
螺纹丝锥表面处理研究进展
2023-11-06 07:48:48陈汪林李喆黄勇浩邓阳李聪孟显娜李苏洋
表面技术 2023年10期
陈汪林,李喆,黄勇浩,邓阳,李聪,孟显娜,李苏洋*
螺纹丝锥表面处理研究进展
陈汪林1,李喆1,黄勇浩1,邓阳1,李聪2,孟显娜3,李苏洋1*
(1.广东工业大学,广州 510006;2.清远市粤博科技有限公司,广东 清远 511500;3.仲恺农业工程学院,广州 510006)
丝锥是内螺纹加工的一种专用刀具,与车刀、铣刀等传统刀具不同,其加工属于半封闭、多切削刃成形加工方式。丝锥加工通常是机加工中的最后一道工序,丝锥质量的好坏直接影响了内螺纹的加工质量和加工效率。概述了市场上典型丝锥的类型、加工主要失效方式与失效机理,并查明丝锥刃口机加工缺陷及严重的黏结磨损和磨粒磨损是诱导丝锥切削性能与寿命显著降低的主因。因此,对丝锥进行表面处理也是行业的研究热点。在表面处理技术方面,重点分析了丝锥刃口钝化技术对丝锥刃口几何特征形态和加工性能的影响规律;同时也探讨了PVD技术类型及特点;在丝锥涂层方面,重点分析了氮化物涂层、含碳膜涂层和特征润滑膜涂层;在丝锥基体预处理方面,重点介绍了激光微织构图案对涂层结合力及刀具摩擦特性的影响规律;在涂层设计方法,重点介绍了常规氮化物、碳化物涂层和高熵合金氮化涂层的力学、物理和化学性质,以及涂层类型与丝锥切削性能和加工质量之间的关联性。最后,总结了单一表面处理技术在丝锥性能提升方面存在的问题,并提出了丝锥钝化+基体激光微织构+PVD自润滑涂层的复合技术方案。
丝锥;失效机理;物理气相沉积;钝化处理;螺纹加工性能
螺纹连接、铆接和焊接是实现零部件组装的3种主要方法,而螺纹连接是最主要也是最常见的连接方法。螺纹连接简单,拆卸方便,已经被广泛用于模具、航天航空、石油化工、5G通信、新能源汽车等行业[1-3]。但随着科学技术的不断发展,对螺纹连接的要求也日益提高,螺纹精度不高、表面粗糙不足等缺点使其发展面临着巨大挑战。
丝锥是一种中小尺寸内螺纹加工的专用刀具。与传统的车刀和铣刀不同,螺纹加工呈开放式切削状态,属于半封闭、多切削刃成形加工方式[4-6]。螺纹加工过程较为复杂,且通常为机械加工中的最后一道工序,若出现切屑堵塞等情况,易引起丝锥折断,从而导致零件破损,降低生产效率[7-8]。因此,如何解决丝锥在加工过程中存在的问题,提高丝锥加工寿命、生产率和产品质量,是现阶段亟待解决的行业难点。
由于丝锥结构和螺纹加工复杂,目前有关改进螺纹加工质量、优化加工性能的研究较少。因此,与车削、钻孔、铣削等其他加工工艺相比,关于丝锥的相关研究及文献非常有限[9]。本文对丝锥的典型几何结构和市场上常见的丝锥类型进行了简要阐述,指出了丝锥的失效机理,重点阐述了不同表面处理技术对丝锥表面质量和加工性能的影响,包括丝锥基体表面钝化处理对提升丝锥切削性能的最新成果,以及不同的物理气相沉积氮化物涂层和特殊薄膜涂层对丝锥切削性能的影响。最后,结合上述研究与丝锥失效方式如涂层剥落、黏结磨损严重等,提出未来丝锥表面处理的研究方向:利用表面微织构技术、高熵涂层等目前热门的表面处理技术来提升涂层膜基结合力,进一步优化涂层的成分和结构;改变切屑与刀具的接触行为,提高抗黏结性能,从而提高丝锥的加工性能。
1 丝锥类型与结构
