煤制乙二醇循环氢气变压吸附装置程控阀故障原因及解决措施
2023-11-21 08:11:02张学信
河南化工 2023年11期
张学信
(河南龙宇煤化工有限公司 , 河南 永城 476600)
河南龙宇煤化工有限公司富余合成气年产20万t乙二醇装置采用河南能源与通辽金煤合作的“羰化、加氢两步法间接合成工艺”制乙二醇技术,其中循环氢气变压吸附装置是草酸酯与氢气在催化剂生成乙二醇过程中加氢反应系统的重要环节。该装置由四川同盛科技有限责任公司设计并施工完成,主要包括预处理系统、循环氢气提纯系统、解吸气处理系统、阀组以及所匹配的动力设备等。本文以河南龙宇煤化工有限公司富余合成气年产20万t乙二醇装置为基础,对其中循环氢气变压吸附装置在运行过程中程控阀出现故障的原因进行分析,提出有效的整改解决措施,并获得了显著效果。
1 工艺简介
自加氢系统装置的循环氢气在压力2.85 MPa,温度25 ℃条件下通过预处理系统脱除甲醇后送往循环氢气提纯系统。预处理系统是由2台预处理吸附器、加热器、再生气加热器及相应的程控阀和调节阀组成。采用2塔工艺流程,设计约8 h按照步骤切换吸附器1次;吸附器吸附饱和后,切换成未吸附的吸附器。吸附过的吸附器进行再生,再生时的再生气源来自循环氢气提纯系统的解吸气,冲洗后送出火炬,吸附剂再生结束后进行下一次循环吸附。
来自预处理器净化后的工艺气进入循环氢气提纯系统中,循环氢气提纯系统是由10台吸附塔、2台冲洗气缓冲罐、1台逆放气缓冲罐、1台解吸气混合罐以及一系列调节阀和程序控制阀门构成。在循环氢气提纯吸附器中,弱吸附质组分H2从吸附塔上部流出作为 H2产品气输出,产品H2经压力调节阀调至2.8 MPa、35 ℃后输出界区。
强吸附质的组分CO、CH4和微量CH3OH等气体被吸附,通过逆放和冲洗步骤解吸出来作为解吸气,进入到解吸气处理系统中,解吸气通过解吸气混合罐压力缓冲后,再经鼓风机加压0.08 MPa作为预处理系统的再生气,另一部分与去预处理系统的再生后的冲洗气、加氢系统氢气闪蒸罐出来的氢气、一氧化碳等气体经冷却器、分离器后一起去火炬或外送至界区外;其中阀组是程控阀与调节阀的统称,是实现变压吸附心脏所输送液体(气体)完成吸附剂吸附与再生的保障,其工艺流程见图1。
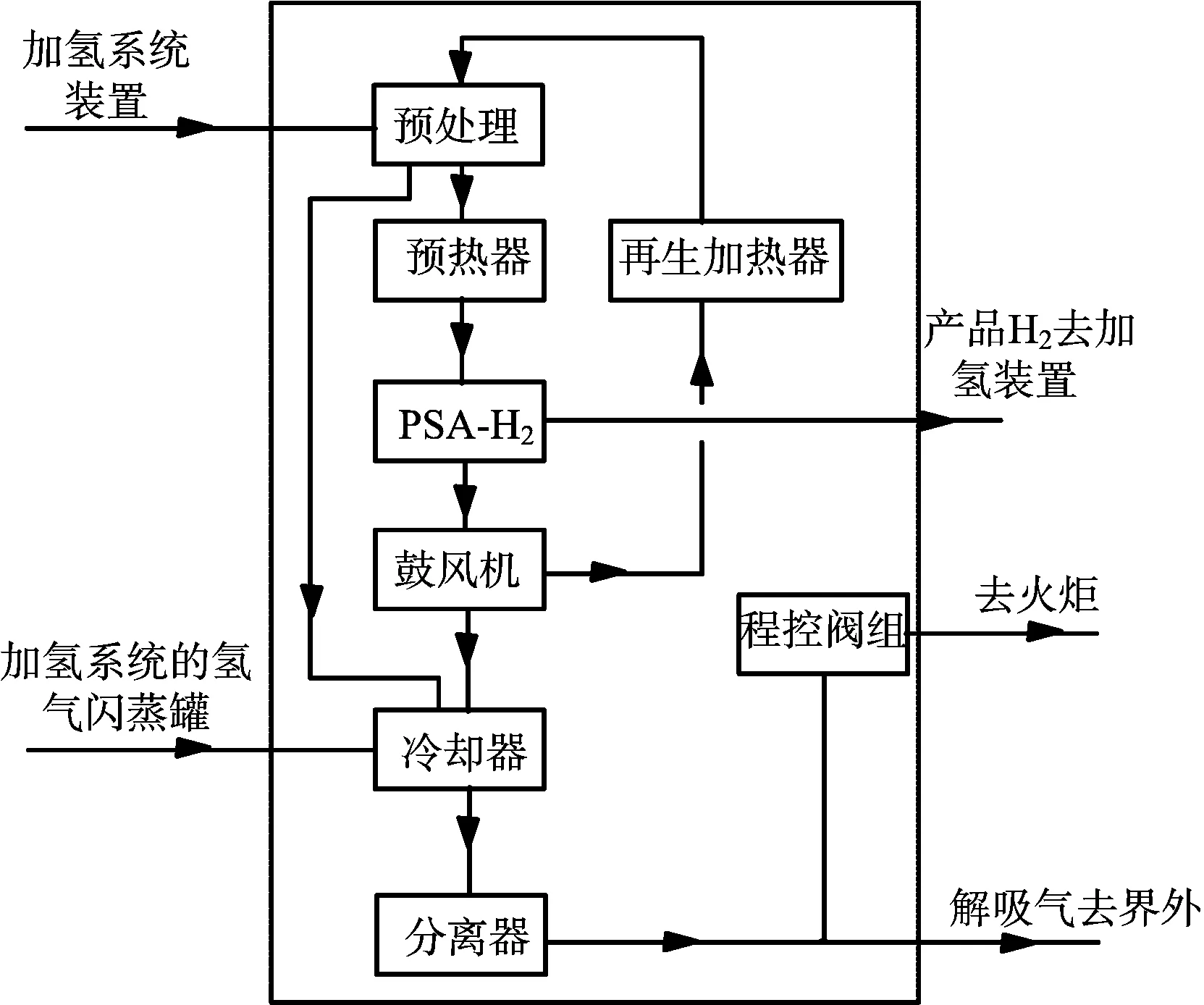
图1 工艺流程图
2 程控阀出现故障的原因
对于变压吸附装置来说,吸附剂是保证装置达产达能的核心要素,是变压吸附的心脏;而程控阀是变压吸附心脏所输送流体的保障。因此在循环氢气变压吸附装置中程控阀出现故障时,导致装置降负荷甚至停车的案例较多。本文结合近两年循环氢气变压吸附装置在运行过程中程控阀多次出现故障进行归纳原因分析,具体原因如下:
