
LNG储罐内罐立缝智能化焊接技术研究思路
2023-11-07 11:35朱珍文张刚朱明李春凯石玗
电焊机 2023年9期
朱珍文,张刚,朱明,李春凯,石玗
兰州理工大学 省部共建有色金属先进加工与再利用国家重点实验室,甘肃 兰州 730050
0 引言
我国能源结构的特点是富煤缺油少气,煤炭在我国能源结构中所占比重过高导致碳排放居高不下同时引起严重的环境问题[1]。从远期国内市场供需平衡来看,国际LNG资源供应充裕,贸易灵活性提高,我国LNG进口规模仍将大幅增长[2]。LNG接收站作为接收进口LNG的必要基础设施,未来十年我国LNG接收站建设将持续增长,我国已建成LNG接收站21座,全国拟在建LNG接收站项目63个。LNG储罐作为LNG接收站的核心装备,大型化是其发展的必然趋势,20万m3甚至22万m3储罐是今后接收站建设或扩容的主流设施[3]。LNG储罐为双层罐体结构,内罐由若干张预弯后的9Ni钢板组装、焊接而成的平底立式圆筒。焊缝由立缝和环缝组成,一座16万m3的LNG储罐焊缝总长度可达10 km,同时单块板厚可达30 mm。目前LNG储罐内罐环缝基本采用埋弧焊,立焊缝采用手工电弧SMAW多层单道焊。同时9Ni钢的焊接接头质量、一次合格率要求高,为避免多次返修造成钢板性能降低,要求每个缺陷区域最多只能返修一次[4],X射线检测拍片的一次合格率必须达到98%以上。面对如此巨大的焊接工作量及严苛的焊接质量要求,焊接施工效率、质量及成本问题日益凸显[5-7]。
TIP-TIG(TT)焊在传统TIG焊基础上使用大功率焊接参数,通过焊丝加热、高频振荡送丝功能以及独特的钟摆方式,解决了窄间隙坡口焊接过程侧壁未熔合、熔滴过渡稳定性差及高热输入下晶粒粗大的问题。因此,针对LNG储罐内罐立缝焊接,来解决LNG储罐内罐立缝焊接问题,且TIP-TIG(TT)立缝半自动焊接专机已成功通过国内某石油工程公司验收,但目前仅是人为参与的程序控制,缺乏对整个焊接过程的自动闭环反馈控制。故本研究针对目前半自动焊接专机存在的问题进行了分析并提出相应的改进方案,为LNG储罐内罐立缝智能化焊接的发展提供一些参考思路。
1 半自动焊接专机存在的问题
现有的TIP-TIG半自动焊接专机通过相机对熔池图像进行传感,需要人工实时观察相机图像,通过遥控盒调节焊接参数及控制相关机构完成立缝填充盖面的焊接作业,半自动焊接专机及焊接过程如图1所示。相比传统焊条电弧焊工艺,在保证了9Ni储罐低温韧性的前提下,探伤合格率大大提高。且无须碳弧气刨清根和层间打磨,节约焊肉约为65%。综合施工效率提高1倍以上,焊接烟尘排放量减少50%以上,一定程度上改善了工人的工作条件。半自动TT焊接技术在质量、效率、环保、成本等方面具有显著优势,获得高品质焊接接头的同时节省可观的焊材消耗量和人工成本,已经体现出明显的技术和经济优势[8-9]。