1.1 丝锥类型
丝锥根据形状可分为直槽丝锥、螺旋槽丝锥、螺尖丝锥和挤压丝锥。不同的丝锥适用的加工材料、加工孔的类型、加工环境等均有不同[10],4种典型丝锥的加工特点及对应加工材料如表1所示。
表1 4种典型丝锥[11-19]
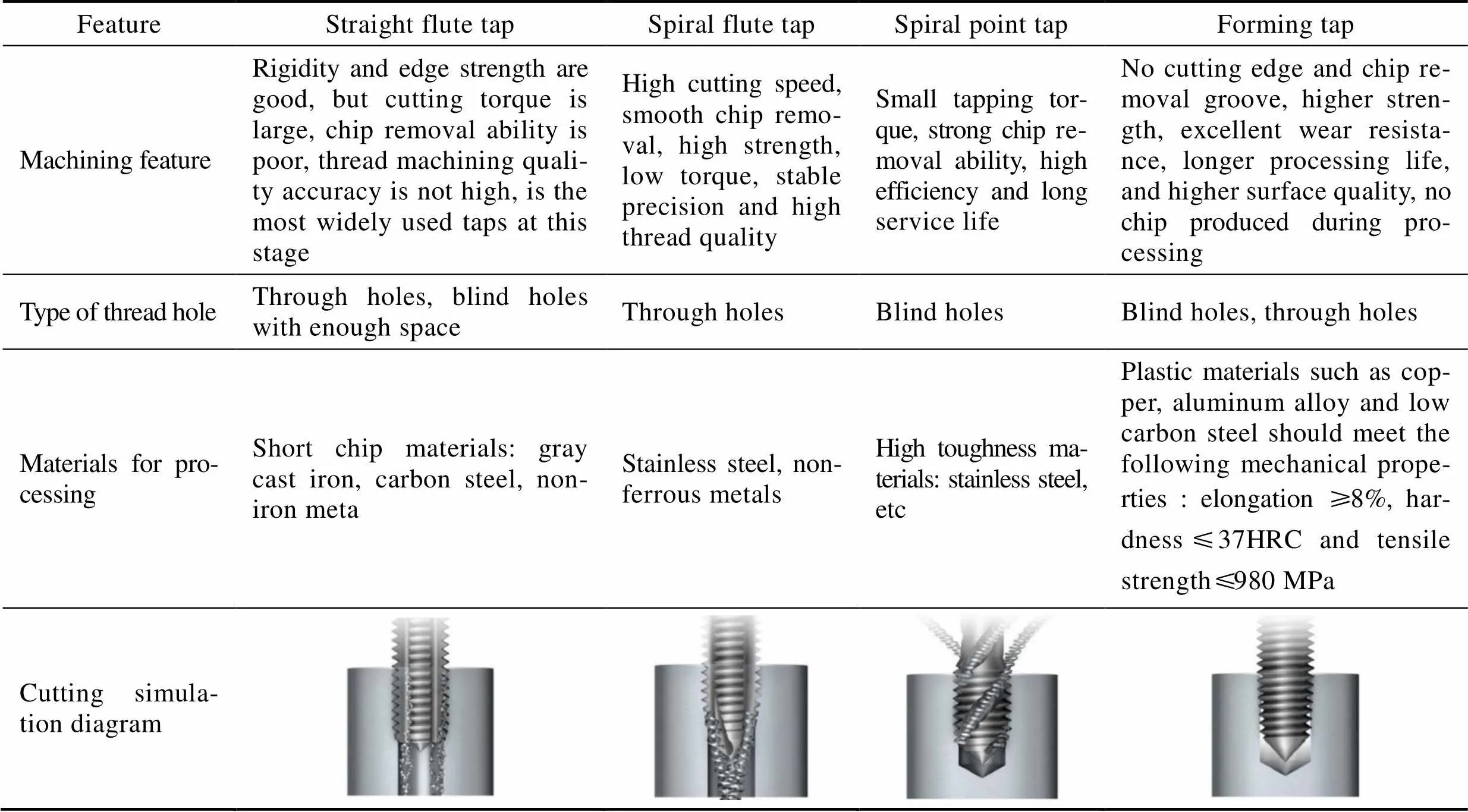
Tab.1 Four typical taps[11-19]
1.2 丝锥结构
丝锥主要包括工作部分和柄部。工作部分包括切削部分、校正部分和槽型结构。切削部分是主要切削区,其主要影响几何参数有前角、后角、切削锥角等;校正部分具有校准、导向和修光的作用,其目的是使螺纹达到合格的尺寸和形状要求;丝锥柄部具有装夹及驱动作用。典型的丝锥结构如图1所示[20-23]。

图1 典型的丝锥结构
2 丝锥常见问题及失效形式
为了有针对性地强化丝锥切削性能,有必要深入了解丝锥加工中常遇见的问题以及丝锥的失效形式和机理。丝锥加工中常见的问题主要有[24]内螺纹尺寸无法满足要求、内螺纹表面质量无法满足要求、使用寿命短等。而造成此类问题的因素较多并且各因素之间相互影响,如切削参数、切削条件选择不当;丝锥基体材料、结构及类型选择不当;丝锥底孔尺寸存在偏差等。丝锥加工常见的问题及解决办法如表2所示。
表2 丝锥加工常见的问题[24]

Tab.2 Common problems in tap processing[24]
除了上述问题外,丝锥的失效形式及其机理也是学者们关注的问题,许多学者利用丝锥的切削实验对此类问题进行了研究。张善文等[25]对挤压丝锥的失效形式进行了研究,研究表明,失效形式主要有丝锥牙严重磨损和丝锥断裂2种,采用正确的挤压扭矩和挤压温度可以减少丝锥的破损和断裂,提高螺纹质量。邬本祥等[26]对高速钢丝锥的磨损机理和失效形式进行了深入研究,研究发现,高速钢丝锥的失效形式主要有非正常失效的折断、崩刃,丝锥的磨损方式主要为磨粒磨损、黏结磨损和疲劳磨损。Reginaldo等[27]对淬硬钢加工中丝锥的磨损情况进行了研究,研究发现,材料本身的特性如硬性颗粒导致丝锥在切削过程中存在严重的磨粒磨损、黏结磨损,进而会导致丝锥刃口崩缺或折断,从而造成丝锥失效。
上述对常规丝锥加工的分析结果表明,其主要失效形式有丝锥刃口崩缺、折断、磨损等,如图2所示,失效形式如下:1)丝锥折断(见图2a)和崩刃(见图2b)是丝锥常见的失效形式[28],一方面因为丝锥的材料特性,使用时易产生应力集中,另一方面因为丝锥加工的底孔过小,从而导致螺纹切削时空间较小,切屑难以排出,并且存在积屑瘤,进而导致扭矩瞬间增大、丝锥崩刃或折断,此外,加工材料、切削用量等与丝锥不适配,也可能产生丝锥出现崩刃、折断的现象;2)丝锥磨损是丝锥失效形式中另一种常见形式,丝锥磨损主要发生在刀齿后刀面上,而最大磨损发生在切削部分和校准部分的过渡区域上,其中第一个校准齿的磨损最严重[29],丝锥磨损机理主要为黏结磨损和磨粒磨损。黏结磨损是由于刀具与切屑、工件间存在高温高压和强烈摩擦,形成了新鲜表面接触而发生了冷焊黏接,达到了原子间结合进而产生了黏结现象,相对运动使黏接点破裂而被工件材料带走,造成黏结磨损(见图2c),严重的黏结磨损会导致丝锥切削时的扭矩瞬间增大,更有甚者会使丝锥崩刃或者发生折断失效。磨粒磨损主要是因为剥落的涂层微碎片、被加工材料内存在的硬质相等硬质颗粒充当磨料,加速了丝锥加工时的磨损行为,降低了丝锥的加工性能和加工质量[30]。
