
锌浸出渣浮选银的高效药剂工业试验研究
2023-11-23 19:18谷卫胜
有色冶金设计与研究 2023年5期
〔摘 要〕主要阐述了某湿法炼锌浮选回收银过程中应用一种新型高效浮选银药剂替代原丁胺黑药的工业对比试验,探讨了该药剂相比黑药的优势点,最经济的用药量,药剂组合尝试及解决了生产中出现的问题,提出了银浮选系统指标的控制方向。在不改动现有工艺基础上银回收率可以提高8.25%,在该冶炼厂搬迁工艺升级后, 进一步跟踪取样试验,银回收率仍取得提高9.87%良好效果。
〔关键词〕银浮选药剂;黑药;氧化银;锌浸出渣
中图分类号:TD952 文献标志码:A文章编号:1004-4345(2023)05-0009-05
Industrial Test Study on Effective Reagent for Silver Flotation in Zinc Leaching Residue
GU Weisheng
(Hunan Zhuye Nonferrous Metals Co., Ltd., Hengyang, Hunan 421500, China)
Abstract This article mainly elaborates on the industrial contrast test of using a new high-efficiency flotation silver reagent to replace the original butylamine black agent in the silver flotation & recovery of a certain zinc hydrometallurgical process, makes a discussion of the advantages of this reagent compared to black agent, the most economical dosage of the reagent, attempts to combine the reagents, and solves the problems that arise in production, and proposes the control direction of silver flotation system indicators. On the basis of not changing the existing process, the silver recovery rate can be increased by 8.25%. After the relocation of the smelter and and process upgrading, further tracking sampling test showed that the silver recovery rate still achieved a good effect of increasing by 9.87%.
Keywords silver flotation reagent; black agent; silver oxide; zinc leaching residue
