
电焊熔珠对挤塑聚苯乙烯保温板引燃能力分析
2023-11-06 01:59:40赵宗玉张树川
兰州工业学院学报 2023年5期
赵宗玉,张树川
(安徽理工大学 安全科学与工程学院,安徽 淮南 232001)
我国接连发生多起电焊作业、导线短路等引燃外墙保温材料的重特大火灾,使得外墙保温材料引起了社会的极大关注。因此,许多学者开始研究外墙保温材料的被引燃能力,多数都会涉及电焊、短路等高温电弧产生的高温颗粒物对外墙保温材料的引燃能力。卢志刚等[1]研究了电焊熔珠对棉布和聚氨酯泡沫的引燃能力。李青[2]研究了酒精喷灯和电焊熔珠对聚氨酯保温板的引燃能力。雷鹏奎[3]研究了对电焊熔珠掉落于4种不同承载面的实验探究,对其熔珠形状、最大直径统计分析,并粗略统计各熔珠的引燃情况。姜航等[5]研究了以电线过载发热对聚氨酯保温材料的引燃能力,结果发现过载电流达到4倍额定电流时,均会引燃聚氨酯保温材料。程志冉[4]利用汽油喷灯对EPS保温材料进行引燃条件实验研究。
上述研究对于熔珠产生到掉落中温度变化、能量散失以及熔珠痕迹特征研究较少。因此,本文通过对电焊飞溅熔珠引燃常见XPS保温材料的形成过程进行高速影像的捕捉,识别其落于保温材料表面的熔珠温度变化,分类统计其熔珠数量与直径分布,并结合材料宏观痕迹特征,研究其引燃能力,对于准确识别电焊作业导致火灾的现场调查提供重要依据与理论支持。
1 试验系统设计
电焊熔珠制备试验台用于制备电焊金属熔珠,由防火板、铁架台、焊接件等组成,如图1所示。试验仪器为:德力西牌ZX7-250直流电焊机,用于制备电焊熔珠;IDT Y7-S3高速摄影机,用于拍摄记录熔珠掉落过程瞬间现象;杭州美盛红外R600红外热成像仪,用于记录熔珠掉落过程中的温度变化。

图1 试验台布置
试验开始前,将XPS板按60 cm×60 cm×3 cm规格裁剪备用,并在每次试验前,依次将裁剪后的样品放置于试验台上进行试验探究。将高速摄像机和红外热像仪,放置于试验的主视角方向,镜头对准材料表面,分别记录电焊熔珠掉落轨迹与熔珠温度。