
大型磨机监造实践
2023-11-23 16:51田军涛
有色冶金设计与研究 2023年5期
关键词:质量控制


〔摘 要〕以西部某大型有色矿山总承包项目大型磨机监造为例,分别从前期策划和监造实施两个阶段详述了监造过程的实践要点。针对磨机制造精度要求高、部件吨位大等特点,分析了大型磨机监造工作的难点,并对磨机关键部件及工序的检验要点及验收标准进行了详细分析,总结了大规格磨机在制造阶段的监造工作经验和心得。
〔关键词〕设备监造;大型磨机;质量控制
中图分类号:TD453;F626.112 文献标志码:A文章编号:1004-4345(2023)05-0047-04
Practice of Manufacturing Supervision for Large Mill
TIAN Juntao
(China Nerin Engineering Co., Ltd., Nanchang, Jiangxi 330038, China)
Abstract Taking the large-scale mill manufacturing supervision of a large-scale non-ferrous mine general contract project in the western region as an example, this paper elaborated on the practical key points of the manufacturing supervision from two stages: early planning and supervision implementation. In view of high manufacturing accuracy requirement and large component tonnage of mills, the difficulties in the supervision of large mill were analyzed, and the inspection points and acceptance standards for key components and procedures of mills were analyzed in detail. In addition, the paper summarized the experience and insights of supervision operation in the manufacturing stage of large mill.
Keywords equipment manufacturing supervision; large mill; quality control
1 設备监造概述
设备监造是指监造单位按照设备供货合同的要求,坚持客观公正、诚信科学的原则,对工程项目所需设备在设计、采购、制造、安装、调试、检修、再制造等过程及其结果进行见证、检验、审核、控制等监督管理活动。设备监造可以有效提升重要设备的过程质量,促使设备质量和制造进度可控,降低相关风险。
有色行业矿山总投资大,工艺流程复杂,涉及的设备种类多,规格型号大且受限于设备质量及尺寸等条件,大型装备只能在现场组装。因此,保证各类设备质量,并按期交付是总承包项目按计划投产的重要保障。一旦关键设备出现交货滞后或质量问题,便会给项目建设产生非常大的损失。基于此,业主方或采购方对大型工业设备实施监造是一种合理的管理保障。监造管理主要优势在于能够使生产方、客户方在产品的生产过程(有时也包括设计过程)各个阶段对潜在的风险性问题实施有效地协调,将可能影响产品指标的(技术、成本、材料、生产调度和进度等)非确定性因素逐阶段解决,避免在产品交付阶段才暴露,解决各类缺陷避免交付失控[1]。
矿山项目的设备主要分为动设备和静设备两大类。动设备是指由驱动机带动的转动设备,主要包括磨机、破碎机、振动筛、压缩机、泵、风机、电机、输送设备等;静设备指没有驱动机带动的非转动或移动的设备,主要包括浮选机、换热器、槽罐、制酸系统塔器等。磨机作为矿山的核心工艺设备,是大型矿山项目的建造重点。本文拟以西部某大型有色矿山总承包项目大型磨机监造为例,对设备监造的管理实践过程进行探讨。