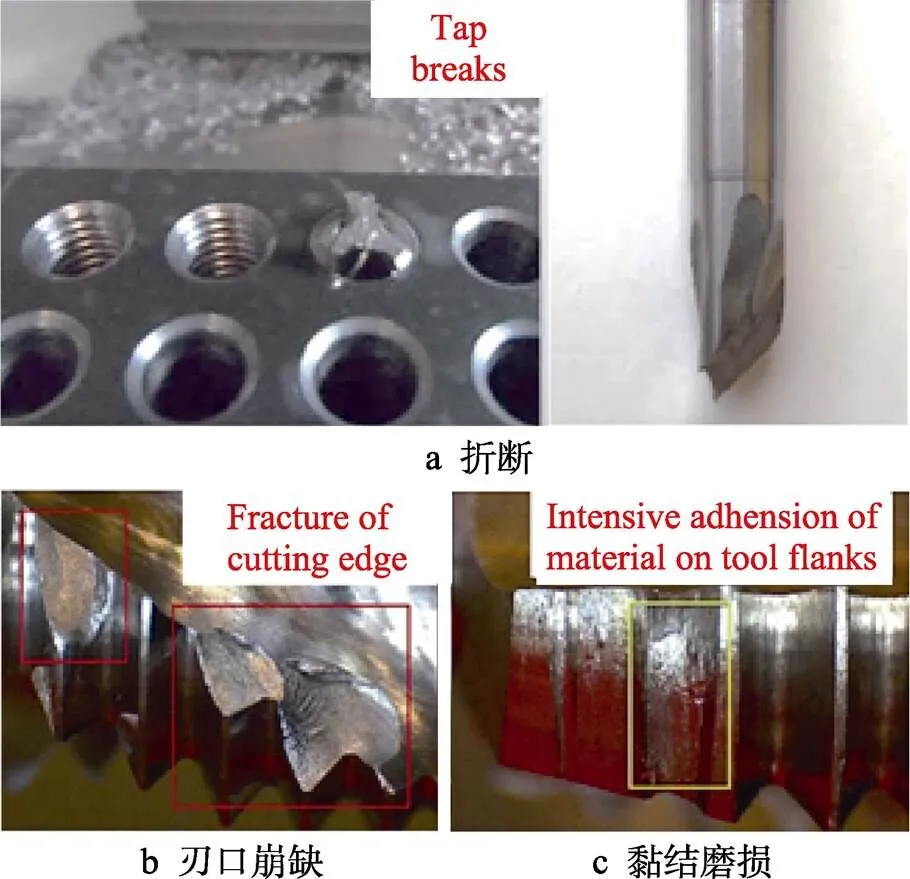
图2 丝锥失效形式[30]
通过对丝锥失效机制进行分析,发现其主要失效机制如下:丝锥基体刃口表面质量较差、强度较低,易产生应力集中进而折断或者崩缺;丝锥特殊的加工方式和几何结构致使刃口易出现严重的材料黏附情况。因此,改进丝锥基体表面刃口质量、减少材料黏附是提升丝锥切削性能的关键。
3 丝锥表面处理技术的研究进展
通过表面处理技术可以改善丝锥刃口的质量,降低丝锥刃口区的粗糙度,提高丝锥表面硬度、耐磨性及抗黏结性能,降低丝锥的切削扭矩、切削力和切削温度,实现内螺纹孔高效、高精度和高可靠性加工。目前丝锥表面处理技术主要有表面钝化、表面涂层强化等。
3.1 表面前处理
刀具刃口通常存在大量的加工微缺陷,如磨痕、微裂纹、微崩刃、毛刺等(见图3a)。这些微缺陷增强了切削刃与工件接触界面间的摩擦,增大了切削力,导致丝锥发生过早失效,从而使扭矩瞬间增大,刀具切削寿命和加工质量快速降低[31]。因此,良好的刃口形貌和表面质量对提升丝锥的切削性能具有重要意义。丝锥钝化是一种微观表面处理工艺,主要是通过大幅度减少甚至消除刃口处的加工缺陷,获得合适的刃口表面形貌(见图3b),同时降低残余应力,提高刃口强度和抗疲劳性能,降低刃口区表面粗糙度,减少积屑瘤的产生,提高丝锥的耐磨性,并可增大后续PVD涂层的结合力。
钝化工艺的理论研究长期以来都是丝锥行业内的研究热点。现阶段,在刀具领域上广泛应用的刃口钝化方式主要有干/湿喷砂钝化、拖拽式钝化、电解钝化等。国内主要研究的丝锥钝化方式为电解钝化,电解钝化利用阳极膜效应和尖端效应去除刃口微缺陷,达到钝化抛光效果,从而提升丝锥刃口质量[33],丝锥电解钝化原理如图4所示。利用电解抛光方法对丝锥切削刃进行钝化处理,能去除丝锥表面毛刺、微崩刃等缺陷,研究者们均认为,钝化后的丝锥避免了在初期磨损阶段因刃口缺陷造成的扭矩瞬间增大而导致的剧烈磨损,延长了稳定磨损阶段周期,降低了丝锥表面粗糙度,稳定了切削扭矩,降低了磨损,提高了寿命。电解钝化参数详细信息如表3所示。电解钝化对提高丝锥切削性能有一定的帮助。
相关研究表明,刀具涂层前处理对丝锥切削性能有一定作用,涂层后的钝化抛光处理对丝锥的影响亦是如此[41],不同的处理工艺效果如图5所示。涂层前后的钝化处理可以提高涂层与基体结合力、降低涂层表面粗糙度、引入残余压应力等。张明等[42]研究发现,丝锥攻丝面临严重的黏屑和磨损,利用机械接触磨削钝化方法,能有效去除丝锥前段不完整齿并减少丝锥表面缺陷等,改善丝锥黏结行为,使攻丝扭矩更为平稳,加工螺纹表面粗糙度变低,毛刺减少,丝锥加工稳定性和使用寿命得到提高。何佳等[32]研究了螺旋槽丝锥过切现象,利用钢丝轮去除了螺纹毛刺,然后利用拖拽研磨去除切削刃毛刺,并在刃口处形成微圆弧,减少毛刺导致的过切,提高了加工螺纹孔的表面光洁度。Elosegui等[43]对丝锥基体进行了拖曳研磨及微喷砂钝化处理,以改善微粗糙度和表面残余应力。结果表明,前期钝化处理能提高涂层与基体的结合力,而拖曳研磨法钝化的涂层丝锥磨损率和切削扭矩比无钝化丝锥的更低,如图6所示。