将焊接件放置于试验台正中间,焊接点距离材料垂直距离设置为0.1 m,在直流电焊机通电后,分别调节电流值(120、160、200 A),夹持焊条,以点焊的方式对焊接件进行电弧焊,持续不断地拉弧,保证电焊的不间断,以持续喷溅出高温电焊熔珠颗粒。试验完成后,切断电焊机电源,将收集到的试验数据整理,并待熔珠冷却至室温后,按照试验顺序编号收集电焊熔珠,且注明其引燃现象。
2 试验过程与分析
在电焊作业过程中,焊接电弧瞬间产生,其焊条金属迅速融化,产生高温液态熔池,焊接熔珠掉落至下方保温材料接触介质形成电焊迸溅熔珠。其引燃的物理模型如图2所示。该模型考虑了易燃气体通过扩散和自然对流作用在空气中的传播。最终,当预混的可燃气体达到最低易燃极限时,将会发生有焰气体燃烧反应[5]。
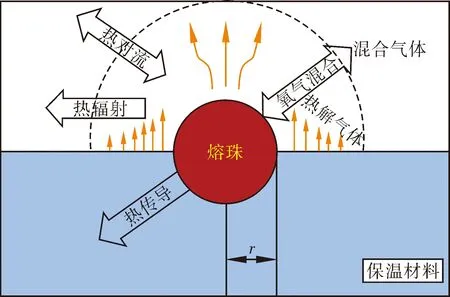
图2 熔珠引燃保温材料的物理模型
将着床后引燃可燃物,且火焰持续时间1 s以上的电弧迸溅熔珠定义为引燃可燃物的熔珠,无明火产生则定义为无法引燃可燃物的熔珠[6]。
2.1 熔珠引燃过程及温度与时间关系
电焊熔珠在产生迸溅后,由于重力的驱使,熔珠自由落体以不同的角度与保温材料表面相接触,此过程通过高速摄像机记录电焊熔珠掉落于XPS板表面的全过程,确定引燃现象。时间从电焊熔珠产生时开始计算,熔珠引燃XPS保温材料的2种引燃现象如图3所示。
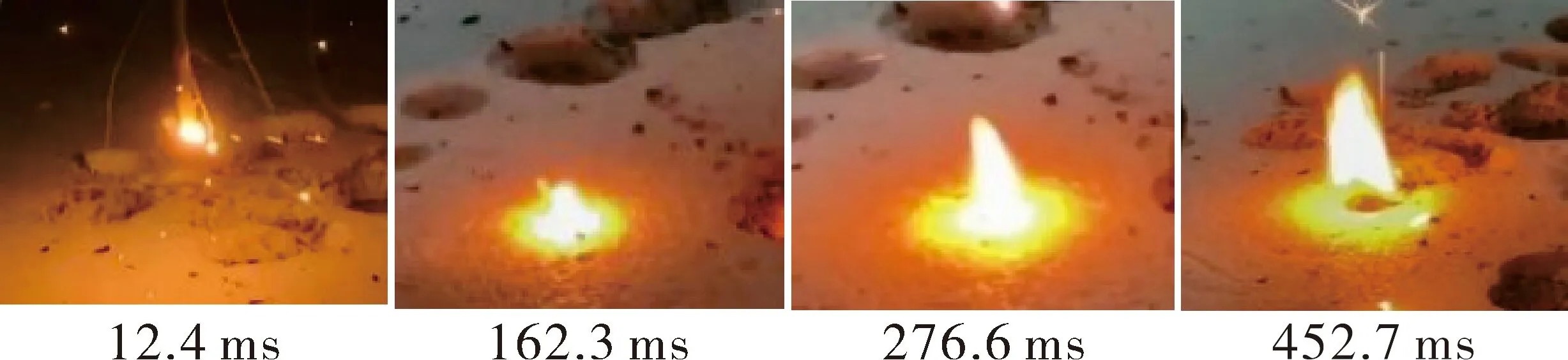
(a) 可引燃熔珠的着床过程
(b) 不可引燃熔珠的着床过程图3 熔珠引燃保温材料的引燃试验现象
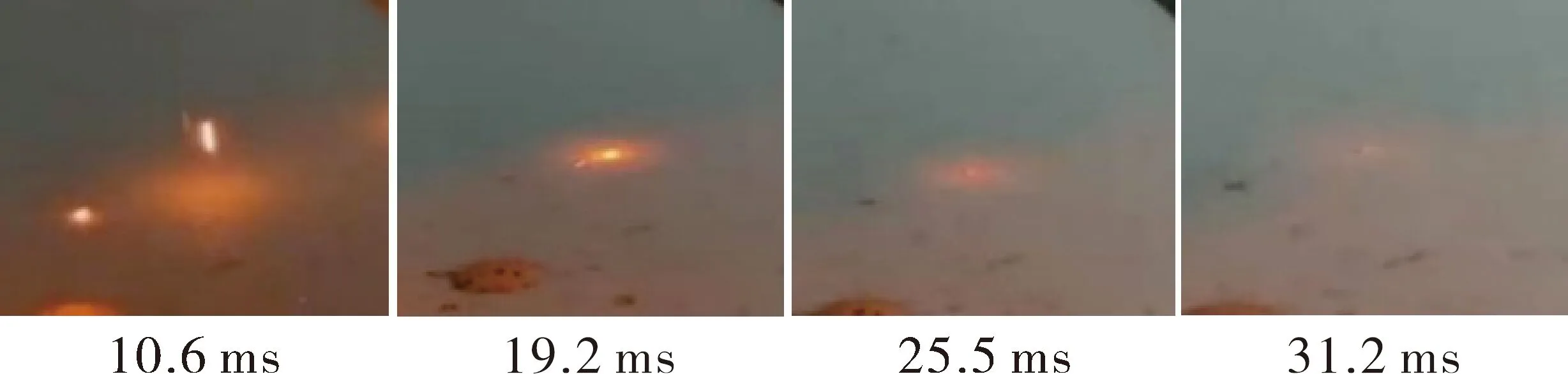
通过对熔珠温度的测量,建立了熔珠产生至冷却熄灭阶段的相关关系。图4为不同电流条件下,引燃熔珠随时间的温度变化。根据引燃熔珠温度变化规律,其共经历4个阶段。(Ⅰ)升温阶段:熔珠由于电弧热量与焊条药皮燃烧的热量共同作用,使其温度急速上升。通过扫描电镜发现,熔珠表面有氧化铁的存在,说明氧化还原反应所产生的热量也作用于熔珠本身。