2 监造前期策划
在项目策划阶段,需要根据建设项目采用的管理模式、物资采购模式、投资规模、整体的质量目标及项目的具体特点等,进行综合分析,确定监造管理策略。主要包括收集监造相关资料、编制监造大纲,组建监造管理团队,确定监造管理的范围,确定监造管理方式、编制检验及试验计划(ITP)等。本项目磨机的监造管理工作,即以上述计划为指导,逐步推进。
2.1 磨机的规格特性
本项目磨机需处理的矿石种类为镍钴矿石,实际给矿量(原矿+顽石)为设计干矿885.4 t/h,波动系数1.15。给矿粒度最大粒度为270 mm,F80约140 mm。半自磨机规格为Φ9 750 mm×4 880 mm,钢球充填率为25%。设备主电机维交流无刷励磁变频电机,2×4 350 kW;总质量约为1 500 t。传动形式由开式大齿轮、双小齿轮、双力矩限制联轴器、双低速同步电动机组成的边缘传动。
目前,大型选矿厂配置的半自磨机规格从Φ5 m到Φ12.2 m,总吨位从几百吨到上千吨不等,甚至有的单个部件达十几吨甚至近百吨。因此,受限于运输设备尺寸及质量,磨机不能整套发货,只能在工厂制造完成后,将各部件解体运输到现场,再在现场完成总装配和试车。
2.2 交货条件及制造验收标准
该项目地处高原荒漠,周边配套条件不健全,项目建设成本和维护成本都高,为此项目业主尽可能压缩了磨机的交货时间,并对磨机的质量提出了更高的要求。该项目通过招投标的方式确定由国内某大型矿山装备制造企业作为磨机的供货单位,合同交货期10个月。在设备质量方面,得益于我国基础设施的高速发展,装备制造业发展抢眼,大型装备逐步替代进口,国产化率逐步提高。国内业主对国产设备质量的追求也逐步向进口设备看齐。该项目业主对磨机提出了额外的质量要求,约定磨机关键材料采用ASME美国标准,关键工序采用相应的国家标准或企业标准。
因此,制造工期短、质量要求苛刻是本次磨机监造工作的难点,任何质量问题都会造成较大的经济损失和工期延迟风险。
2.3 监造管理策划
按时交出合格的产品,是质量监造的工作目标。要做到产品质量的可控、在控,监造人员应按照“主动监造”的原则来进行监造的管理策划,积极主动地开展工作。
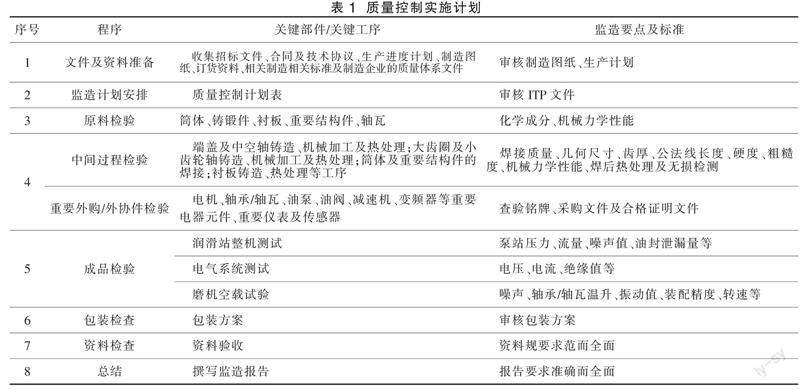
该磨机制造精度要求高,部件吨位大。以大齿轮为例,分度圆直径d=11.5 m,法面模数Mn=32,螺旋角β=7.0 °,法向压力角αn=25 °,齿数Z=356,生产周期约为9~10个月,加工精度等级A7级,成品重量57 t,铸件毛坯100 t以上。该齿轮的几何尺寸已经基本达到国内大型滚齿机的加工极限,加工精度要求为行业内较高,任何一个工序出现不合格,将导致整个磨机交货期推迟。因此,本项目在关键部件、关键工序设置质量监督控制点,明确各阶段及各工序的监造要点,确保各个部件的生产过程质量及进度可控,本项目质量控制实施计划见表1。
3 磨机监造实施
3.1 选派监造人员
本磨机的监造采用监造人员驻厂的方式,在磨机设计图纸完成及主要原材料采购到位后,由项目部指派责任心强、专业经验丰富的监造工程师入驻制造工厂,保证磨机质量,最大限度地发现制造过程中的问题,杜绝“带病”出厂。这就要求监造工程师不仅要懂监造规程,还要有技术、懂生产工艺,具备良好的协调能力和管控能力。
3.2 收集监造资料
在监造人员入驻后,需要制造工厂依据监造人员列出的《监造所需资料清单》提供资料,制造厂家通常需要提供以下资料给监造工程师:1)工期计划,即整机生产计划表,需包含主要部件的加工排产计划,主要外购件及外协件的采购供应周期等;2)技术文件,包括磨机主要部件的设计图纸及相关计算书;3)工艺文件,包括主要部件的加工工艺规程、企业标准、记录表格等;4)质量文件,包括质量控制体系文件及质量保证措施;5)人员安排,包括组织机构明细(项目经理、生产经理、技术负责人及质量负责人等)。
在设备制造前期阶段,监造工程师需要查阅设计图纸,对照技术协议核对关键技术参数,消化以上资料,在工厂质检人员的配合下编制检验及试验计划(ITP)表。
3.3 编制检验及试验计划(ITP)