徐和平等[44]利用液体喷砂方法对涂层前和涂层后的丝锥进行了钝化处理,发现涂层前对丝锥进行钝化处理可以提高表面粗糙度,从而提高涂层与基体之间的结合力,并保证刃口半径均匀;涂层后的钝化处理可以降低刃口表面粗糙度,减小丝锥切削摩擦力。Fukui等[45]对涂层丝锥进行了磨粒抛光钝化处理,研究表明,涂层的表面粗糙度是一个非常重要的因素,当涂层的表面粗糙度从2.73 μm降低到1.65 μm时,不会降低切削刃的锋利度,而会减小攻丝过程中的扭矩,延长丝锥的切削寿命。
目前研究表明,涂层前处理可以消除微小缺陷,提高膜基结合力;涂层后处理可以降低涂层的粗糙度以及丝锥切削时的摩擦力,调整残余应力,优化涂层性能等,从而达到提升丝锥的切削性能的目的,对延长切削寿命有一定的帮助。但是上述研究仅局限于钝化处理对丝锥切削性能的影响,并未有相关研究人员针对钝化工艺参数与丝锥的适配性、不同刃口半径值与丝锥切削性能的关联性等进行深入研究,因此,针对丝锥涂层前后的钝化工艺适配性需要进行进一步研究,如钝化方式、钝化时间、刃口半径值等因素对丝锥切削性能的影响,以此获得与不同丝锥类型、不同加工材料等适配的钝化工艺,从而提升丝锥的切削性能。钝化工艺在丝锥上的应用仍具有较大的发展前景。
表3 电解钝化参数详细信息
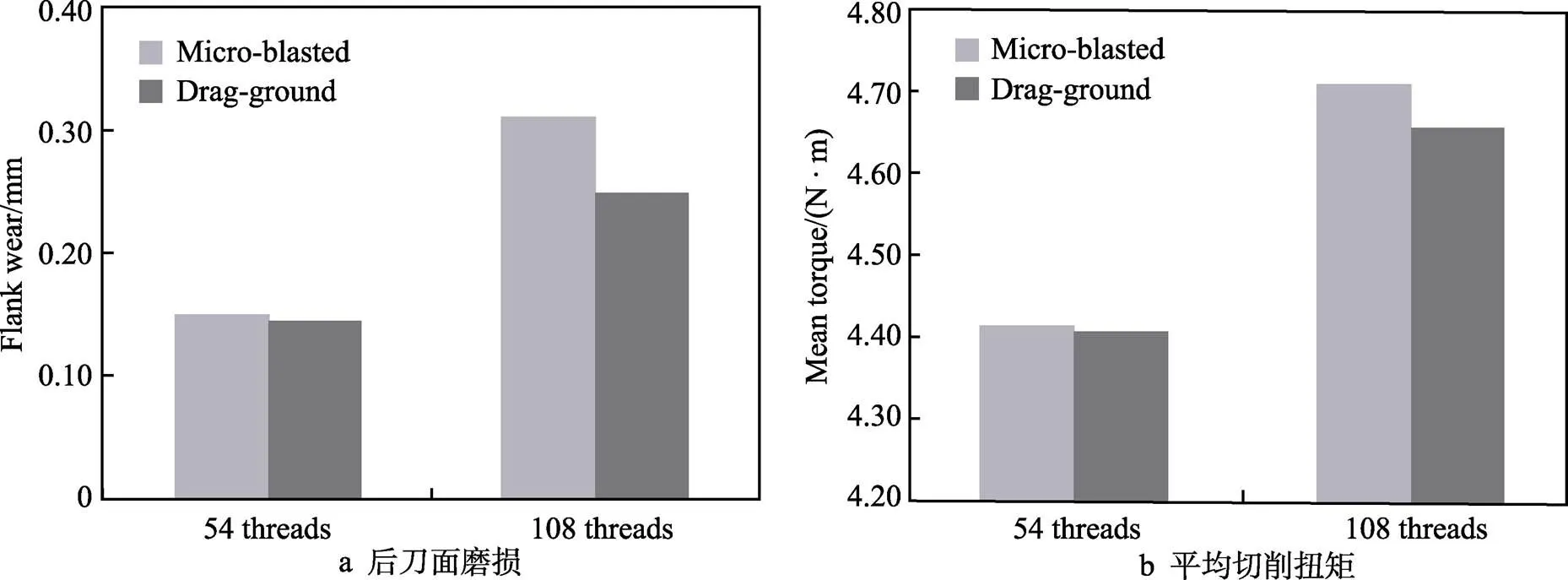
图6 微喷砂与拽曳钝化丝锥加工性能对比[43]
3.2 表面涂层处理
由前文可知,钝化工艺可以有效改善丝锥刃口质量,在一定程度上提升丝锥的切削性能,但是仅依靠钝化工艺无法满足现阶段的加工要求,因而涂层丝锥应运而生。PVD技术利用物理过程实现了物质转移,将原子或者分子由蒸发源转移到基体表面,赋予了基体更加优异的性能(硬度、耐磨性、耐蚀性等)。常见的PVD方法有真空蒸镀、电弧离子镀和磁控溅射镀膜等[46]。其中,电弧离子镀因离化率高、组织致密和结合强度高等优点成为市场上丝锥涂层的主流方法,但为了降低电弧离子镀涂层表面的微颗粒缺陷,磁过滤或机械过滤等技术应运而生,但由于沉积效率较低,在工业应用方面仍面临严峻挑战。高功率脉冲磁控溅射技术是丝锥涂层理想的制备方法之一,因离化率高、表面光滑、组织致密等特点而成为行业研究热点之一。过渡金属氮化物的硬度高、耐磨性优异,且与金属亲和性低,在丝锥表面涂覆氮化物陶瓷能有效降低切削力和切削热,提高丝锥加工寿命、产品质量与加工效率,是丝锥等刀具的主流涂层材料。
3.2.1 PVD氮化物涂层
由于丝锥的加工为低中速加工、半封闭式加工,TiN系涂层具有硬度高、耐磨性优异、摩擦因数低等优点,所以TiN系涂层被广泛应用于丝锥中,对丝锥的性能提升有较大帮助。Freitas等[47]在高速钢丝锥表面涂覆了一定厚度的TiN涂层,并对碳纤维复合材料进行了加工,研究发现,与未涂层丝锥相比,涂层丝锥的切削力和扭矩均更小,螺纹孔表面质量更高。赵立新等[48]对F205钢丝锥进行热处理后再沉积了TiN涂层,研究发现,基体中的碳化物含有与TiN相同的面心立方点阵结构,促进了TiN涂层沿(111)TiN晶面择优生长,从而提高了膜基结合力,减小了内应力,使TiN涂层具备更优性能,丝锥的使用寿命提高了2倍。