(Ⅱ)失热阶段:由于重力和热传递作用,熔珠从产生掉落到接触材料表面这一阶段,室内空气对高温熔珠有热量的抢夺,使熔珠温度急剧下降。且在熔珠到达材料表面时,会以弹跳接触、镶嵌接触等方式,直接与材料发生传热过程[7],此过程热量散失严重。(Ⅲ)稳定燃烧阶段:熔珠嵌入材料中,高温的熔珠颗粒使材料不断被热解,热解产生的气体与空气相混合引发燃烧现象,此过程引燃材料产生的火焰使电焊熔珠再一次被加热,温度上升。(Ⅳ)冷却熄灭阶段:热解气体与空气的混合气体浓度随时间逐渐减小,火焰强度减弱,火焰熄灭,熔珠温度降至室温,高温熔珠在材料表面形成熔痕孔洞。由于可引燃熔珠会受到火焰的热反馈作用,其温度呈现双波式降温。电流的增加,其产生熔珠的温度也在增加,电流120、160、200 A条件下,分别对应1 365、1 531、1 604 K。
(a) 电流120 A
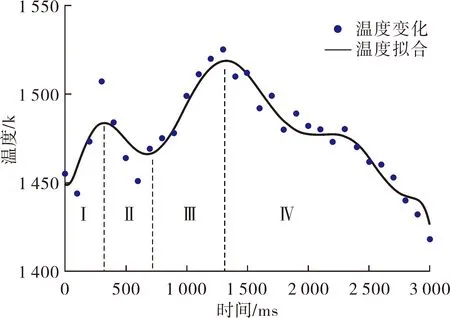
(b) 电流160 A

(c)电流200 A图4 电焊熔珠引燃XPS保温材料的时间-温度变化曲线
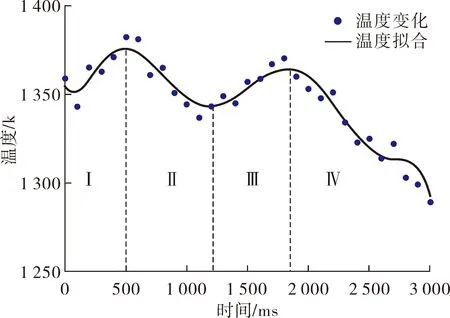
对于不燃熔珠而言,其自身的热量不足以引燃材料,无法通过引燃材料的火焰热反馈升温,所以相较于引燃熔珠,不燃熔珠不经历燃烧升温阶段,且失热与冷却降温阶段合并为一个总体降温阶段。由图5可见,温度曲线呈单波动式降温,即(1)第一阶段:与引燃熔珠的升温过程相似,都是由于其电弧能量作用下,不燃熔珠温度也因氧化反应所释放的热量而短暂升温。(2)第二阶段:熔珠掉落过程中与熔珠在材料表面弹跳过程中,与空气接触散失部分热量;到达材料表面后,熔珠也仅仅使材料发生热解,未能把热解气体引燃,所以该阶段降温速度较快。在电焊机加载电流不同的情况下,熔珠的最高温度也不同。在电流为120、160、200 A条件下,熔珠的最高温度分别为1 178、1 271、1 384 K。随着电流的增加,其熔珠的最高温度在逐渐增加。
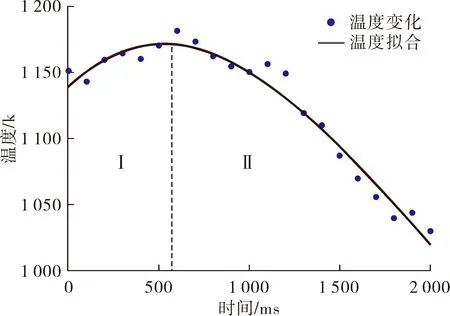
(a) 电流120 A