2012年5月,中南大学向平、刘朗明等研究人员[1]对某厂锌Ⅰ系统浸出矿浆开展了浮选银的小型试验研究,发现原矿具有酸度高、温度高、锌离子浓度高、氧化银含量高、细粒级含量高、银在细粒级中的分布率高等“六高”基本特性[2]。该试验药剂分别采用丁铵黑药和自主研发的XQ102,设备采用自吸式BF型浮选机,处理量为500 t/d。研究表明,用自主研发的XQ102对银矿物的选择性捕收力比丁铵黑药强,在获得精矿品位相当的条件下,XQ102获得的银浮选回收率比丁铵黑药高10%。进一步的工业试验研究表明[1],用“XQA+XQ101+ XQ102”药方取代“丁铵黑药+2号油”组方,在没有渣浆洗降锌、没有改动工艺配置的条件下,银回收率可提高13.4%。
2013年,该厂锌Ⅱ系统浮选银工序改造后投入生产,采用了主动充气式浮选机,但因原料复杂,含银物相不稳定且品位低,尾矿指标不佳。为进一步探索提高该厂锌Ⅱ系统浮选银产量和回收率的方法,该厂又进行了采用“XQ101-4+XQ102”药方取代丁铵黑药的工业试验,并在此基础上提出工艺优化方案。本文拟针对该厂2013年以来对锌Ⅱ系统浮选银工序的两次工业试验及其结果进行研究,以期用较小的投入为企业创造更好的效益。
1 工业试验前锌Ⅱ系统浮选银情况
该厂锌II系统[1]焙烧采用109 m2沸腾炉,锌焙砂进中性浸出,中性浸出投料量约(25±5) t/h。为更好地回收银,该厂将浸滤工段的10#、6#、7#酸性槽改作酸性浸出槽,中性浸出的底流通过酸性浓缩槽浓缩后,再进行银浮选,处理量约为300 t/d。浮选产出银精矿送铅厂回收,浮选后的尾矿浸出渣进入挥发窑处理。
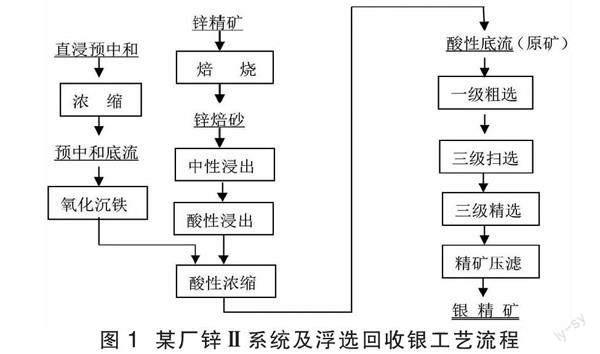
2013年1月,该厂改造完成后重新投入生产,恢复银浮选,工艺配置为一级粗选+三级精选+三级扫选,其工艺流程见图1。
1.1 工艺特点
当时,該厂锌Ⅱ系统及浮选回收银工艺主要有以下两个特点。
1)实施预中和底流独立氧化后送银浮选。直浸预中和采用焙砂作为中和剂,中和后焙砂中的银进入高酸渣和硫渣,其中进入硫渣的银因硫渣无法处理,导致银无法得到有效回收,造成资源浪费。同时,含有粗颗粒的预中和底流经过还原浓密机后,进入了直浸反应器,造成反应器磨损严重。为了降低直浸反应器的磨损并提高银的回收率,该厂对预中和底流进行独立氧化,即通过通氧和加入中和剂使预中和底流氧化沉铁后,再通过浸滤酸性出口溜槽送至酸性浓缩槽,从而保证预中和底流可以进行银浮选。
2)用鼓风式浮选机取代吸气式浮选机。锌Ⅱ系统银浮选改造后,采用了CLF和XCF/KCF浮选机。该浮选机属于充气搅拌式浮选机,既装有机械搅拌装置,起到搅拌矿浆和分布气流的作用,同时又利用外部风机强制吹入空气。与之前Ⅰ、Ⅱ系统银浮选所使用的吸气式浮选机相比,该设备具有以下特点:(1)充气量可根据需要增减,易于调节,且能保持恒定,有利于提高浮选机的处理能力和选别指标;(2)叶轮不起吸气作用,因此转速低,功率消耗少,磨损小,且脆性矿物不易产生泥化现象。
1.2 原矿中银的分布及走向
原矿粒度用200目过筛,筛上物占10.0%~15.0%,有少量沙状颗粒物,银在细粒级中的分布率高,易于浮选选矿。该厂Ⅱ系统产出的酸性浸出渣中银的[5-6]主要成分构成、分布如表1所示。
由表1可见,银主要以硫化银和银的形态存在,两者相加有68.2%,除脉石结合的银和难溶包裹银难浮选外,大部分银是可以回收的。经过几年优化,浮选银回收率一直在63.0%左右,因此还具有较大的提升空间。锌II系统银浮选回收情况见表2。