①程控阀的启闭是通过电磁阀得失电,线圈产生电磁效应,就像磁铁吸电磁阀内的阀芯,使电磁阀阀芯上下动作,控制仪表气是进程控阀上气缸还是下气缸,实现程控阀启闭,而电磁得失电频次受到步序时间的控制,步序时间设定不合适,均压、顺放、逆放、终充不到位,使程控阀前后压差大,程控阀打不开。②程控阀阀检(阀位反馈输出信号)探头松动、脱落、损坏、或者仪表线断线导致程控阀现场动作与中控程序要求不一致,出现反馈异常。③程控阀的仪表气气源三元件为程控阀的电磁阀提供干燥、稳定的气源以及优良的润滑。气源三元件是空气过滤器、减压阀和油雾器三种气源处理元件的组合件,其中油雾器油杯缺或油变质易造成电磁阀润滑效果不好,出现阀卡涩的情况,使程控阀动作延迟或动作不到位。④电磁阀线圈损坏导致电磁阀接受中控室控制信号后无法进行电磁阀得失电动作或仪表气压力不足、中断、仪表气管线脱落,使程控阀启闭不动作或不到位,中控程控阀显示变黄色。⑤程控阀发生外漏。程控阀的填料与阀杆处泄漏,填料使用过长出现密封失效,阀杆表面出现磨损,阀盖连接法兰处泄漏,使程控阀发生外漏。对出现问题的程控阀拆检发现,阀杆、注油套内环、V 型填料存在拉痕,阀门有不同程度的磨损,造成程控阀外漏。⑥程控阀发生内漏。吸附剂或杂物进入阀内,大气量工艺气体与颗粒一块冲蚀造成密封面、阀芯损坏,造成程控阀内漏。程控阀的阀杆、半圆环、螺套等部件进行加工或进行热处理时温度控制不当,造成阀杆、半圆环硬度较低,导致快速磨损发生内漏。程控阀的阀杆、半圆环、螺套与阀芯装配存在质量问题,当螺套装配不到位,阀门打开,阀杆向上运动时,造成螺套、阀芯与半圆环之间形成线接触,导致磨损急剧加快,发生程控阀内漏;对程控阀阀体拆检未发现杂物存在,排除了第一种情况导致程控阀内漏的原因,程控阀阀芯、半圆环、螺套磨损严重造成的内漏情况。
3 解决措施
循环气氢气提纯系统程控阀在运行过程中出现故障后,先检查出现问题的吸附塔压力参数变化趋势情况,并与其他投运正常的吸附塔操作压力趋势变化情况进行对比。若压力正常,很有可能是程控阀阀位反馈问题;若压力不正常,则是程控阀泄漏问题,在线无法处置时要作紧急停车处理,具体方法如下:
①根据负荷大小合理调整步序设定时间,控制好吸附塔的压力变化流量速率,使均压、顺放、逆放、终充到位,防止均压压差过大,使程控阀开启困难,延长吸附剂使用寿命,减轻对程控阀的冲击频次。②联系仪表在线进行处理,对程控阀阀检探头紧固、恢复正常启闭指示位置;仪表人员更换损坏的仪表线并按照要求接线,使程控阀阀检处于正常工作状态。③电磁阀因线圈损坏或仪表气存有的颗粒或油润滑不良导致程控阀动作问题,要及时切塔并联系仪表将电磁阀拆检用煤油进行清理,除去脏东西,清理处理好后按照程序投用切除的吸附塔;并定期检查气源三元件过滤分离定压润滑情况,过滤器底部存有脏物较多时要及时清理,油杯油质变坏或缺油时,要及时更换或添加,必要时可以切换备用气源三元件,以保证电磁阀工作环境处于最佳状态。