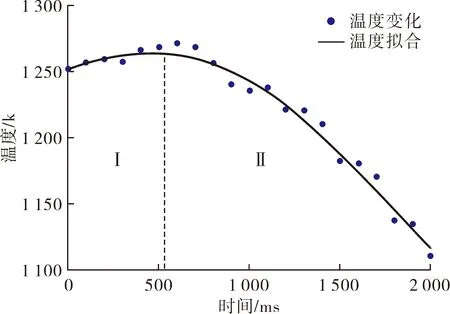
(b) 电流160 A
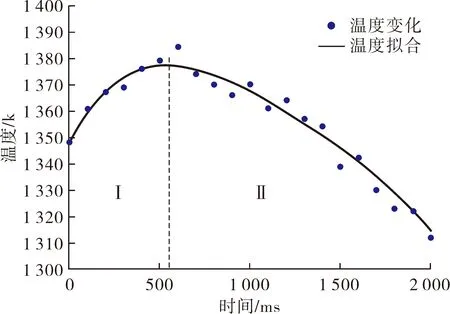
(c)电流200 A图5 电焊熔珠无法引燃XPS保温材料的时间-温度变化曲线
2.2 不同引燃条件下对电焊熔珠数目和粒径分布
图6显示出在不同电流条件下,不同直径的引燃熔珠和非引燃熔珠的分布规律。为减少误差,取3次熔珠直径的平均值。
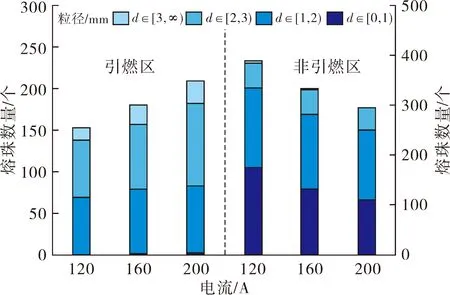
图6 不同电流条件下熔珠引燃XPS板的数量直径分布
加载电流对电焊熔珠的数目和粒径分布有很大的影响[5]。随着焊机电流的增加,产生的电焊熔珠数量也逐渐增加。触发电流增大,电弧能量增强,熔池区的能量增大,液态金属从焊接点迸溅时受到的作用力增大,迸溅出的液态金属增多,产生的迸溅熔珠数量增多。由图6可见,熔珠的数量会在某一个粒径范围出现集中,呈现峰状集中分布[8]。在引燃区域内,电流越大熔珠数量越多,引燃熔珠的粒径均大于1 mm,引燃熔珠粒径多数均集中于1~3 mm范围内,电焊熔珠是一种高温热颗粒,随着电流的增加,赋予熔珠的电弧能量、电场力等也在增加,粒径大于3mm的熔珠均能引燃材料,这是由于粒径大的熔珠携带的能量多,能够使得大熔珠容易点燃材料。不燃熔珠数量远大于引燃熔珠,且不燃熔珠的粒径主要分布在0~2 mm的区间内,有一小部分粒径在2~3 mm内的熔珠不具备引燃能力。
不同粒径的熔珠其引燃现象对温度的敏感程度标准不一样。因此,熔珠必须经过一定的体积才能发生引燃,引用熔珠有效能量公式[9],即
式中:ρpcp的乘积表示熔珠的体积热容;Tp为熔珠着床温度;T∞是系统的基准温度(此处假设为室温);dp为熔珠直径;mp为熔珠质量。
熔珠的体积能与着床温度和熔珠直径有关。对于直径小的(d<1)熔珠,即使升高其温度,对于熔珠体积能的影响并不明显;中等直径的(1
2.3 不同引燃现象的材料宏观分析