邬本祥等[26]对TiN高速钢涂层丝锥切削性能进行了研究,通过建立寿命模型,验证了在合适的切削参数下,TiN涂层可以获得较长的切削寿命。Oliveira等[49]研究了不同结构的TiN涂层对丝锥切削性能的影响,结果表明,高硬度TiN-T1涂层丝锥的摩擦因数大,摩擦力大。与传统的TiN相比,低摩擦因数的传统TiN涂层丝锥的切削扭矩和摩擦力更小,丝锥的切削性能更高,不同的涂层切削力-时间曲线如图7所示。Carvalho等[50]研究了不同因素对丝锥切削性能的影响,结果表明,不同的底孔直径会影响涂层性能,偏小的底孔直径会使TiN涂层的丝锥切削力和扭矩不减反增,从而降低涂层性能。孔径和刀具类型的交互作用如图8所示。
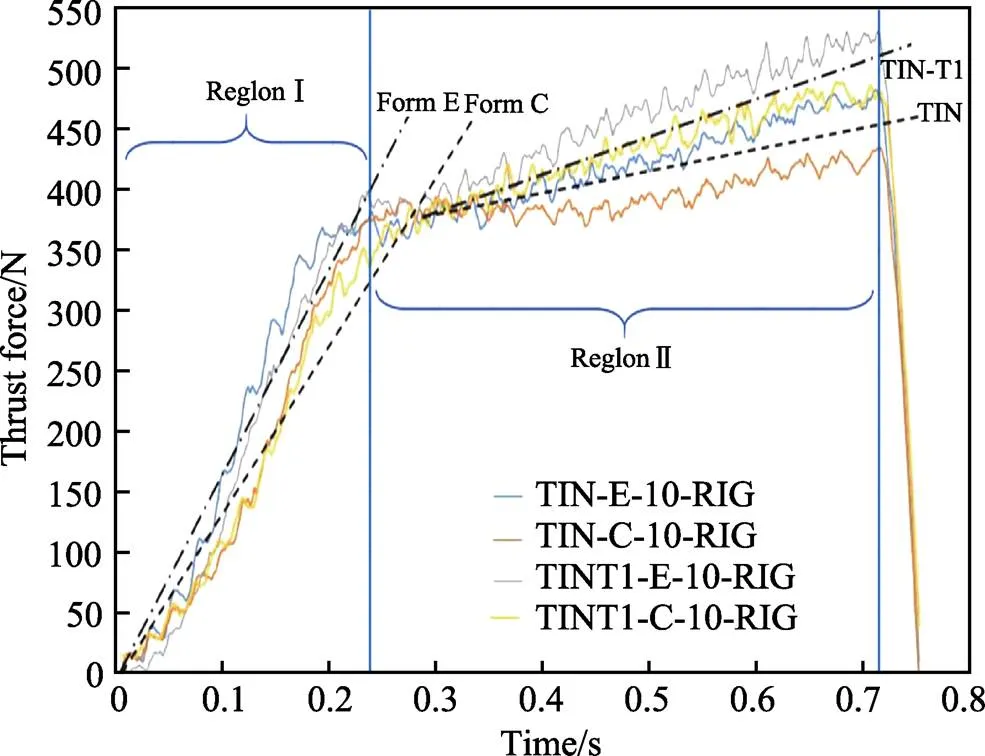
图7 不同的涂层切削力-时间曲线[49]
上述研究表明,TiN涂层能改善丝锥的切削性能,但由于其抗氧化性较差,随着对内螺纹加工效率和加工质量的要求越来越高,在较高的切削温度下易导致膜层氧化烧蚀严重,从而导致涂层失效。为了解决TiN涂层所遇到的问题,丝锥涂层也随着刀具涂层的发展而不断革新,开始朝着多元复合涂层方向发展,多元复合涂层具有更优异的性能。邬本祥等[51]在高速钢丝锥表面涂覆了TiN和AlTiSiXN涂层,研究发现,因添加了Si和微合金元素X,AlTiSiXN涂层呈现出由纳米晶镶嵌非晶基体组成的纳米复合结构,该涂层的硬度高且抗磨粒磨损性能优异,其丝锥加工寿命是TiN涂层丝锥加工寿命的4倍,且内螺纹孔的加工表面质量更高。戴翠丽[52]采用TiCN+TiN多元复合涂层的高速钢丝锥加工铸铁,研究发现,TiCN+TiN多元复合涂层提高了丝锥的寿命和加工效率。鲜广等[53]利用共溅射方法在高速钢表面沉积了TiCN涂层,并利用其涂层丝锥加工了40Cr钢,研究发现,在涂层与钢界面处形成了碳转移膜,能起到固体润滑和减磨作用,延长了丝锥寿命。徐涛[54]研究发现,利用TiAlCrN涂层丝锥加工Q345B钢时,其加工寿命是无涂层丝锥加工寿命的2倍,螺纹表面质量更高,且加工成本更低。Elosegui等[43]利用阴极电弧技术在丝锥表面沉积了不同类型的硬质涂层,并加工了奥氏体不锈钢和球墨铸铁,与AlTiN、AlCrSiN和AlTiSiN/TiN涂层相比,梯度结构的AlTiSiN-G涂层的综合性能更好,涂层丝锥后刀面磨损和切削扭矩更低,加工表面质量更佳。涂层性能如表4所示PVD氮化物涂层赋予了丝锥基体更加优异的性能,如高硬度、高耐磨性、抗氧化性和低摩擦因数等,降低了切削时的切削力、切削温度和切削扭矩,大大提升了丝锥的切削性能。随着对内螺纹孔加工要求的日益提高,传统的主流涂层(TiN、TiCN、TiSiN等)存在一些缺陷,如TiN、TiAlN涂层的抗氧化较差,TiCN涂层的摩擦磨损性能会随着温度的升高而急剧降低,无法满足丝锥的切削性能要求。
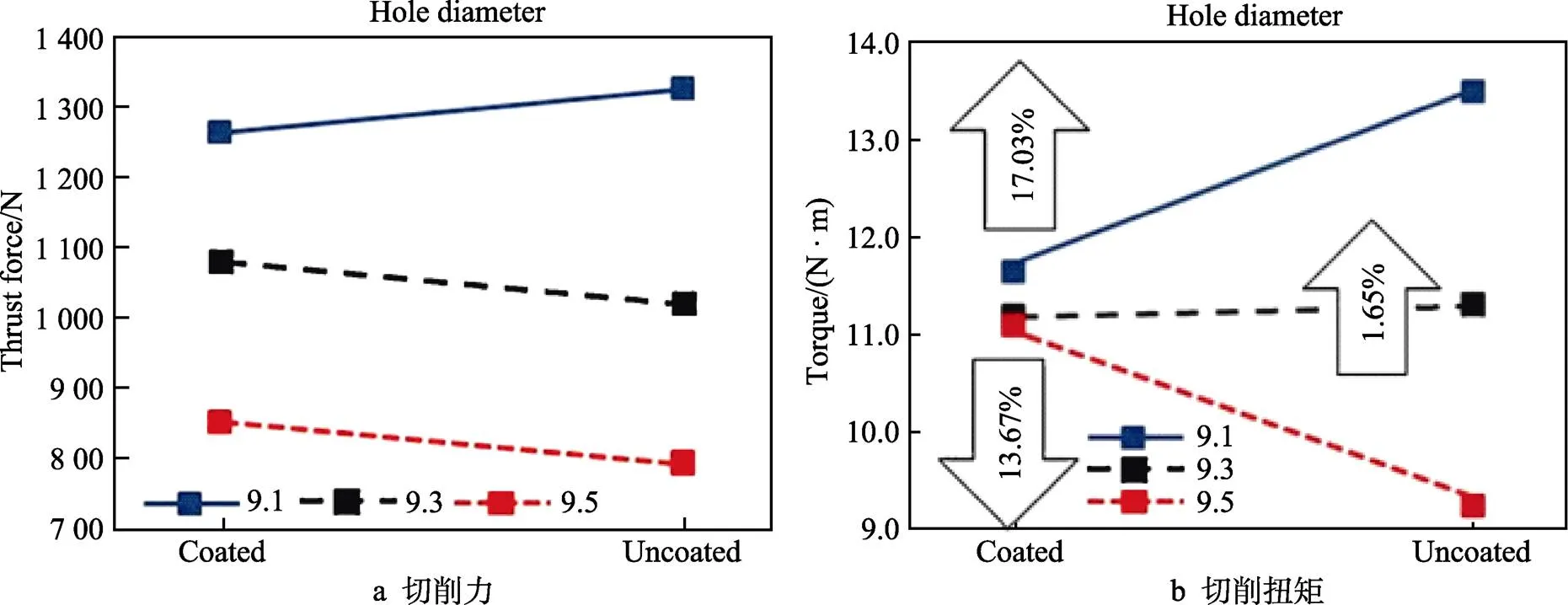
图8 孔径和刀具类型交互作用图[50]
表4 不同的涂层性质[43]

Tab.4 Different coating properties[43]
3.2.2 碳膜涂层