另外,浮选后的尾矿浸出渣进入挥发窑处理回收渣中的有价金属银。但在这一过程中,有约20%的银进入窑渣,从而也造成了银的损失,对企业的综合回收效益损失很大。
2 锌Ⅱ系统浮选银工业对比试验
2.1 第一阶段工业试验
2015年11—12月期间,该厂分两次进行了华麒XQ101改进型新型药剂XQ101-4和XQ102的生产试验。其中,XQ101-4是活化剂,用于降低尾矿含银,共使用了9 t;XQ102是捕收剂,用于替代黑药,共使用了2 t。
为了探索新药剂最经济的用量及使用比例,验证新型药剂与黑药差异,锌浸出厂采用锌II系统现有银浮选设备及控制要求进行药剂试验:1)试验期间没有搭配高银矿,保持配料基本稳定;2)焙烧球磨机按照每周一次的频率检查加球;3)浮选pH值为3.5~5.0;4)体积质量为1.6~1.7 g/cm3;5)流量为25~35 m3/h;6)鼓风风量为25~30 m3/h;7)风压为0.4~0.5 MPa。各级药剂加入制度基本不变,两种新药剂分别加入各级浮选。此试验分两个月多个阶段进行。
2.1.1 丁胺黑药工业试验
用丁胺黑药进行工业生产测试期间,丁胺黑药的单耗及指标见表3。由表3可见,银浮选回收率达到65.09%。
2.1.2 最低药量及最佳比例工业试验
该厂之前采用的 “XQ101+XQ102” 试验药方,XQ101与XQ102的药剂质量比为5.0∶1,因此本次“XQ101-4+XQ102”药方的XQ101-4与XQ102的药剂比为1.5、3.0、5.0三种,不同药剂的工业试验结果见表4。
由表4可见,XQ102单耗为1.00 g/kg,药剂比例为5.1∶1时,银浮选回收率可达到73.28%,接近理论回收率76.3%,比单用黑药时的银回收率提高8.19%。但当XQ102单耗由1.00 g/kg左右降到0.56 g/kg时,银回收率降幅显著,下降到了58.32%,因此可以判断XQ102的最经济用量为1.0 g/kg, XQ101-4与XQ102的最佳药量比例为5.0∶1。
2.2 第二阶段工业试验
2.2.1 前原矿尾矿含银情况分析
该厂2015—2017年原矿尾矿含银情况统计,见表5。
根据表5数据可以看出,原矿含银量连年下降,2017年达到最低值。虽然尾矿含银也在逐年下降,2017年尾矿中银含量已降到100~110 g/t,再进一步降低尾矿中银含量、提高浮选回收率的难度增大。实践证明,随着原料银品位的下降,即使丁铵黑药的药剂用量不断增加,浮选银的回收率依旧没有提高。
2.2.2 原矿含银主要构成情况
原矿主要来源为锌Ⅱ系统浸出渣,其中最新的银物相分析见表6。
由表6可见,新的银物相构成主要以硫化银和氧化银的形态存在, 两者相加有74.28%,难浮选包裹银占20.98%。黑药对氧化银捕收能力有限,但新型药剂中XQ101-4可以回收大部分氧化银。
2.2.3 试验对比
针对原矿中银物相新的分布情况,2017年1月,该厂进行了第二次工业试验进一步验证新药剂的应用效果。本次试验全部采用常规锌浸出渣。为使试验的生产条件和设备处于基本正常、差别不大的对比条件下,选择使用了2017年1月18日—2017年1月25日和2017年12月26日—2018年1月2日两段时间分别试验进行对比。
1)丁胺黑药生产情况。2017年12月26日—2018年1月2日,共8 d使用黑药进行浸滤,每天3班,每班约使用40 kg,期间没有搭配高银矿,结果见表7。
