3DP 打印机清砂装置研究
2023-12-09 08:01刘志超王俊杰任东东王永恩
中国铸造装备与技术 2023年6期
白 雪,刘志超,王俊杰,任东东,王永恩
(共享智能装备有限公司,宁夏 银川 750021)
0 引言
3D 打印是一种通过逐层添加材料获得三维制件的增材制造技术。通常所见的3D 打印材料有丝状、粉末状的砂子、陶瓷、金属、塑料等。在3D 打印的诸多材料中,粉末状材料尤其是金属粉末、砂子、陶瓷粉末材料应用最为广泛。
目前3D 打印成型方法主要有激光烧结成型、紫外光固化成型、化学反应成型等。成型后,工作箱内产品的周围会有大量散砂需要清理,目前常用的清砂方法是将工作箱举升后,部分散砂自然掉落至砂斗内,砂斗中的砂子落满后,人工手动用吸尘器将砂斗内砂子清理干净,这种方法消耗人工且费时,只适用于成型尺寸小的机型。当成型尺寸变大时,人工手动用吸尘器吸砂的工作量变得巨大。本清砂装置通过自动传送装置(皮带输送装置、管链输送装置、螺旋输送装置)及举升结构等机械结构组合及逻辑组合,实现砂箱中浮砂的自动清理及旧砂的自动回收,可有效提升产品清砂效率,保证过程质量稳定、降低产品制造成本。
1 清砂装置技术方案
1.1 自动传送装置组成
一种清砂装置,通过自动传送装置(皮带输送装置、管链输送装置、螺旋输送装置)及举升结构等机械结构组合及逻辑组合,实现砂箱中浮砂的清理及旧砂的自动回收。
自动传送装置中的皮带输送装置如图1 所示,主要由两端的驱动轮及套在上面的闭合输送带组成。带动输送带转动的称为主动轮;另一个改变输送带运动方向的称为从动轮。主动轮由电机驱动,输送带依靠主动轮与输送带之间的摩擦力拖动。主动轮一般都装在卸料端,以增大牵引力,有利于拖动[1]。砂子由从动轮端喂入,落在转动的输送带上,依靠输送带带动砂子在卸料端卸出。输送带根据摩擦传动原理而运动,具有输送量大、输送距离长、输送平稳,砂子与输送带没有相对运动,噪声较小,结构简单、维修方便等优点。

图1 皮带输送装置示意图
自动传送装置中的管链输送装置如图2 所示,在密闭管道内,用链片做传动部件带动砂子沿管道运动。当水平输送时,砂子颗粒受到链片沿运动方向的推力。当砂子间的内摩擦力大于砂子与管壁的外摩擦力时,砂子就随链片向前运动,形成稳定的输送流。当垂直输送时,管内砂子受链片向上推力,因为下部给砂子阻止上部砂子下滑,产生了横向侧压力,所以增强了砂子的内摩擦力,当砂子间的内摩擦力大于砂子与管内壁外摩擦力及砂子自重时,砂子就随链片向上输送,形成连续输送流。管链输送装置易于实现集中控制,结构紧凑,占用空间小,全封闭状态,无粉尘泄露。

图2 管链输送装置示意图
自动传送装置中的螺旋输送装置如图3 所示,螺旋输送装置一般由输送槽体、进料口、卸料口、螺旋轴和驱动装置组成,螺旋轴由电机驱动旋转,砂子放入进料口,电机转动,螺旋输送至卸料口,可以用于水平或倾斜输送粉状、粒状和小块物料。其特点是结构简单、横截面尺寸小、密封性好、工作可靠,便于中间装料和卸料,输送方向可逆等。而且在输送过程中还可以对砂子进行搅拌、混合、加热和冷却等。

图3 螺旋输送装置示意图
清砂站中旧砂自动回收输送装置如图4 所示,旧砂回收输送装置可由皮带、管链、螺旋输送方式在水平方向与竖直方向任意组合,水平输送装置可采用皮带输送或者螺旋输送,竖直输送装置可采用管链输送,利用各种输送方式的优势进行组合,得出完全满足使用需求的装置结构。