基于丝锥半封闭式的连续切削方式,学者们研究发现,低摩擦因数的碳膜涂层对提升丝锥的切削性能有良好的效果。Henderer等[55]利用阴极电弧和磁控溅射组合技术,在丝锥表面分别涂覆了TiSiN和TiN底层,在表面再沉积了CrC/C低摩擦因数的自润滑涂层,结果表明,CrC/C涂层的摩擦因数较低,抗黏结磨损性能较好;TiSiN涂层硬度比TiN涂层的更高,赋予了其表面CrC/C涂层更低的扭矩和更高的抵抗磨粒磨损抗力,如图9所示。Reiter等[56]对比研究了CrC、CrN、TiAlN、TiCN、AlCrN、DLC和WC/C涂层丝锥加工奥氏体不锈钢加工行为,具体涂层性能如表5所示。研究表明,涂层磨损率越小,对切削刃的保护越好,切削扭矩越稳定。其中,TiCN和AlCrN(70/30)涂层的丝锥加工性能最佳,而Cr基涂层(如CrC和CrN)的丝锥加工性能较差;与碳涂层(DLC、WCC等)相比,TiCN和其他Cr基涂层(除CrC外)的抗黏结效果更好。基于上述研究结果,发现奥氏体不锈钢加工的涂层丝锥同时兼具优异的耐磨性、摩擦性能、抗黏附性等性能。
Steininger等[57]系统研究了TiCN、CrN、SCiL- TiCN、TiB2和DLC等涂层丝锥加工铝硅合金过程中的工艺稳定性,研究发现,涂层丝锥加工性能与黏结磨损效果紧密相关,DLC涂层的摩擦因数低且抗黏结磨损效果优异,其涂层丝锥加工表面质量高且抗黏结磨损性能优异。Klocke等[58]对新型CROMTIVIc2涂层丝锥及TiCN涂层丝锥进行了对比,CROMTIVIc2涂层结构如图10所示,结果表明,CROMTIVIc2涂层为碳基涂层系统,其摩擦因数低,磨损程度低,与传统TiCN涂层相比,加工钛合金时的扭矩、丝锥磨损、切削温度更低,丝锥寿命更长。
Bhowmick等[59]研究发现,DLC的摩擦因数低,能抑制铝在丝锥表面的黏附,使涂层丝锥加工时的扭矩更加稳定。Piska等[60]研究了TiN+DLC复合涂层丝锥,由于DLC涂层的摩擦因数较低,在丝锥反转时可以抑制刀具材料的黏附,从而提高内螺纹质量。Jin等[61]利用磁增强的电弧离子镀技术在丝锥表面沉积了c-BN涂层,并与传统的硬质膜涂层丝锥进行了对比,研究发现,c-BN涂层的摩擦因数低,能有效防止黏结、降低攻丝阻力、提高丝锥使用寿命和螺纹加工表面质量。韩荣第等[62]将硬质涂层和软涂层结合,对无涂层、TiN、TiCN-WS2的3种丝锥进行了丝锥切削测试,结果表明,三者中摩擦因数最低的TiCN-WS2的螺纹切削扭矩最小、加工质量最好。Gil等[63]对TiN、TiCN、TiAlN和TiAlN+WC/C 4种涂层的切削性能进行了比较,研究发现,TiN、TiCN、TiAlN和TiAlN+WC/C涂层均减少了丝锥的磨损,不同类型的丝锥磨损情况如图11所示,但是由于TiAlN+WC/C涂层表面存在润滑层WC/C,其摩擦因数低,该涂层切削时的切削扭矩和磨损更小,可以强化丝锥的切削性能。
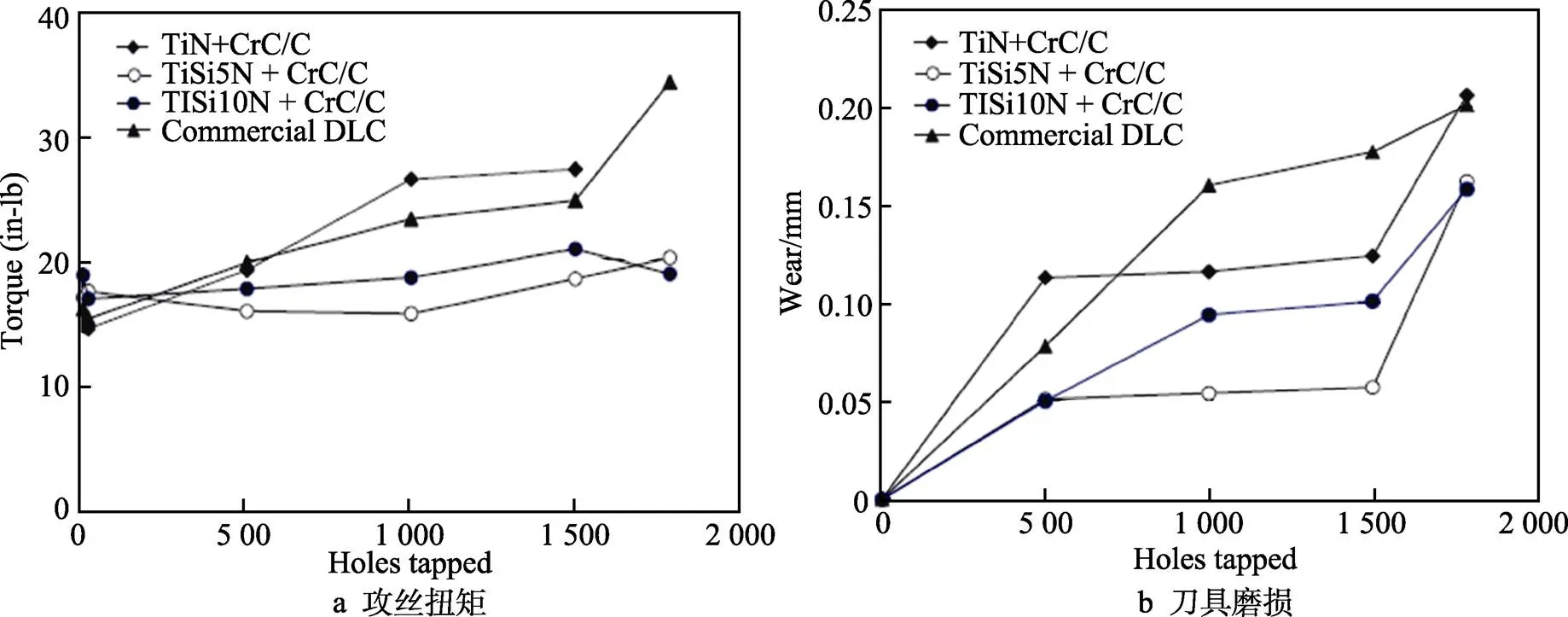
图9 涂层丝锥加工行为[55]
表5 不同的涂层性质[56]
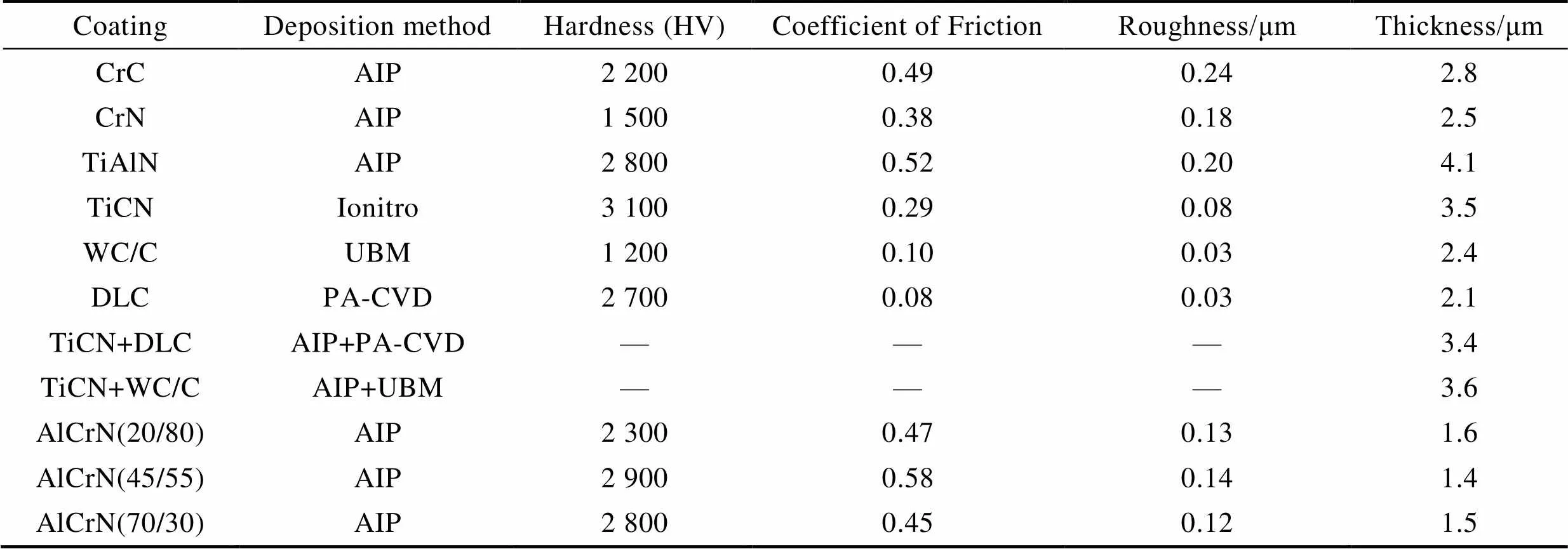
Tab.5 Different coating properties[56]
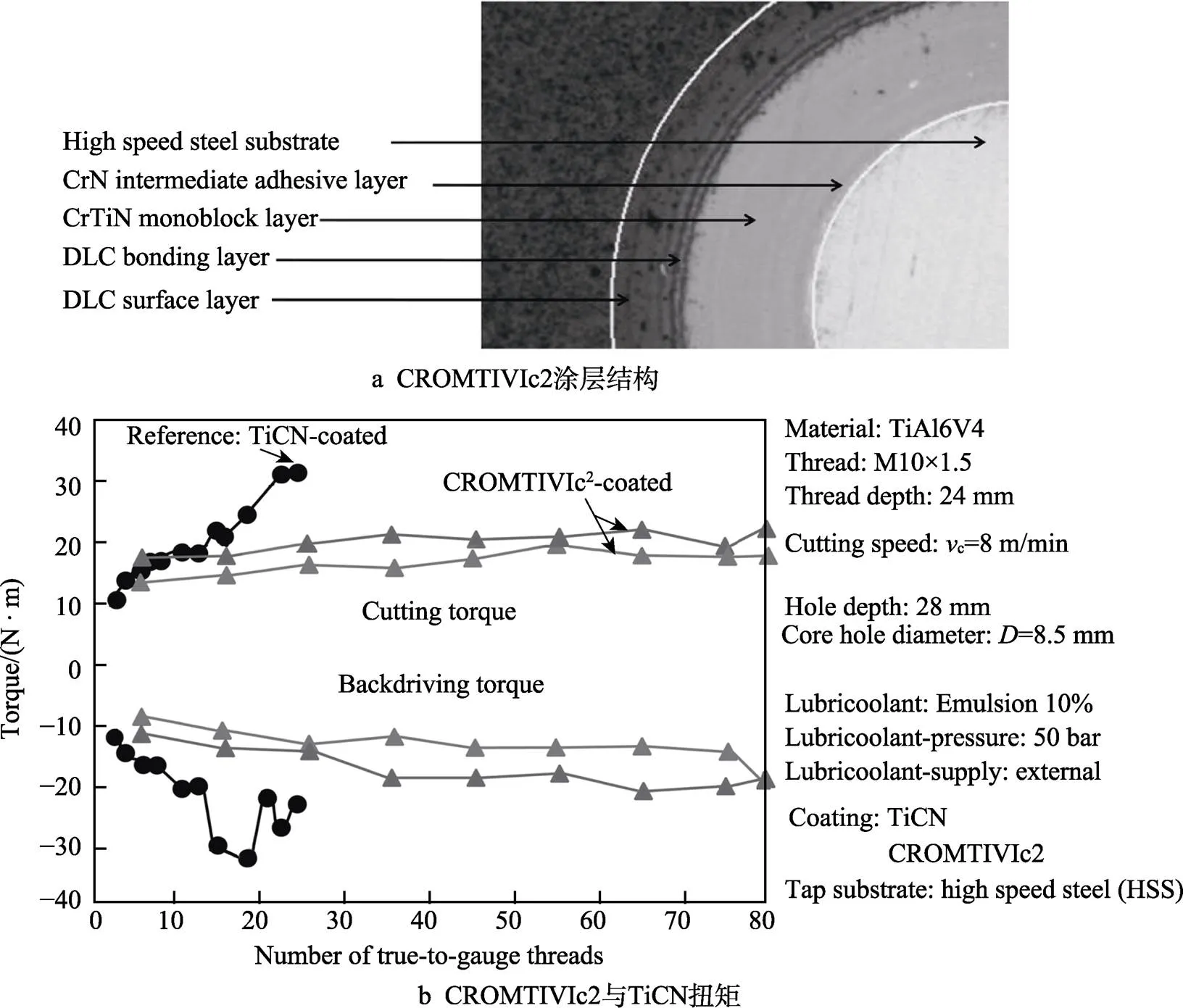
