
WPZ-500型智能铺轨机钢轨牵引机械手设计
2023-11-15 12:30段启楠
现代机械 2023年5期
段启楠
(中铁四局集团有限公司第八工程分公司,安徽 合肥 230041)
0 引言
随着我国铁路建设的全面开展,具有良好性能的无砟轨道常应用于新建时速350公里的高速铁路中。传统无砟轨道铺轨属于劳动密集型施工,存在用工数量多、劳动强度大、安全风险高、自动化程度低等弊端。为提高无砟轨道铺轨施工机械化、数字化和智能化程度,研发了WPZ-500型无砟轨道智能铺轨机组[1]。传统无砟轨道铺轨施工工艺采用锁头锁轨易造成牵引的钢轨摆动和锁轨器松动脱离后伤人的风险。为降低劳动强度,减少安全风险,提升自动化施工水平,提高作业效率,研发了具有自动抓取和双向锁定长钢轨功能的钢轨牵引机械手[2]。
1 钢轨牵引机械手
1.1 结构介绍
钢轨牵引机械手安装于长钢轨智能牵引车和长钢轨智能回收车车尾部起落支架上,主要由导向套、安装座、夹轨器、楔形块、锁轨销、摆动油缸和夹紧油缸等组成。在进行钢轨的抓取时,钢轨牵引机械手的夹轨器套住钢轨轨头,夹紧油缸推动楔形压块上行,两侧锁轨销在楔形压块的作用下,向中间移动,钳住钢轨轨头,实现对钢轨的抓取。

图1 钢轨牵引机械手示意图
钢轨牵引机械手的夹轨器在摆动油缸的作用下,可前后摆动角度。往前摆动角度,实现向前进行牵引钢轨时的钢轨锁紧;往后摆动角度,实现铺轨机向后退,往后推钢轨时的钢轨锁紧;保持夹轨器不发生偏摆角度,在正中间位置时,则为解锁钢轨。如图2所示。

图2 夹轨器摆动极限位置示意图
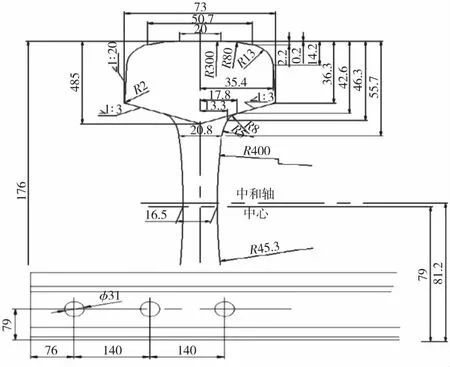
图3 60 kg/m钢轨外形尺寸图

图5 钢轨受力分析图
1.2 钢轨牵引机械手特点
钢轨牵引机械手特点是利用液压油缸提供的动力,能够快速抓取钢轨并通过推动夹轨器向前或向后倾斜能够迅速将钳住的钢轨进一步锁紧。整个机构能够临时形成一个刚性整体,能够随铺轨车的进退即时向钢轨传导纵向力,实现对钢轨的牵引,同时,又能在必要时快速解除锁紧约束直至完全将钢轨放开。
2 钢轨牵引机械手设计
钢轨牵引机械手主要结构固定在安装座上。实现往前锁紧钢轨的是锁轨销与夹轨器底部的前踏面配合;实现往后锁紧钢轨的是锁轨销和夹轨器底部的后踏面配合。锁轨销向中间移动钳住钢轨轨头,在夹轨器倾斜时,锁轨销会抵住钢轨的钢轨头下方,夹轨器底部的踏面会抵住钢轨底的上方。此时锁轨销、夹轨器底部的踏面和夹轨器偏摆旋转销轴三点间形成了自锁关系。在铺轨机牵拉长钢轨时,作用到夹轨器旋转销轴上的力与长钢轨的阻力大小相等,方向相反。在进行牵拉钢轨时,控制夹轨器锁住钢轨后,偏摆的油缸切换成自由浮动模式,在铺轨机牵引力作用下,夹轨器绕偏摆旋转销轴转动自动形成对钢轨的锁紧,使得锁轨销和夹轨器底部的踏面对钢轨的正压力所产生的摩擦阻力会始终大于钢轨牵引机械手的牵引力,从而实现对钢轨的锁紧。
当夹轨器底部踏面与钢轨不接触时,锁定解除。退出锁轨销后即可解除对钢轨的抓取。
2.1 夹轨器
2.1.1 夹轨器底部踏面设计
夹轨器按铺设钢轨型号(60 kg/m)进行设计。查阅60 kg/m型钢轨外形尺寸,设计专用夹轨器。