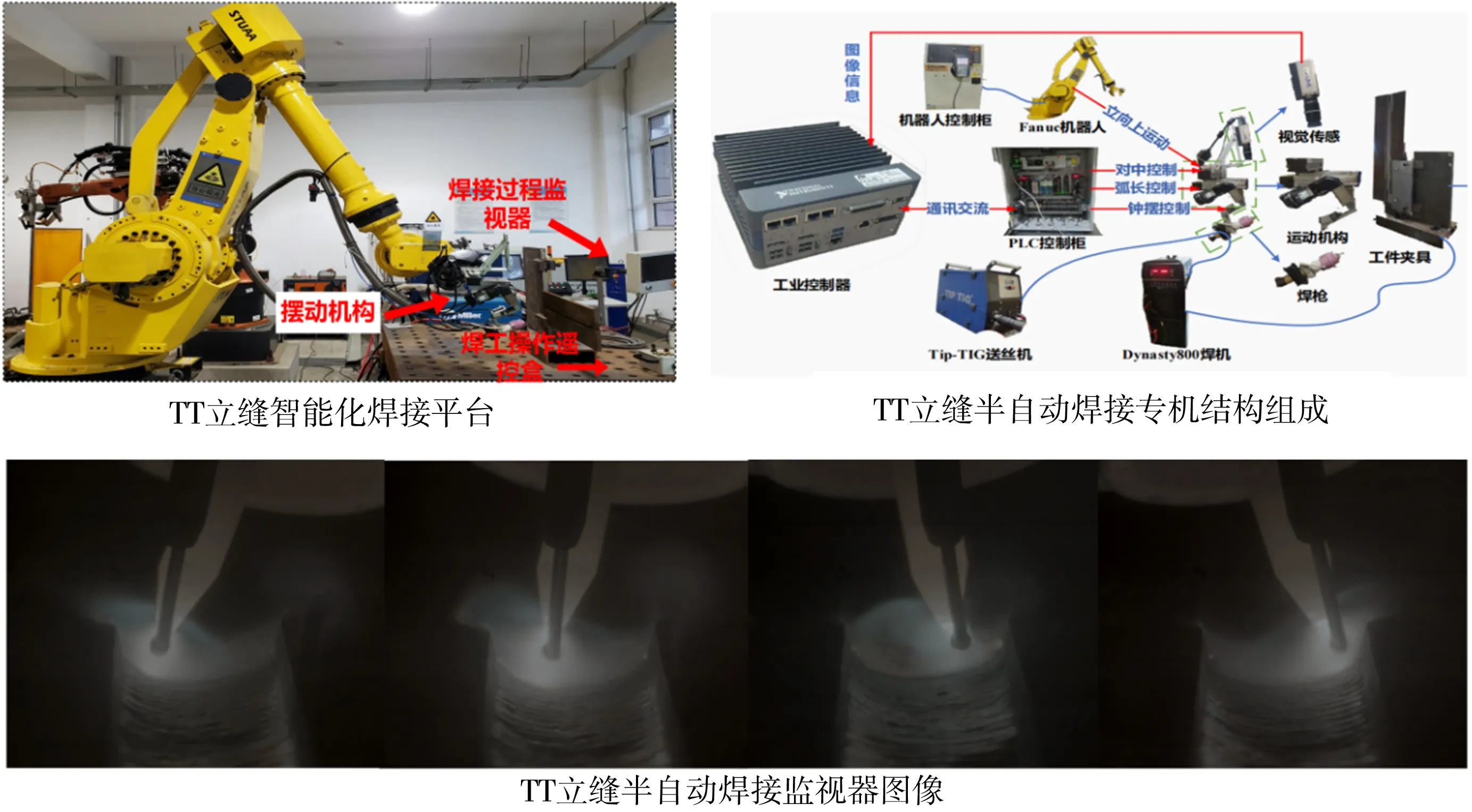
图1 半自动焊接专机及TT焊接过程Fig.1 Semi-automatic welding machine and TT welding process
然而目前的半自动TT焊接技术仅是人为参与的程序控制,缺乏对整个焊接过程的自动闭环反馈控制,若要实现完全的智能化,急需解决以下关键问题:
(1)大型LNG储罐为保证焊接结构的可靠性对打底焊全熔透提出了极为苛刻的要求,打底焊施工时因现场组对拼焊坡口精度不高,导致装配间隙和错边量大小不一致。为适应坡口组对中存在的误差,目前打底焊熔透控制方法为工人目视观察反馈调控,该方法主要是通过熟练焊工目视焊缝熔透情况,通过遥控面板实时调节焊接参数及TT半自动焊接机构来保证熔透质量。人力成本高、工人培训周期长且需要长时间直视液态金属熔池,工人劳动强度大、易疲劳,难以避免因工人的技术水平不一、经验不足或工作疲劳等引起的焊接质量波动。如果能可靠实现变装配间隙、错边量等条件下熔透信息的传感与检测,并用于中厚板窄间隙打底焊熔透自适应控制,同时开发填充盖面自适应智能传感系统以实现焊缝跟踪,对进一步提高焊接效率、降低成本,乃至整个焊接行业智能化程度的提升都具有重要的意义和工程实用价值。
(2)目前半自动TT焊装备在进行内罐立缝填充盖面焊接作业过程中,涉及钨极对中控制、焊接过程弧长及熔滴过渡稳定性控制、熔池流动行为等诸多复杂的过程控制环节,现有的焊接传感与控制方法无法满足特殊工况条件下全参数过程传感和多因素耦合最优工艺过程控制的要求。需要焊接人员通过显示器实时观察焊接区状态,使用遥控面板对半自动TT焊设备的焊接机构进行纠正干预。无法彻底摆脱对人工的依赖,实现智能化全自动焊接。上述问题一定程度上限制了TT焊接在LNG储罐内罐立缝焊接中大规模地推广应用。
2 智能化焊接技术方案
针对大型LNG储罐内罐立缝TT焊过程中的自适应和纠偏能力不足及对焊接过程智能传感与控制技术手段缺乏的问题,提出通过开发TT立焊打底熔透智能控制技术并设计TT电弧中心位置标记与基于被动视觉的焊缝跟踪系统。对于TT打底焊熔透控制过程中,如何实现变装配间隙、错边量等条件下熔透信息的传感与检测,本研究提出建立TT立焊智能熔透控制系统,即采用多源信息传感与融合处理技术,通过建立多种特征信号与熔透程度之间的相关模型,利用深层神经网络对多源信息进行融合处理,形成有效的LNG内罐立缝智能TT焊打底熔透控制程序。最终实现焊缝跟踪、熔透控制单元与TT焊接装备的系统集成并建立基于焊工经验参数化的智能控制系统。本研究的技术路线如图2所示。
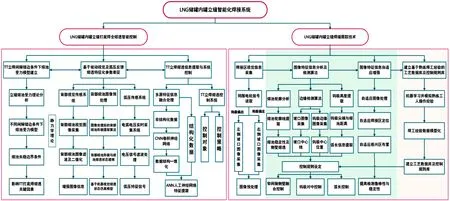
图2 大型LNG储罐内罐立缝TT全自动智能焊接Fig.2 TT automatic intelligent welding of vertical seam in large LNG storage tank