图7为同一工况下的电焊熔珠发生可燃和不燃保温材料试验之后剩下的材料横截面。对于可燃材料的横截面来说,靠近熔珠迸溅面的材料孔洞直径远大于底部的材料孔洞直径,这是由于在熔珠滴落的情况下,与材料相接触所产生的强烈火焰燃烧所导致的。且在材料上部观察到有大量黑色的焦油,此现象说明,燃烧火焰只在靠近材料表面的1.25 cm处的范围内燃烧,表明聚苯乙烯泡沫材料的厚度对于熔珠引燃的过程影响不大。因为其“颈部结构”限制了空气中氧气的供应,进而阻止了火焰进一步向下蔓延[10]。下部的孔洞结构与不燃样品的形状相同。

图7 熔珠引燃XPS板的横截面
对于不燃材料的横截面,材料上部的孔洞直径小于材料下部,这是因为熔珠在掉落于材料表面后在材料下部停留时间较长,由还未冷却的熔珠加热材料所导致的材料收缩。且整个孔洞直径相较于熔珠直径来说较大,并且孔洞内壁光滑。
2.4 电焊熔珠的引燃概率
电焊熔珠颗粒频频引燃保温材料,并造成严重的人员伤亡及经济损失。通常情况下,颗粒达到一定尺寸及温度,才能点燃建筑外墙保温材料。现结合上述试验数据,从热点理论出发,无量纲化分析得出可使用如下公式确定高温颗粒点燃保温材料的颗粒临界尺寸与临界温度之间的关系[11],即
式中:rcri为临界尺寸;δcr为达姆克拉数;λ为导热系数;ρ为材料密度;E为表现活化能;T为临界温度;下标为p的是材料的物理参数;下标为m的是电焊熔珠的物理参数。
上式中提及的拉姆克拉数未知,以下为拉姆克拉数δcr的估算过程,即

试验中用到的J422焊条其焊芯是由铁和碳组成,所以电焊熔珠是金属铁热颗粒,金属铁颗粒引燃保温材料的热物性参数见表1。
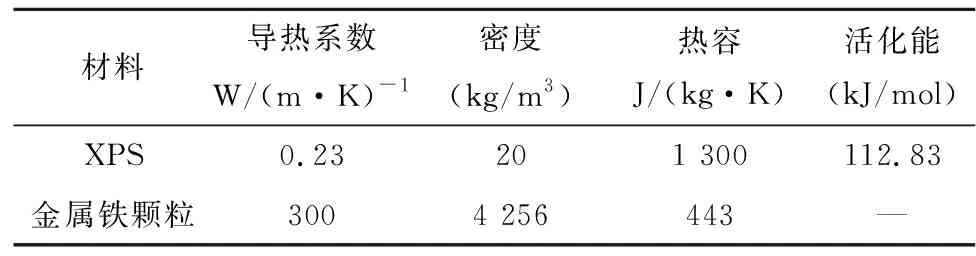
表1 热物性参数
根据上述公式,将得到的40组数据列表整理,如表2所示。
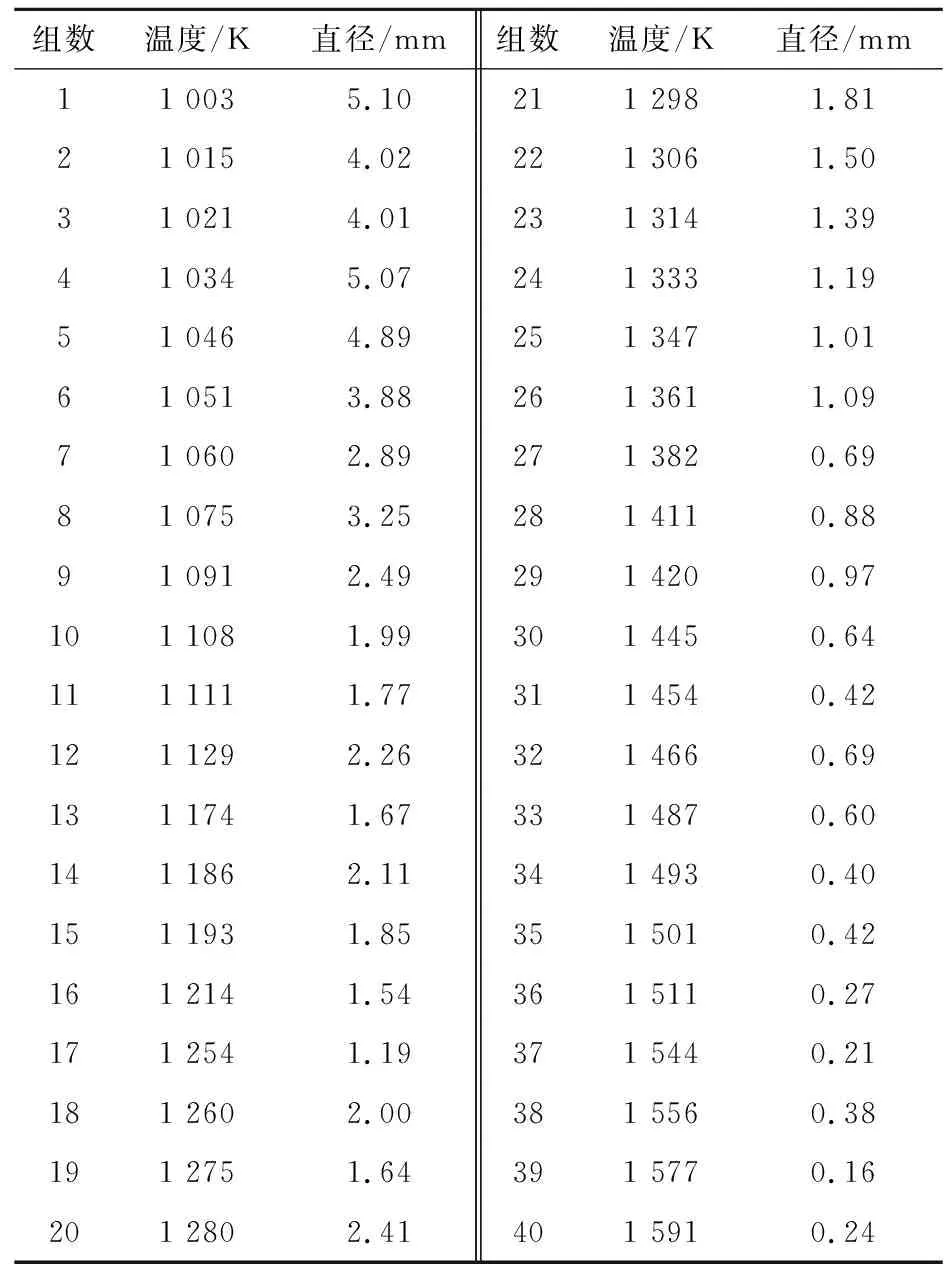
表2 数据整理
计算出熔珠颗粒引燃XPS保温材料的临界点燃条件。并对其数据拟合处理,得到该熔珠颗粒的临界引燃条件曲线,见图8。
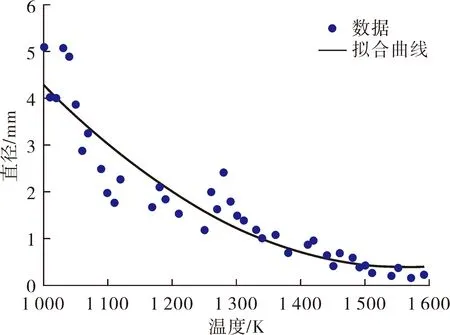
图8 熔珠引燃XPS板的条件评估