图4 旧砂回收输送装置示意图
1.2 举升结构组成
清砂站中的举升结构采用三轴或多轴举升[2],如图5 所示,三轴举升机构由三个单轴举升装置(图6)依次排列构成。图6 所示,清砂时,举升机构上升,电机转动,带动丝杆转动并上升,丝杆轴端装有编码器,时时反馈举升位置信息,保证举升时工作箱准停的精度。图5 中单轴举升装置1 中的电机负载为主动轴,单轴举升装置2 和单轴举升装置3 中的电机负载为从动轴,运动参数在主动轴电机的控制变频器中设置,从动轴中不设置参数,从而实现三轴的同步联动举升[3]。当工作箱变大,需要多轴举升时,此控制方式及机械结构同样适用。
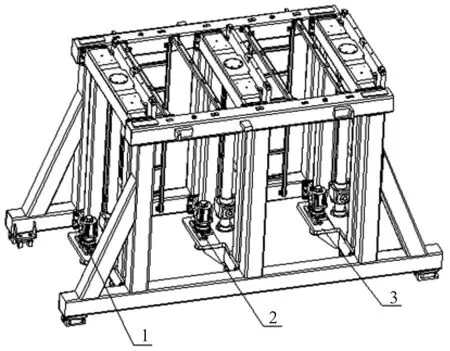
图5 举升装置示意图
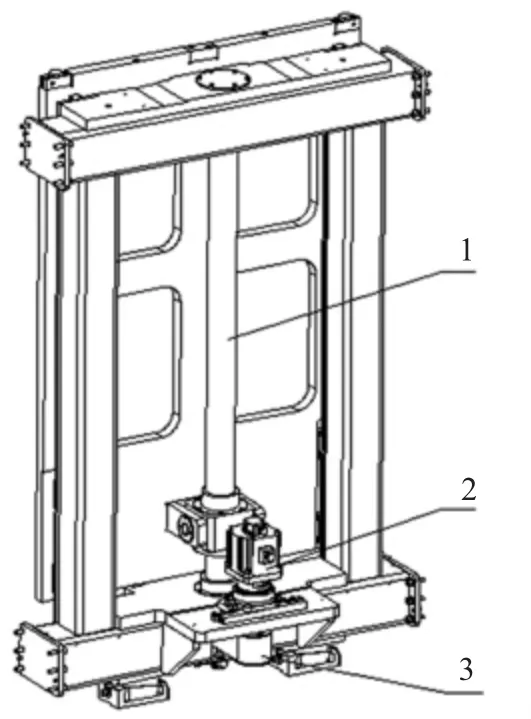
图6 单轴举升装置示意图
1.3 清砂装置结构组成及运行逻辑
该清砂站装置整体示意图如图7、图8。清砂装置的工作流程如下:当工作箱从打印机开出至清砂站准停后,按下举升机构上升按钮,系统控制举升电机1、举升电机2、举升电机3 正转,工作箱底板上升,打印好的砂型周围散砂下落至砂斗1~10 斗。砂斗下方留有敞开方口,砂斗中的砂子沿方口下落至砂斗下方的传送装置1、传送装置2、传送装置3、传送装置4 上,传送装置在各自电机驱动下转动,将传送装置上的砂子传送至斗提装置,斗提装置在电机的驱动下将砂子输送至储砂斗,按此流程循环往复至砂斗1~10 斗的蝶阀,直到砂子落完为止[2]。

图7 清砂站俯视图

图8 清砂站爆炸图
清砂站清砂逻辑如下:
工作箱在清砂站准停后,按下工作箱上升按钮,举升电机1、举升电机2、举升电机3 被驱动,电机正转,工作箱底板上升,打印好的砂型周围散砂下落至砂斗1~10 斗。工作箱停止举升后,系统控制先打开砂斗1、砂斗2、砂斗3、砂斗4、砂斗5、砂斗9 的蝶阀,同时驱动传送装置1、传送装置2 的电机,使传送装置1、传送装置2 开始传送,砂斗中的砂子下落至传送装置1、传送装置2 上,被传送至斗提装置内。系统控制再打开砂斗2、砂斗6、砂斗7、砂斗8、砂斗10 的蝶阀,同时驱动传送装置3、传送装置4 的电机,砂斗中的砂子下落至传送装置3、传送装置4 上,被传送至斗提装置内。砂斗蝶阀打开时,斗提装置的电机被同时驱动,开始输送传动装置上的旧砂,每个砂斗上安装低砂位检测传感器,当砂斗中砂位低至低砂位传感器检测位时,传送装置的电机停止转动。斗提装置的电机同时停止转动,当所有砂斗中低砂位传感器均有信号输入至系统时,砂斗中旧砂下落完毕,旧砂回收流程结束。该清砂装置节省了清砂流程中的时间,降低了清砂过程中的人工成本的损耗,整体降低了设备的制造成本。
3 结论
本文设计的清砂装置解决了人工手动完成旧砂回收耗时耗力、清砂流程慢等问题,有效提升清砂速度、节省人力、降低产品制造成本,为砂型3DP 打印机连续可靠性和高质量打印提供了保障。
猜你喜欢
小天使·三年级语数英综合(2022年6期)2022-06-23
中国铸造装备与技术(2021年4期)2021-08-06
数学小灵通(1-2年级)(2020年9期)2020-10-27
河南畜牧兽医(2020年3期)2020-01-10
当代贵州(2019年41期)2019-12-13
中国新闻周刊(2019年40期)2019-11-11
设备管理与维修(2016年5期)2016-03-16
中国共青团(2015年7期)2015-12-17
橡胶工业(2015年10期)2015-08-01
电视技术(2014年7期)2014-03-11