2.1 打底焊熔透控制
在TIG中厚板窄间隙打底焊熔透控制方面,国内外开展了大量研究并发展出了诸多针对不同焊接工艺的熔透表征方法和相应的控制理论体系。由于焊接是一个多信息、强耦合、非线性的复杂过程,解决熔透问题的基本前提是对焊接动态过程信息实时、快速、精确地获取与质量实时控制。综合来看,目前现有研究主要集中在通过单一或多源特征信息与熔透状态建立相关性,利用各种特征信号的变化来直接或间接反映熔透。
TIG焊一般采用恒压电源,具有电弧及熔滴过渡过程稳定、热输入精确可控、焊缝成形美观等优点,被广泛地应用在单面焊双面成型的焊接生产中。国内外研究学者以焊接过程的声、光、热、电等为切入点,通过建立这些特征信号与熔透之间的关系,间接推断出焊接过程的熔池变化信息,从而达到控制熔透的目的。文献[10-14]均是通过对焊接过程中的电弧声信号进行时域和频域分析后进行分类,总结归纳了电弧声信号与锁孔及焊缝熔透状态之间的对应关系。文献[15]通过建立弧光谱线强度与小孔之间的相关性,发现特定元素的谱线强度可预测小孔的稳定性,以此作为特征信息保证熔透。文献[16]利用红外线成像来检测焊接温度场的变化,建立了焊接温度场与熔透的相关模型。文献[17-19]利用GTAW弧压信号(弧压与弧长存在线性关系)对熔池从未熔透到全熔透的表面下塌量进行了测量,并建立熔透闭环控制系统。本课题组[20-22]通过对TIG焊的熔池振荡现象与熔透状态的相关性进行研究,发现在焊缝的不同熔透状态下,熔池的振荡现象存在对应的谐振频率变化,并基于不同熔透状态下频率特征建立了连续焊接临界熔透控制系统,实现了临界熔透的实时控制。
目前针对单一传感的熔透检测研究较为全面和深入,然而由于声、光、电、热与熔透之间的关系是间接的(即多维、非线性),目前仍无法与熔透建立定量关系。且这类传感大多受制于焊接过程及实际作业现场环境的复杂性,仅停留在实验室层面难以实现工业级应用,单一的信息来源难以取得较好的检测效果,其应用范围和稳定性极其有限。因此国内外研究人员尝试通过集温度场、电弧声、光谱、电信号、熔池形貌特征于一体的多尺度、多源信息融合技术和信号处理方法来表征和控制熔透。虽然多传感器信息融合技术可以弥补单一传感器的不足,充分利用不同传感器的冗余信息,能够实现对焊接动态过程的多模态信息感知及知识判断,获得更加准确可靠的结论。但由于TT焊过程是多输入多输出、非线性时变、强耦合且存在时滞的复杂过程,目前多源传感技术仅是通过某种“黑箱”非线性映射,缺乏对焊接机理的深入研究。从工业应用角度,模型对复杂焊接场景的适应性不强,在向工业生产落地的过程中往往出现模型泛化能力不足等难题。
