ms 点以下时,焊核区的组织会在冷却过程中转化为马氏体组织.当奥氏体在Ac3温度以上发生剧烈塑性变形时,由于奥氏体基体内及边界处的形核点急剧增加,会升高奥氏体向铁素体转化的温度[20],发生形变诱导铁素体相变(DIFT)效应.而当塑性变形温度明显高于Ac3时,由于奥氏体晶粒明显粗化,铁素体的形核温度迅速降低,DIFT 现象也会消失.
根据热输入Q 计算公式[21]和峰值温度计算公式[22],即
式中:Q为单位长度的热输入,J/mm;η为热输入功率,μ为摩擦系数;P为轴向力,N;R为轴肩半径,mm;ω为旋转速度,v为焊接速度;K、α 为材料固有常数;Tp为焊接峰值温度,℃;Tm为材料的熔点,℃.
由式(1)和式(2)可知,加快旋转速度,焊接过程热输入量越多,焊缝的峰值温度越高.增大焊接速度,单位体积材料的热输入量降低,且轴肩的快速移动提高热扩散速率,因此冷却速度增大[23].
当焊接速度为100 mm/min 时,随着旋转速度增大(200~ 600 r/min),焊核区组织呈马氏体/铁素体/残余奥氏体→马氏体→马氏体/贝氏体的演变规律,晶粒尺寸不断长大,位错密度逐渐升高.当旋转速度为200~ 300 r/min 时,焊接热输入相对较小,发生部分铁素体向马氏体的转变,此时焊核区由细小的马氏体和铁素体组成;铁素体位错密度低,该条件下焊核区组织以低密度位错的细小晶粒为主.当旋转速度增大至400 r/min 时,摩擦产生的热量使得焊核区峰值温度达到了Ac3以上,接头组织发生了完全奥氏体化,焊后温度快速冷却至Ms 点以下,促使焊核区的组织全部转变为马氏体.当旋转速度增大至600 r/min 时,焊接高温区停留时间变长,焊后冷却速率降低,焊核区组织在冷却过程中在较高温度下生成少量贝氏体组织,因此组织为马氏体和贝氏体.由于马氏体的亚结构主要是由高密度缠结的位错组成[24],因此旋转速度增大,位错密度增加,且马氏体内存在大量的板条,板条边界处高密度的位错造成高KAM 值,因此焊核区晶界处和晶粒内部均存较多的位错.晶粒尺寸随着旋转速度增加,焊后高温停留时间增长,导致晶粒尺寸发生长大、粗化的现象.
当旋转速度控制在400 r/min,焊接速度从50 mm/min 增大到600 mm/min 时,焊核区组织演变规律为马氏体/铁素体/残余奥氏体→马氏体.焊接速度从100 mm/min 增大到600 mm/min 时,焊核区微观组织全部为马氏体组织.这说明400 r/min的旋转速度下,摩擦产生的热量使焊接接头的温度达到Ac3以上,焊核区组织发生完全奥氏体化,在较快的冷却速度较快(大于临界冷却速度),此时组织全部转变为马氏体.与此不同的是,当焊接速度为50 mm/min 时,焊后组织为马氏体和铁素体.由式(1)和式(2)可知,与其他焊接参数相比,焊接速度50 mm/min 条件下峰值温度最高,在高温下组织发生完全奥氏体化.在50 mm/min 较慢的焊接速度下,焊接峰值温度高且经历了剧烈的塑性变形,在较高的应变速率下焊核区发生了DIFT 现象[25].焊接速度越慢,焊后冷却速率越低,高温停留时间长,各种因素共同导致焊核区不仅有尺寸较大的马氏体,还有铁素体生成.同时,焊核区长时间停留在高温下,原奥氏体晶粒粗化明显,加之较低的冷却速率,导致焊后组织粗大.焊接速度增大到100~600 mm/min 时,焊核区DIFT 现象消失,同时峰值温度降低,奥氏体晶粒长大倾向减小;冷却速率提高,过冷度增大,增加了马氏体的形核率,进一步促进了马氏体的转变,形核率的提高也促进了马氏体板条的细化,因而焊核区的晶粒尺寸随焊接速度的提高而减小.
4 结论
(1)当焊接速度一定,焊接接头旋转速度为200 r/min 时,焊核区组织仍为马氏体和铁素体,但晶粒尺寸相比母材明显细化,而且铁素体含量减少;旋转速度300 r/min 时,焊核区铁素体含量进一步减少;当旋转速度为400 r/min 时,焊核区组织已全部转变为马氏体,旋转速度600 r/min 时,焊核区组织为马氏体和少量贝氏体的混合组织.
(2)当焊接接头旋转速度一定,焊接速度为50 mm/min 时,焊核区组织为马氏体和铁素体的混合组织,晶粒组织较为粗大;当焊接速度为100 mm/min 时,焊核区组织已全部转变为马氏体,且随着焊接速度的提高,焊核区的组织变化不明显,全部为马氏体组织,且马氏体组织得到细化,晶粒尺寸减小.
(3)在FSW 过程中工艺参数对焊核区的微观组织转变有着复杂的作用.其中,峰值温度很大程度上取决于旋转速度,而焊接速度的增加会显著提高焊后的冷却速率,焊核区组织在剧烈塑性变形和高温的共同作用,因此焊核区的组织演化受其经历的塑性变形、峰值温度和焊后冷却速率的共同控制.
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:54
焊接学报(2022年6期)2022-07-13 07:32:10
中国典型病例大全(2022年12期)2022-05-13 13:56:44
山东冶金(2022年1期)2022-04-19 13:40:20
装备制造技术(2020年1期)2020-12-25 05:18:00
中南大学学报(自然科学版)(2018年11期)2018-12-07 03:11:10
四川冶金(2018年1期)2018-09-25 02:39:24
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
上海金属(2014年5期)2014-12-20 07:58:43