图4 夹轨器结构示意图
夹轨器左右两侧踏面间距,依据60 kg/m型钢轨头宽度尺寸(73 mm)设计为80 mm宽;设计夹轨器底部踏面位置内侧间距至少100 mm。为便于钢轨牵引机械手抓取钢轨时,夹轨器对位套住钢轨。夹轨器底部踏面与钢轨接触位置均进行圆弧处理,避免损伤钢轨。
2.1.2 夹轨器底部的踏面、夹轨器偏摆旋转销轴孔和夹轨器锁轨销孔的位置关系确定
实现夹轨器在牵引钢轨时形成自锁,需要使作用在夹轨器偏摆旋转销轴处的牵引力传递到钢轨上后,对钢轨产生的摩擦阻力始终大于作用在夹轨器偏摆旋转销轴处的牵引力,分析钢轨在牵引过程中的受力情况,夹轨器底部的踏面、夹轨器偏摆旋转销轴孔和夹轨器锁轨销孔,三点间应存在如下关系:
Fq×cos(β-θ)×Lqt=Fx×sin(α-β)×Ltx
Fq×cos(ψ+β)×Lqx=Ft×sin(α-β)×Ltx
Fs=Ft×u+Fx×μ
式中:Fq—夹轨器牵拉钢轨的力;Ft—夹轨器的踏面作用到钢轨上的正压力;Fx—锁轨销作用到钢轨上的正压力;Lqt—夹轨器旋转销轴与夹轨器的踏面间的距离;Ltx—夹轨器的踏面与锁轨销间的距离;θ—夹轨器的踏面和夹轨器旋转销轴间的连线与垂直中线的夹角;ψ—锁轨销和夹轨器旋转销轴间的连线与垂直中线的夹角;α—夹轨器的踏面和锁轨销间的连线与垂直中线的夹角;β—夹轨器偏摆角度;Fs—夹轨器的锁紧力;μ—夹轨器的踏面和锁轨销与钢轨间的静摩擦系数,查阅相关资料,静摩擦系数μ取值0.15。
2.2 锁轨销和楔形块
钢轨牵引机械手的锁轨销与楔形块采用斜面配合方式来实现锁轨销的自动插销和退销。当锁轨油缸带动楔形块上移,两侧锁轨销受到楔形块斜面传递的推力往中间移动,两侧锁轨销钳住钢轨轨头。当锁轨油缸带动楔形块下移,两侧锁轨销受到楔形块斜面传递的推力往外侧移动,两侧锁轨销退回到夹轨器内,解除对钢轨轨头的抓取。

图6 楔形块和锁轨销构造图
锁轨销作用在钢轨位置为钢轨头下部斜面,为减小锁轨销对钢轨的接触应力,锁轨销与钢轨接触位置按60 kg/m型钢轨头下部斜面设计。
为满足锁轨销能对钢轨进行自动化钳住和解除,锁轨销的伸缩行程要求≥20 mm。锁轨销的伸出和退回采用液压油缸控制,在进行锁轨销和楔形块配合斜面设计时,考虑尽量控制夹轨器结构尺寸大小来设计。
3 夹轨器对钢轨锁紧力及强度复核
钢轨牵引机械手牵引钢轨为长500 m、规格P60(60 kg/m),钢轨牵引走行过程中,钢轨在拖拉滚筒上滚动前进。考虑到大坡道牵引施工工况,按照30‰坡道来计算,单根钢轨所需最大牵引力不超过40 kN。
3.1 夹轨器对钢轨锁紧力复核
3.1.1 自锁条件复核
由于钢轨牵引机械手牵拉钢轨的力与钢轨被牵拉时的阻力为大小相等,方向相反。钢轨牵引机械手要形成对钢轨的自锁,需要满足以下关系:
钢轨牵引机械手设计尺寸如下:Lqt=455 mm,Lqx=350 mm,Ltx=160 mm,θ=6°,ψ=10.7°,α=43.5°,β=7°。经计算:
满足自锁条件。
3.1.2 钢轨强度复核
经分析可知:Fx>Ft,以及钢轨牵引机械手的销轴作用到钢轨上的正压力大于钢轨牵引机械手的踏面作用到钢轨上的正压力。当铺轨机牵拉钢轨时,钢轨阻力为40 kN时为最极限工况,此时钢轨牵引机械手的销轴作用到钢轨处的应力最大,其应力计算为:
式中:σ—单个钢轨牵引机械手的销轴作用到钢轨处的应力;S—单个钢轨牵引机械手的销轴与钢轨的接触面积约为4 mm2(销轴采用硬度低于钢轨的材料,不进行热处理,进行几次铺轨后,让其与钢轨接触面被碾压成与钢轨完全配合接触[3])。
根据钢轨屈服强度指标[4]中可查热轧U71Mn热轧钢轨屈服应力[σ]=460 MPa,其许用应力为306 MPa。
经计算,在极限工况下,单个销轴作用到钢轨处的应力σ=239 MPa<306 MPa,满足要求。
3.2 钢轨牵引机械手强度复核
钢轨牵引机械手采用Q355B合金钢,屈服强度达到355 MPa[5-6],将机械手在Solidworks Simulation模拟受力情况对机械手主要受力框架进行有限元分析,如图7所示。

图7 钢轨牵引机械手有限元分析
由分析结果可以得知,最大应力远小于Q355B合金钢的许用应力,满足强度要求。
4 结束语
WPZ-500无砟轨道智能铺轨机钢轨牵引机械手采用巧妙的机械设计,实现了钢轨的双向锁定,从而自动抓取和锁定长钢轨。通过采用自锁原理,使钢轨牵引机械手始终能满足对钢轨的锁紧,完全满足各工况施工要求。钢轨牵引机械手的结构设计充分考虑到构件的承载能力,各应力分配合理,完全满足要求。钢轨牵引机械手的设计体现了智能铺轨从细节上着手,实现了无砟轨道铺轨施工的智能化。
猜你喜欢
机械管理开发(2023年11期)2024-01-04
云南画报(2021年11期)2022-01-18
云南画报(2021年6期)2021-11-13
装备制造技术(2021年4期)2021-08-05
科学家(2021年24期)2021-04-25
装备制造技术(2020年1期)2020-12-25
煤矿机电(2020年5期)2020-11-02
测控技术(2018年8期)2018-11-25
智能城市(2018年8期)2018-07-06
中国铁道科学(2015年6期)2015-06-21