综上所述,考虑到实际工况下熔池特征信息与熔透之间复杂的物理对应关系,需综合焊接过程中多物理特征对其进行精确建模描述。因此本研究考虑到在TT立缝打底焊接过程中,熔池所受电弧力、气体吹力、基材对熔池的支撑力方向均发生变化,且现场装配间隙和错变量不一致,使得熔池受力更加复杂,因此有必要首先采用理论与实验相结合的研究方式对实际工况下熔池的受力情况进行建模。通过模型在立焊条件下对不同间隙和错边误差条件下熔池失稳的边界条件进行仿真,首先分析实际工况下影响熔透的关键特征焊接参数。其次通过分析背部视觉系统所采集的背部熔池图像,人工提取背部熔池图像的最大宽度、长度及面积等特征信息,揭示背部熔池特征信息与熔透状态的内在联系。同时设计焊接电流、电弧电压信号采集系统,对不同熔透状态下的弧压及电流信息进行采集,实现熔透特征的参数化表征。最后在得到了TT立缝熔池熔透状态特征信息后,可以获得熔池失稳边界条件、电流、电压得到的一维结构化数据和基于背部视觉的二维非结构化数据,将二维非结构化数据采用CNN卷积神经网络进行特征提取。通过建立ANN人工神经网络将非结构化数据中所提取出的特征数据与采集的结构化数据结合在一起进行模型训练,得到熔透实时控制模型并建立反馈控制系统,实现对焊缝熔透的智能化控制。
2.2 填充盖面自适应智能传感系统
对于窄间隙中厚板多层单道焊而言,实现焊缝跟踪的难点在于工件坡口往往在第一道焊缝跟踪之后已发生改变,在焊接其他各层焊缝时能否识别焊缝,能否满足焊缝跟踪的要求还是未知的,因此针对窄间隙中厚板焊接的智能焊缝跟踪系统一直是国内外学者的研究热点。焊缝跟踪的基本原理是需要不断地计算当前点与参考点之间的偏差信息,当控制器获得焊缝偏差信号时可以将焊枪位置校正到正确的焊缝位置。焊缝跟踪系统虽然经过了几十年的发展和计算机软硬件的大力应用,但实际上依旧依赖于传感技术的发展。焊缝跟踪传感器总体上可分为两大类:接触式传感器和非接触式传感器。在实际焊接行业中,机械式接触传感技术存在精度差、易变形、易磨损的问题,应用已经较为少见。目前在实际生产中应用最为广泛的是基于非接触式传感器发展而来的电弧传感与视觉传感。
电弧传感是利用焊接电流随焊枪距离工件的距离变化而变化的特性,从而通过电弧的扫描可以获得焊缝坡口的信息。其结构简单、价格低廉,可以从电弧自身直接对电信号进行采集,无须额外增加传感器。但是在实际焊接过程中电弧长度与焊接电流、电压之间的精准数学模型难以确定,以及电弧跟踪需要角接焊缝、摆动焊接等限制条件,在厚壁结构窄间隙多层单道焊的焊接工程中,利用电弧传感技术传感的检测精度及可靠性还未完全过关,通过电弧传感实时跟踪的应用还具有较大的局限性[23-24]。相比于电弧传感方式,视觉传感器以其非接触特性、抗电磁场干扰能力强、信息量大、精度高、适应性强等优点受到越来越多的关注。根据是否需要附加辅助照明光源,可将视觉传感器分为主动视觉传感器和被动视觉传感器。主动视觉[25]通常是针对对接型焊缝设计的线结构光视觉跟踪系统,通过多次采集图像并对图像进行滤波,对拟合后激光条纹区域中心线的延长线求交点坐标,进而获取焊缝特征点。