
3DP 砂型打印机一种铺砂方式的探讨
2021-08-06 10:04:12秦坤杰
中国铸造装备与技术 2021年4期
秦坤杰
(山东冀凯装备制造有限公司,山东潍坊 261100)
砂型3DP 打印机是目前比较先进的设备,几乎可以实现任意形状的砂芯打印。打印机工作时先用铺砂器铺一层砂,然后喷头在砂面上喷出图案,如此反复进行就可以堆叠打印出所需的砂芯。
1 研制目标和问题
开发砂型3DP 打印机,铺砂器是关键点。铺砂器具有两个主要功能,将储存的砂子均匀落到砂面上,然后将落下的砂子刮平。为了实现这两个功能,设计了刮板式铺砂器。实验中发现铺砂器砂子落砂和铺平正常,喷头正常打印,但打印后取出的砂芯变形,出现与铺砂移动方向相同的图形按铺砂厚度平移错位,见图1。

图1 错位砂芯
分析原因如下:铺砂器刮板刮动表层砂子时,砂子之间的摩擦力带动下层砂子一起产生水平位移。砂子颗粒形状会影响砂子的流动性,实验采用圆形砂减小砂子之间的摩擦力[1]。铺砂器包含储砂斗、刮砂板和前挡板,如图2 所示。储砂斗内砂子落下至已完成铺砂层,前挡板与已完成的铺砂层靠安息角自动密封砂子,刮砂板将砂面刮平。铺砂器沿铺砂方向移动,砂子一边下落,一边被刮砂板刮平,每次铺砂在已完成铺砂层上增加一个铺砂单层厚度。刮板至前挡板处密封的砂子相对已完成的铺砂层有相对运动,砂子之间的摩擦力带动下层砂子产生位移,砂子位移大小与相互摩擦的砂子面积成正比,从砂子相互摩擦面向深处逐渐减小。图2 中,A 代表铺砂单层厚度,B 代表前挡板距离已铺砂面高度,C 代表落砂口宽度。
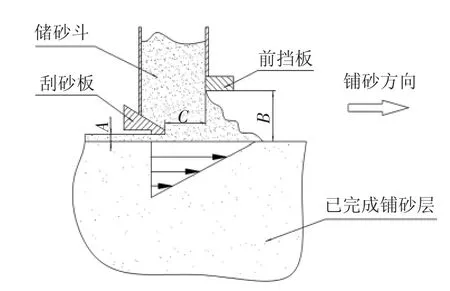
图2 铺砂时下层砂子位移示意图
2 实验过程
为了解决图形变形问题,设计了实验进行验证。实验使用陶粒砂,混入0.5%固化剂搅拌均匀后进行铺砂。
实验1:铺砂层厚0.6mm,落砂口宽度16mm,前挡板距离已完成铺砂面垂直距离10mm。
实验结果见图3,图形变形严重,每层沿铺砂方向推移3~5mm。

图3 图形变形严重的试块
分析:落砂口太宽,刮板前方长期推动砂子量太大,砂子之间摩擦带动下层砂子产生大量位移。
实验2:铺砂层厚0.6mm,落砂口宽度5mm,前挡板距离刮板垂直距离5mm。
实验结果见图4,图样完整但轮廓不清晰,铺砂方向仍然能有微小位移,仔细观察铺砂器移动到终点时有少量砂子掉落,判断是砂子在刮板前方“起堆”,造成表层砂面摩擦力增大,砂子位移传递到下层已经打印的砂面造成图形推移变形。

图4 图形变形轻微的试块
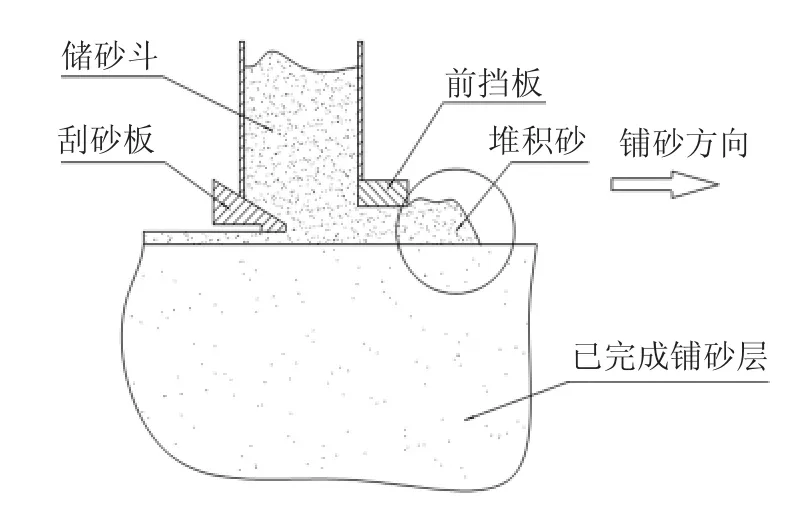
图5 前挡板堆积砂示意图
实验3:铺砂层厚0.6mm,落砂口宽度5mm,前挡板距离已铺砂面高度2mm。
实验结果见图6,打印试块图形完整,轮廓清晰,尺寸合格,经过各项测量评定满足使用要求[2]。

图6 轮廓清晰的试块
3 结论
(1)刮板方式铺砂完全能够实用,满足工业生产。
(2)为了减少打印图形推移变形,应在满足落砂量的同时尽量减小落砂口宽度。前挡板高度稍微高出刮砂板底面即可,太高会因砂子流动性太好在落砂口前方堆积后增加摩擦力,使下层已打印图形的砂子产生位移,产生图形变形。
(3)理论上选用圆度较高的砂子,因层间摩擦力较小,可以提高形状精度。铺砂器结构各部分参数还需根据自身实际情况再调整。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20 02:52:08
小天使·三年级语数英综合(2022年6期)2022-06-23 14:40:20
花火·绘阅读(2022年2期)2022-03-21 19:48:40
河北地质(2021年3期)2021-11-05 08:16:08
河南畜牧兽医(2020年3期)2020-01-10 14:45:01
中国新闻周刊(2019年40期)2019-11-11 06:04:47
中国社会保障(2017年2期)2017-05-10 17:44:15
水科学与工程技术(2016年2期)2016-07-10 10:19:57
科学之友(2015年11期)2015-11-17 15:55:18
汽车维护与修理(2015年1期)2015-02-28 12:15:29