产品的质量是由各工序的质量组成,各工序的质量决定最终产品的性能,关键工序的检验检测是过程质量的重要保障。在前期查阅、消化各类资料的基础上,监造工程师依据质量控制實施计划、设计图纸、国家标准规范及企业标准等开始编制磨机关键部件及关键工序的ITP文件。该文件作为展开磨机监造检验的指导性文件,力求简洁、详细、具有可操作性。磨机的ITP文件见表2。
3.4 质量监督控制点
根据磨机各工序的重要程度,并参考《设备工程监理规范》(GB/T 26429—2010),设置监督控制点,即文件见证(R)点、现场见证(W)点、停工待检(H)点,各点的设置要求如下。
1)文件见证(R)点。R点指制造厂须提供质量符合性的检验记录、试验报告、原材料与配套零部件的合格证明书或质保书等技术文件;或设备制造响应的相应工序和试验已处于可控状态。
2)现场见证(W)点。W点针对设备安全或性能重要的相关检验、试验而设置,主要依靠监造工程师在现场进行作业监视。
3)停工待检(H)点。H点针对设备安全或性能最重要的相关检验、试验而设置,主要考察重要工序节点、隐蔽工程及不可重复试验验收点,重点查验特种作业人员资质是否匹配,仪器仪表是否在校验有效期内,工序作业是否符合相应的操作规程。
根据以上原则监造工程师与工厂的质量管理及生产调度人员共同商定检验检测的实施时间和质量监督控制方式,并遵照计划执行。
3.5 监造实施
监造工程师依据质量控制计划和ITP展开设备监造工作。对易出现不合格品的关键工序额外采取预控措施,如在开工前组织工艺、质量交底与审核会议,将出产不合格品的概率降低。
监造工程师要紧盯磨机的生产进度和各工序的生产质量,在出现进度偏差与质量问题时,监造工程要做好组织协调工作,并及时向项目部做好请示与汇报工作。
3.6 监造资料
监造磨机过程中形成了如下资料:1)监造日志。监造工程师每天记录监造检查工作内容及相关情况,对每日的工作进行总结,把发现的问题汇总、分类、标明问题属性以及更新,及时发至制造厂限期整改并跟踪落实整改情况;对于逾期未整改的应发起联系单,并要求给出书面回复。2)监造周报及月报。监造工程师在每周或每月规定日期提交上周“监造周报”或“监造月报”,报告采用统一模板,全面反映磨机监造过程中的质量情况、进度情况及问题处理情况,分析目前存在的问题,并提出自己的建议。3)监造总结。监造工程师总结磨机的制造生产过程中在质量及进度方面的工作成果与不足,整理监造工作中的有关资料、记录等文件。4)其余资料,包括各类检测试验报告、合格证明、记录文件及音视频等资料。
3.7 质量问题的处理
在磨机监造过程如发生质量问题,监造工程师应及时通知制造厂处理,并组织有关单位召开质量会议,分析原因,制定整改措施和预防措施,并监督整改和预防措施的执行,同时将有关情况以书面形式向项目部报告。
4 结语
通过对此次大规格磨机监造工作过程的分析,可以得到如下经验和心得:1)经验丰富、综合能力优秀的监造工程师是高质量完成磨机监造工作的重要人力资源保障;2)制造厂的配合和重视是顺利完成磨机监造管理的重要外部条件;3)高质量的监造是生产过程质量的重要保障,为实现磨机技术性能打下坚实基础;4)在非正常工期下,高质量的监造是磨机按时交货的关键,为项目总工期投产奠定基础;5)磨机的全过程监造可以大幅度提升其内在质量和外观颜值度,进而降低磨机的故障率,提升了业主的满意度,间接完成了客户维护;6)优质的监造工作能有效地降低大型装备的质量和进度风险,也是大型矿山冶金项目顺利投产的重要保障。
参考文献
[1] 李振明.全断面隧道掘进机监造管理探索[J].建筑机械,2021(增刊1):24-26.
[2] 汪兆祥.核电设备监造工作管理与优化措施[J].化工管理, 2021(2):102-103.
[3] 张永胜.核电设备监造工作质量评价及提高分析[J].设备管理与维修,2019(10):5-6.
[4] 杜晓军.大型煤化工项目设备监造管理的思考[J].化工管理,2019(30):126-127.
[5] 刘新利.海阳核电厂设备监造管理实践[J].核安全,2021,20(2): 18-24.
收稿日期:2022-09-20
作者简介:田军涛(1983—),男,高级工程师,从事设备监造管理工作。
猜你喜欢
科技视界(2016年21期)2016-10-17
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