由于采用单线激光仅能实现对坡口的检测与定位,无法实现对产生弯曲变形的坡口进行跟踪,基于以上原因国内外研究学者进一步开发出了十字形结构光、三线平行结构光和圆形结构光等多激光条纹视觉传感系统,根据单条激光条纹的三角测量原理,同时对一幅图像中的多条激光条纹进行采样,获得焊缝的完整轮廓范围,实现了对发生弯曲变形的焊缝进行跟踪[26-28]。目前基于主动视觉焊缝跟踪系统的研究取得了一些成果,但由于其传感过程与焊接过程不同步,会产生因热变形等因素所引起的超前检测误差。且在大电流中厚板窄间隙焊接过程中易出现激光条纹亮度不够导致特征信息不明显、错误率高的问题。而被动视觉是利用CCD相机直接拍摄熔池及其前部焊缝进行跟踪,在保证实时性的前提下,可以获取弧长、熔池、熔滴过渡稳定性等更直观充分的综合信息。为了避免强烈弧光、飞溅及烟雾的干扰,往往要对电弧进行滤光处理,使得进入CCD相机的光强在合适的范围之内,为后续的图像处理及焊接区特征提取做好准备,因此如何降低电弧光对成像的干扰是被动视觉传感技术需要着重研究的问题。文献[29]使用专门设计的被动视觉系统来获取清晰的焊缝图像,包括熔池和焊缝中心,采用一种改进的Canny算法可以提取焊缝图像的形态参数。文献[30]为窄间隙熔化极气体保护焊中摆动电弧图像提供特征提取算法,通过提取左右电弧位置与坡口边缘的距离来表征焊枪对中情况。文献[31]研制了一种基于红外视觉传感的摆弧窄间隙GMAW焊缝偏差检测系统,当摆动电弧停留在左右凹槽侧壁时,可以在脉冲电流的基期捕获电弧图像,焊缝偏差特征可以从电极丝中心到侧壁的相对距离中提取。文献[32]通过模板匹配设计了GMAW控制单元和图像采集系统,定义了三个感兴趣区域(ROI)用于在Labview环境中实现方形对接接头的焊枪定位和实时焊缝跟踪。
基于以上研究现状,TT焊固有的振动送丝、摆动电弧及熔滴过渡行为严重影响了焊接区特征信息的传感与提取。本研究拟通过焊枪摆动电机的编码器所反馈的左右停留信号来触发相机采集左右两侧焊枪位置信息,在一个摆动周期内分别采集左右两侧停留位置的焊缝图像信息,通过边缘检测算法在左边停留位置提取右坡口边缘及钨极右边缘信息,在右边停留位置提取左坡口边缘及钨极左边缘信息。从而避免钨极及送丝嘴对感兴趣区特征信号的遮挡,同时可得到表征焊枪位置点。将焊枪位置点与焊道中心线直线方程、坡口边缘位置及熔池轮廓位置比较分析,则可以得到焊缝偏差、钨极高度偏差以及侧壁熔合的情况。为了提高本焊缝检测系统对复杂工况下感兴趣区特征信息提取的适应性,为此拟采用以下三种自适应处理方法:(1)自适应图像处理;(2)自适应定位焊接区:(3)自适应布置检测感兴趣区。通过焊接过程特征自适应检测结合深度学习目标检测算法、图像预处理和边缘检测算法,实时跟踪定位视场中的焊接区域,准确布置边缘检测感兴趣区并增强边缘特征信息,从而大大提高了被动视觉检测系统的实时性与鲁棒性,确保了基于被动视觉传感的焊缝跟踪控制技术的稳定性和有效性。