图10 不同涂层丝锥涂层结构及扭矩对比[58]
碳膜涂层如DLC、WC/C、CrC/C等具有较低的摩擦因数,使得丝锥基体具备一定的润滑性,在切削时可防止材料黏附,降低丝锥切削时的切削力和扭矩,从而提升丝锥的切削性能。但是碳膜涂层含有碳元素,在加工钢铁类材料时,与材料中的铁元素结合,会导致脱碳、磨损、涂层剥落等情况出现,因而更适合加工有色金属的内螺纹。
3.2.3 特殊薄膜
在丝锥表面涂覆一层金属或者非金属化合物涂层,可明显提升丝锥性能。研究者尝试利用特殊表面处理技术在丝锥表面涂覆特殊薄膜,以改善丝锥加工性能。Veldhuis等[64]在丝锥表面涂覆了一层润滑氟有机表面活性剂(如全氟聚醚、PFPE),研究发现,PFPE薄膜使丝锥表面的摩擦因数降低了18%,减少了丝锥与被加工材料之间的黏结,降低了攻丝时的扭矩,使丝锥的寿命提高了2倍。何建国等[65]在丝锥表面喷涂了含钼的润滑剂,研究发现,含钼润滑剂的丝锥的加工孔数和累计加工长度均是无涂层丝锥的2.15倍,且攻丝时的切削热和扭矩均有所降低。Saito等[66]利用化学法分别沉积了Ni-P/cBN和Ni-P/SiC涂层,并与PVD沉积的TiCN进行了比较,结果表明,Ni-P/c-BN和Ni-P/SiC涂层比TiCN涂层的摩擦因数更低,丝锥表面磨粒引起的犁沟进一步增大了前后刀面与切屑接触面的界面摩擦,导致切屑更易排除,切屑卷曲直径更小,即使在高速切削下也能有效防止切屑缠结,如图12所示。Korhonen等[67]利用超短脉冲激光沉积技术和两相电化学技术在丝锥表面分别沉积了金刚石涂层(AD,见图13a)与铬-纳米金刚石涂层。在干式攻丝时,由于金刚石与加工铝合金材料的界面结合力比较低,2种金刚石涂层丝锥均表现出良好的抗黏结效果(见图13b~c),而无涂层丝锥表面发生了明显的黏结(见图13d)。此外,AD涂层的平均扭矩较无涂层丝锥的降低了37%~51%,较CND涂层的降低了19%,切削性能更佳。
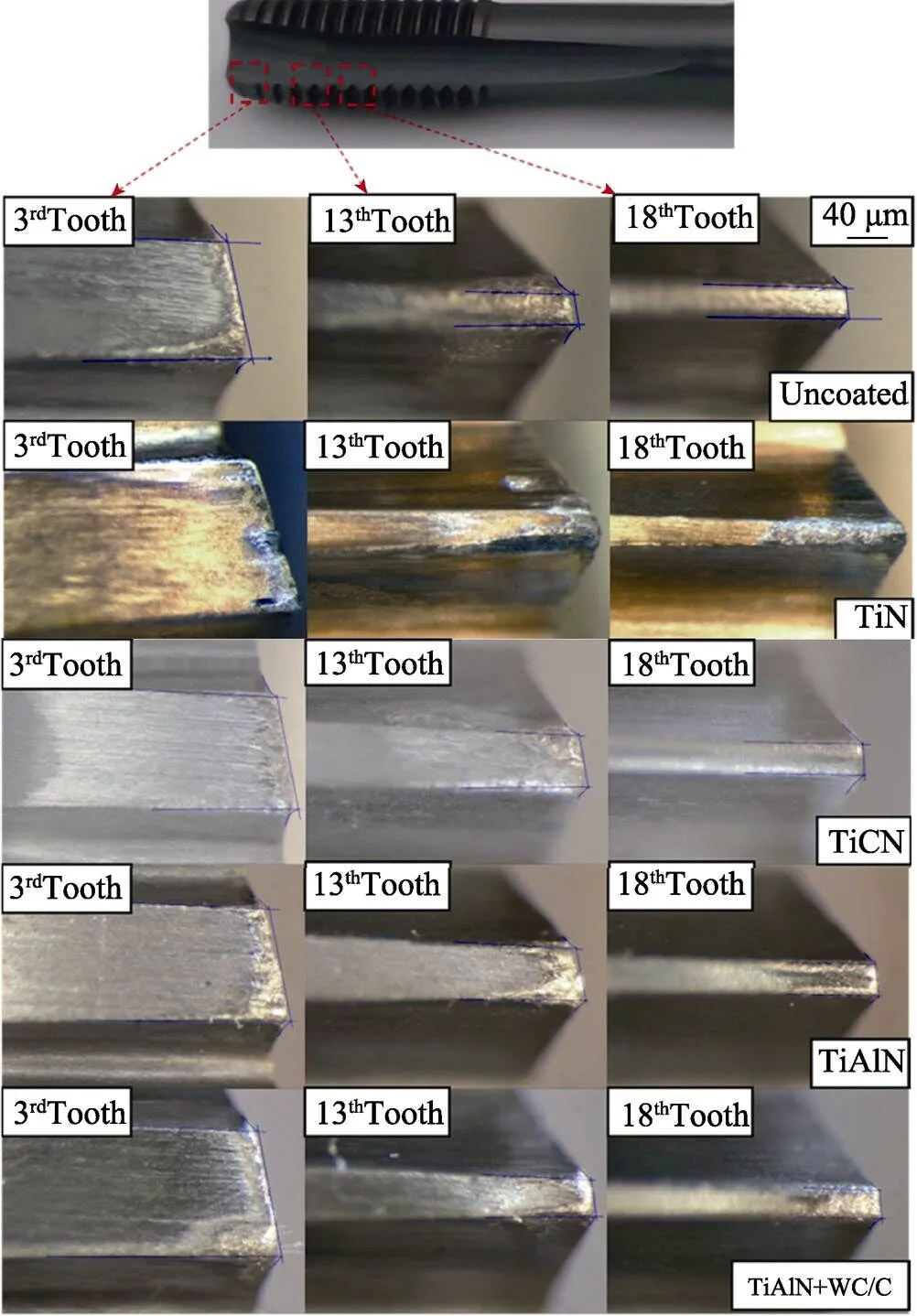
图11 不同类型丝锥后刀面磨损图[63]
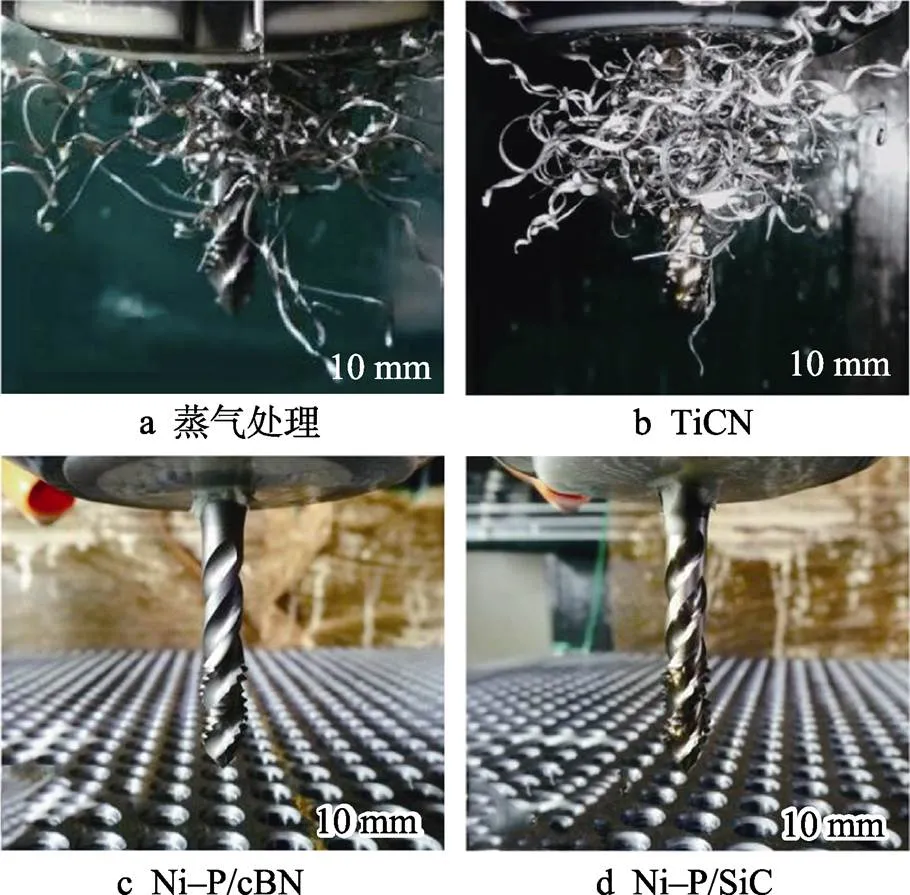
图12 不同涂层丝锥切削加工50个螺纹孔后的图片[66]

图13 不同涂层丝锥加工刃口表面SEM形貌像[67]
目前,添加涂层是提高丝锥服役寿命的常用策略。例如:PVD氮化物涂层具备硬度高、抗磨粒磨损、摩擦因数低等性能;特殊润滑型薄膜具备自润滑性、低摩擦因数等性质,可以减小螺纹切削时的摩擦、阻止黏结、降低切削温度和切削扭矩、减小刀具磨损,并防止积屑瘤产生,从而可以提升丝锥的切削性能。但是涂层丝锥依然存在许多问题,Gil等[68]针对加工球墨铸铁的丝锥磨损机理进行了研究,结果表明,丝锥磨损的最严重部位位于最后一个切削齿和第一个成形齿之间,主要的磨损形式为黏结磨损,此外,涂层剥落也是攻丝过程中的主要失效方式之一。Barooah等[69-70]针对涂层挤压丝锥的磨损进行了研究,结果表明,主要的磨损为涂层剥落、黏结磨损和磨粒磨损,如图14所示。Fernandes等[71]针对铝合金内螺纹加工的磨损机理进行了研究,研究表明,在加工过程中,丝锥存在DLC涂层剥落,切削丝锥入口处铝黏结、塑性变形和侧面磨损均较为严重。