由图8可知,电焊熔珠的引燃能力由其接触材料表面时的瞬时温度与熔珠直径共同作用,小直径熔珠则需要更高的温度来发生引燃,大直径熔珠则只需要较低的温度就可以达到引燃的效果。拟合曲线得出的相关系数R2在0.87以上,该模型可作为熔珠引燃XPS规律的初步预测。
3 结论
1) 通过分析熔珠引燃材料的发展过程,将引燃熔珠的温度变化规律分为4个阶段。相较于不燃熔珠的温度变化规律,其不燃熔珠没有燃烧升温阶段,即没有熔珠引燃材料后的二次火焰加热升温过程,且熔珠的最高温度随着电流的增大而增加。
2) 随着电流的增强,其具有引燃能力的迸溅电焊熔珠数量增加,且具有引燃能力的熔珠,其直径主要分布在1~3 mm区间内;无法引燃的熔珠,其直径主要分布在0~2 mm区间内。直径大于3 mm的熔珠绝大多数具有引燃能力,直径小于1 mm的熔珠,均不具有引燃能力。
3) 熔珠接触材料后,会在材料内部形成孔洞痕迹,且孔洞直径相对较大于熔珠直径。不燃熔珠所形成的孔洞呈竖直圆锥状,底部孔洞较大于材料顶部,且内壁光滑;引燃熔珠所形成的孔洞呈花盘状,材料顶部孔洞直径远远大于底部直径,且顶部孔洞内壁粗糙,可观察到大量黑色焦油。
4) 结合热点理论及无量纲化分析,提出了预测引燃XPS板的理想模型,可作为熔珠引燃XPS板规律的初步预测模型。
猜你喜欢
江苏安全生产(2023年10期)2023-12-18 23:48:32
江苏安全生产(2023年9期)2023-11-27 20:15:45
科学大众(2022年9期)2022-06-05 07:27:32
电子技术与软件工程(2021年7期)2021-06-16 09:35:48
收藏界(2019年3期)2019-10-10 03:16:22
百花园(2019年11期)2019-09-10 16:46:26
建材发展导向(2019年10期)2019-08-24 06:24:58
石油化工建设(2018年3期)2018-11-30 02:03:12
光学精密工程(2016年4期)2016-11-07 09:04:56
重庆建筑(2014年10期)2014-03-27 02:20:07