继而对现场工人利用智能控制系统通过机器学习并模拟熟练工人填充焊和盖面焊过程焊缝跟踪和稳定性控制方面的操作经验,建立相关工艺数据库及控制规则库,借助数据库规则对特征信息进行判断处理从而获得控制量,执行机构利用所获信息对填充盖面的焊接过程进行实时自动纠偏控制,形成基于焊工经验深度学习的混合结构智能控制系统。
2.3 系统集成
最后将焊缝跟踪、熔透控制单元与现有半自动TT焊接装备进行系统集成,实现TT立焊过程熔透控制、单道多层焊缝跟踪、焊接过程弧长控制、熔滴过渡稳定性控制、侧壁熔合控制以及熔池形态控制于一体的混合结构智能控制系统,形成一套完整的大型LNG储罐内罐立缝智能化焊接装备。经本研究前期测试,若焊接过程不进行焊枪位置的调节,从工件底端焊接开始位置到工件上端焊接结束位置,检测到有效对中偏差基本维持在焊道中心线附近5个像素内,表明自适应调节过程准确且精细,不存在过度调节或调节不足等现象,始终保持焊枪位置在规定的范围内。熔透控制方面,通过对不同熔透状态下的熔池图像进行图像处理后进行人工提取图像特征,搭建了基于卷积神经网络的熔透状态分类模型,对背部熔池熔透图像特征进行端到端的提取建模。使用3 000张图片对网络进行训练测试后,网络分类准确率达89.3%,网络泛化性能良好。
3 结论与展望
根据以上思路开发窄间隙TT立缝全自动智能焊接系统,能在一定程度上提高现有焊接工艺体系的自动化、智能化水平和程度,特别是在对中控制上,相比于人工调节可以获得更加优异的性能。但距离实现拟人的智能控制过程,还存在许多亟待解决的问题:
(1)提高现有系统的抗干扰能力。焊缝跟踪目前在正常情况下能保证80%以上的检测准确率,但若焊前准备工作不足,检测准确率会急剧下降,从而影响跟踪检测系统的有效性。
(2)焊缝跟踪方面应进行更多实际复杂工况下的验证试验,分析更多极端情况下自适应跟踪软件的跟踪检测情况,进一步优化跟踪检测系统的性能。
(3)熔透控制中所搭建时序特征提取神经网络为循环神经网络,其时序特征提取方法导致其对全过程时序特征权重分布均匀,但实际焊接过程中,距离当前时刻时间临近状态时序特征比距离较远状态时序特征对当前焊接状态影响更大,因此权重应做出相应调整。
猜你喜欢
传感技术学报(2022年7期)2022-10-19
今日农业(2022年15期)2022-09-20
智能建筑电气技术(2022年2期)2022-02-06
制造技术与机床(2019年9期)2019-09-10
电子制作(2018年23期)2018-12-26
电子制作(2017年22期)2017-02-02
焊接(2016年10期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
上海金属(2014年4期)2014-12-15