④仪表气压力要控制在0.6 MPa左右,压力<0.3 MPa时循环氢气变压吸附装置会联锁系统停车,仪表气压力不足时要及时联系调度提压,对于仪表气管线脱落时,要根据实际情况及时恢复仪表管线,不影响生产的情况下,可以不切塔处理,不能及时使仪表恢复的要及时切塔处理,处理好后再投用。⑤程控阀的填料与阀杆泄漏、阀盖连接法兰泄漏时联系仪表进行紧固,同时在填料使用过长出现密封失效,程控阀外漏严重时要及时切投塔处理,必要时停车处置。与厂家联系,优化程控阀填料密封结构型式,取消原注油套O形圈设计,更改为导向带设计,加大导向带沟槽底径处公差,使注油套与阀杆的同轴性大大提高,同时也加大导向带沟槽底径与阀杆之间的间隙,当出现一定偏压情况时,可避免阀杆与注油套之间的擦伤情况;利用装置大修期间,对程控阀更换新的程控阀填料密封型式。⑥查看吸附塔压力参数变化趋势,出现严重偏离工艺指标范围,程控阀内漏严重影响装置运行时,要及时停车处理,并对程控阀阀体解体更换备件,严格要求进行配装,确保安装检修质量。与厂家联系对阀杆、半圆环等部件制造工艺进行优化,进行强化渗氮处理,使氮原子渗入钢的表面,形成富氮硬化层,使其渗氮处理后零件具有高的硬度、耐磨性及高的疲劳强度,较高的抗咬合性,较高的抗蚀性,增强阀杆等部件使用寿命,有效避免程控阀内漏的发生;定期对程控阀维护保养,对阀杆进行涂抹黄油、润滑保养,使程控阀开关灵敏。
4 结束语
通过对循环氢气变压吸附装置出现程控阀问题进行逐项分析,采取可靠的解决措施,程控阀出现故障的频次得到彻底处理与合理管控,有效避免因程控阀故障问题而减少吸附剂使用寿命的问题;使加氢反应系统中循环氢气纯度控制在工艺指标范围内,有效调控加氢系统压力,减少副反应的发生,提高了草酸酯转化率,延长加氢催化剂的使用寿命。
猜你喜欢
当代化工研究(2022年3期)2023-01-18 08:43:50
电气技术(2022年4期)2022-04-28 03:09:10
湖北农机化(2020年4期)2020-07-24 09:07:42
电子制作(2018年19期)2018-11-14 02:37:02
中国核电(2018年3期)2018-10-10 07:42:28
智富时代(2018年3期)2018-06-11 16:10:44
电子制作(2016年1期)2016-11-07 08:42:54
电子制作(2016年23期)2016-05-17 03:53:28
电源技术(2015年5期)2015-08-22 11:18:24
电测与仪表(2015年5期)2015-04-09 11:30:48