2)组合药剂生产情况。2017年1月18日—2017年1月25日,共8 天使用“XQ 101-4 + XQ 102”新组合药剂进行浸滤,计划比例为4.8∶1(每班使用XQ 101-4 120 kg、 XQ 102 25 kg),期间没有搭配高银矿,结果见表8。
對比发现,在处理低品位矿时,使用XQ101-4与XQ102”药量比为5.0∶1时,XQ102单耗为1.35 kg/kg时已为最经济用量,再减少回收率将明显下降。生产实际中,该精矿产出率比黑药的降低1.39%,银浮选回收率可以提高8.25%,同时也验证了第一阶段工业试验结果。
3 新银浮选工艺工业对比试验
根据政府对湘江环境保护与治理的要求,以及企业转型、转移、绿色发展的需求,2018年12月,该公司将锌生产系统整体搬迁至湖南有色铜铅锌产业基地,并实现投产。
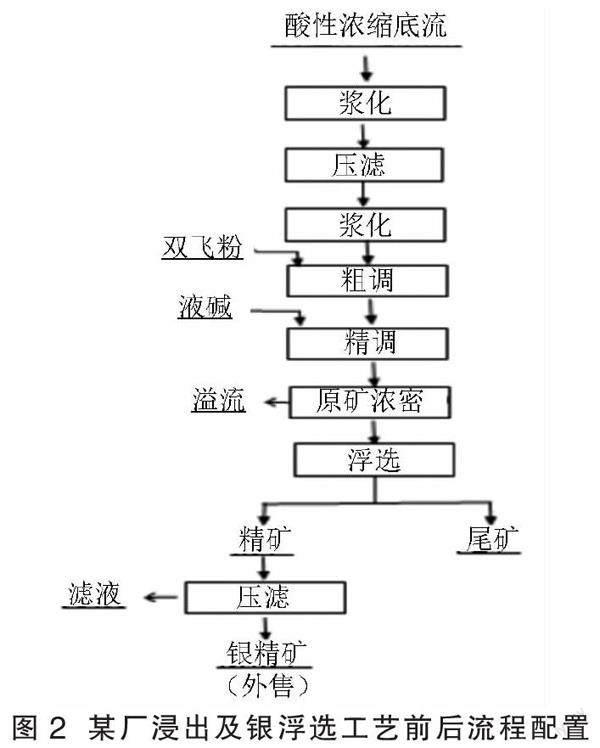
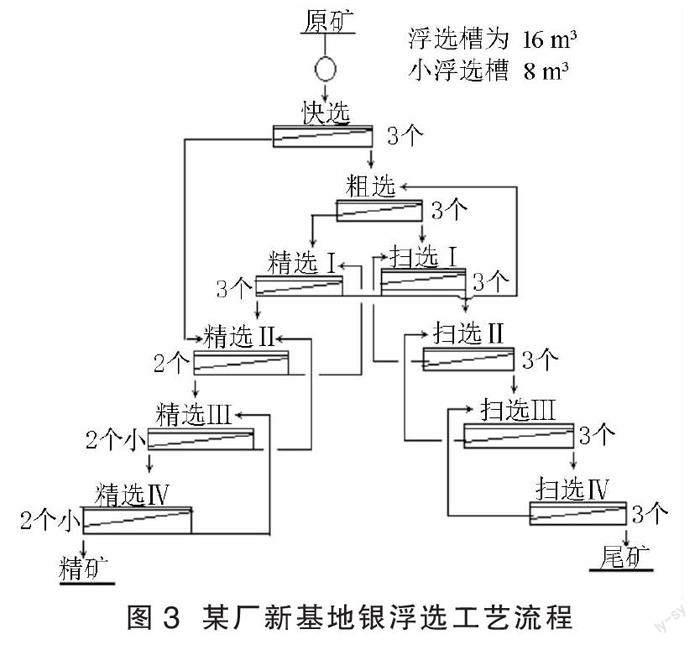
新基地的锌浸出部分采用的是亚热酸浸出工艺[4-6],尾槽酸质量浓度在20 g/L以上,因此在送银浮选前增加了调浆、中和以及浓密工艺,以提高浮选效果。同时,在粗选前增加了快选工序,快选泡沫直接进精选,矿浆则进粗选。新基地银浮选工艺中精选和扫选各配置4次,具体工艺流程见图2、图3。
从图2、图3可以看出,新基地的工艺与原来相比做了较大的改进,但药剂仍然采用的是丁胺黑药。因此,新基地需要重新原矿可浮选性质以及新型药剂的效果展开对调查。
2019年4—5月,该厂采用新基地浮选的原矿锌浸出渣模拟基地工艺重新进行了新药剂与黑药的对比试验。
3.1 试验工艺设计及条件
模拟基地银浮选工艺设计试验工艺流程如图4所示。
试验条件如下:体积质量为(1.5±0.1) g/cm3;pH值为3.0~5.0;粗选温度为50~60 ℃;XQ102捕收剂的吨原矿用量为(100±50)g,XQ 101-4与XQ102的用量比例为5∶1。
3.2 试验过程及结果分析
3.2.1 原矿分析
试验采用2019年4月新基地浮选原矿的矿浆进行基本试验及银物相分析。由于当时新基地投产不久,析出锌的产量达到500~600 t/d。新基地浮选原矿分析结果见表9,锌浸出渣浮选原矿银物相分析结果见表10。
由表9、表10中的数据可知,新基地浮选原矿的银含量不高,约为200 g/t。其中,硫化银比例最大,氧化银比例次之,其他难选银比例达到11.6%,原礦粒度200目以下达到88%,可选性比较好,但矿浆pH值较低,需要模拟进行调浆、加温和中和,将pH值提到4.0以上再进行浮选试验。
3.2.2 试验准备及过程
将活化剂XQ101-4的质量浓度配置成为50 g/L备用,XQ102质量浓度配置成为10 g/L备用。两种新药剂加入比例为wXQ 101-4 ∶ wXQ102=5.0∶1。药剂用量比例及各段试验时间见表11。
粗选后期为自然降温,粗选和扫选采用0.75 L不锈钢浮选机,精选采用0.25 L浮选机,转速和刮板转速不进行调整,保持一致。
3.2.3 新药剂用量对选银的影响
按照以上条件进行新药剂用量闭路影响试验,得到的结果见表12。
由表12分析可见,新药的闭路试验尾矿中的银质量浓度可降到30~50 g/t,全闭路试验银回收率最高到86.88%,平均可达85%以上;在其他条件正常情况下,从指标和成本角度优选,新基地新药使用最经济单耗控制在每吨原矿使用100 g XQ102和500 g XQ101-4。
3.2.4 丁胺黑药选银试验
采用丁胺黑药,按照同样的选银流程进行试验。取现场丁胺黑药,药剂用量和生产工艺参数按照表13的药剂制度添加。使用黑药用量闭路影响试验得到的结果见表14。
由表14分析可见,新基地浮选黑药用量变化对浮选回收率影响较大,用量在200 g/t时,银回收率达到76.03%,平均银回收率为72.89%。
由上述试验可见,在新基地用丁铵黑药浮选与之前锌Ⅰ、Ⅱ系统银回收率相比提高约10%,有较大提升。按生产实际用量对比,用新型药剂比黑药(用量在200 g/t时)还要提高9.87%,提升效果达到了12.98%,效果也很明显。因原料变化因素,具体工业生产时药剂的经济用量还需进一步探索。
在高效捕收剂与黑药相同用量情况下,银回收率分别提高16.15%和10.85%。
4 结论
1)通过多次在某厂锌II系统银浮选组织华麒新型药剂工业对比试验表明,使用鼓风式浮选机,在原料含银品位下降幅度较大情况下,单独处理锌浸出渣时,采用的XQ101-4和XQ102的药量比为5.0∶1时,XQ102单耗为1.35 kg/kg时是最经济用量,该精矿产出率比用黑药的降低1.39%,银浮选回收率达到69.51%,比用黑药可以提高8.25%,各项指标均优于完全用黑药的水平。
2)该厂原矿来源复杂,银品位和构成变化波动较大,可浮选性能不稳定。与黑药相比,新型药剂对回收氧化银更有优势,更应取得有更好的尾矿指标。
3)在该厂新基地锌浸出渣进行银浮选试验表明,采用浆洗、中和工艺处理后的原矿采用华麒新组合药剂,在两种新药剂XQ101-4与XQ102的最佳比例为 5.0∶1,XQ102最经济用量为每吨原矿使用100 g,在比重1.60 g/cm3、pH值为4.5~5.0以及粗选温度50~60 ℃的情况下,银回收率可以达到85.9%。按生产实际用量对比,银回收率比黑药(用量在200 g/t时)提高9.87%,具有良好推广应用价值和前景。试验证明,在该厂新基地采用华麒新药比使用丁铵黑药浮选以及之前的锌Ⅰ、Ⅱ系统相比,银回收率提高了近10%。
参考文献
[1] 向平, 刘朗明, 周玉琳,等.高锌离子浓度条件下提高锌浸出渣银浮选回收率的试验研究[C]//北京:首届铅锌渣综合利用技术交流会,2013:106-117.
[2] 梅光贵,王德润, 周敬元, 等.湿法炼锌学[M].长沙:中南大学出版社,2001.
[3] 何名飞, 简胜, 张晶.锌浸出渣中银矿物关键选冶技术研究[J].云南冶金,2016, 45(4): 21-24.
[4] 肖元华.锌离子对湿法炼锌渣中浮选回收银的影响[D].赣州:江西理工大学,2012.
[5] 程永彪, 文书明, 吴文丽.浸出渣银浮选工艺试验研究[J].云南冶金,2010, 39(5):12-21.
[6] 黄万抚,胡雪飞,吴浩,等. 冶—选联合自湿法炼锌工艺中浮选回收银研究[C]//中国工程院,中国金属学会.第八届全国选矿专业学术年会暨矿产资源绿色高效开发利用高峰论坛论文集.武汉:中国金属学会, 2016:79-82.
收稿日期:2023-02-01
基金项目:国家自然科学基金项目(61860206014)
作者简介:谷卫胜(1972—),男,高级工程师,主要从事锌冶炼浸出渣资源化利用的研究工作。