上述研究表明,涂层丝锥也存在严重的黏结磨损和磨粒磨损,而涂层丝锥最主要的失效方式为涂层剥落。涂层剥落后基体的裸露加速了失效,并且涂层剥落后由于涂层本身存在脆性,在半封闭式的加工环境中可以作为较硬的磨粒[72],从而增大攻丝扭矩、切削力、内螺纹表面粗糙度等。造成涂层剥落最主要的原因为丝锥基体表面存在一定的缺陷,膜基结合力较差。此外,黏结磨损也会导致涂层与基体分离,从而导致丝锥涂层剥落。
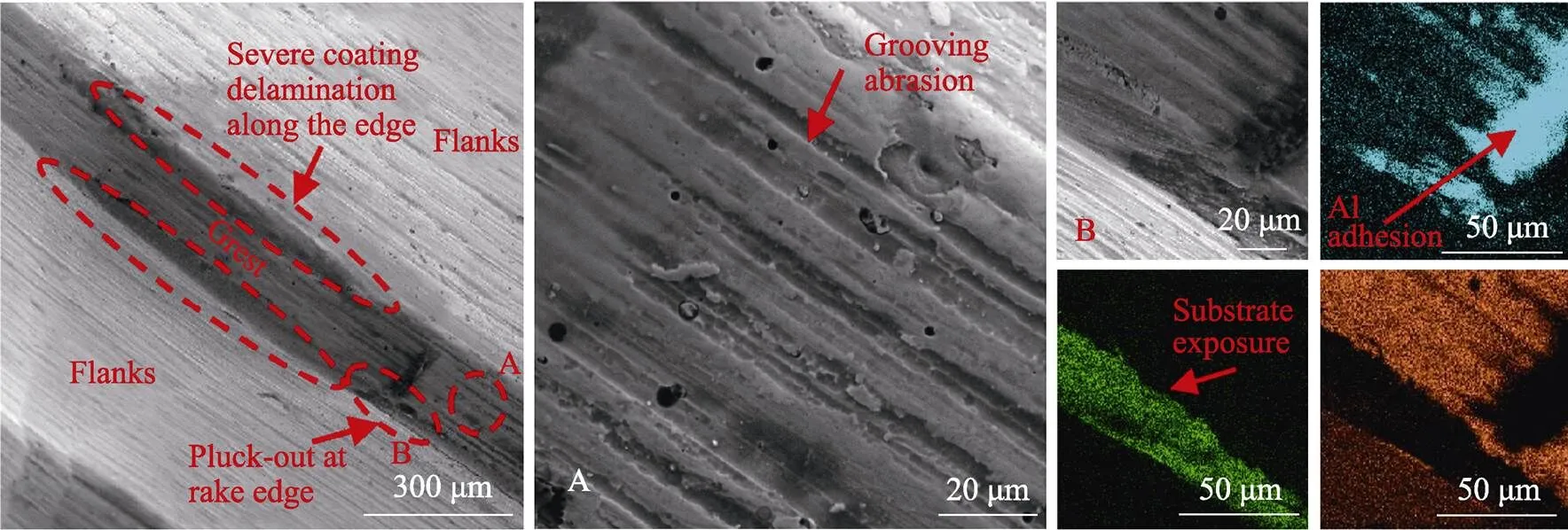
图14 丝锥磨损失效图[69]
现阶段的丝锥涂层研究仍存在许多问题,仍需进一步探索不同涂层与不同类型丝锥、不同加工材料的适配性及其失效机理。因此,要想大幅度提高涂层丝锥的切削性能,需提升膜基结合力、对PVD涂层成分和组织结构进行重新设计,如沉积硬度和结合力高的支撑层,表面涂覆硬度高、表面光滑和与钢基体亲和性低的自润滑涂层,进而改善涂层丝锥加工时的加工特性,从而达到丝锥提质延寿的要求。
4 丝锥提质延寿新途径
综上可知,无论是刃口钝化、PVD涂层还是碳膜涂层,均对提升丝锥切削性能有重要意义。但如果丝锥涂层膜基结合力差,将导致涂层剥落、使基体裸露。结合丝锥的加工方式和特点,丝锥和切屑恶劣的接触行为会造成严重的材料黏附情况,最终导致丝锥失效,因而丝锥服役性能的提升主要在于改变切屑与刀具的接触行为和提高抗黏接性能及涂层膜基结合力,进一步优化涂层的成分和结构等。综合现阶段的表面处理技术,本文提出了除钝化处理、PVD涂层外的两大新途径:表面微/纳织构处理技术及高熵合金涂层,以期为后续丝锥的提质延寿提供一个方向。
4.1 表面微/纳织构
近年来,相关学者认为微织构可以对表面的摩擦学特性、力学特性等有重要的调控作用[73]。在刀具上利用激光加工技术、电火花技术、离子刻蚀技术以及机械微磨削加工出具有不同形状尺寸和分布特征的微凹坑、沟槽等阵列结构时[74],合理的微织构可以有效改善刀具与材料表面的接触方式和润滑方式,其减摩机理主要有3个方面[75-79]:减小刀具与切屑间的接触长度和面积,降低切削力和切削温度;有效地存储润滑剂,有助于实现微量润滑;收集磨屑,改善磨粒磨损行为。减磨机理如图15所示。

图15 刀具磨损机理[79]
相关研究发现,微织构除了可以改善刀-屑界面的接触特征、减少材料黏附外,还可以改善基体的表面状态,改变基体表面的粗糙度,增大膜-基结合界面接触面积,增大涂层与基体之间的咬合力,从而提升涂层的结合力[79-80]。Zhang等[81]研究发现,涂层中通常具有较高的残余应力,而具有微/纳复合的织构凹槽可以分散涂层的内应力和摩擦接触角,从而使涂层具有优异的结合力,涂层与基体界面咬合示意图如图16所示。Liu等[82]研究发现,表面纳米级微织构可以增大界面面积和降低涂层弹性模量进而改变表面结构、提高膜基结合力,在涂层剥落后纳米级微织构表现出衍生切削,进而使刀具具备更好的侧面耐磨性,如图17所示。
上述关于微/纳织构的研究均在车刀、铣刀等其他刀具上得到了较好的应用,说明微/纳织构对改善刀-屑界面的接触特征及摩擦磨损性能、减少材料黏附、提升膜基结合力等有重要意义。丝锥加工时,刃口与被加工材料接触面发生剧烈的摩擦,刃口处切削温度剧增,材料黏附严重而致使扭矩瞬间增大,最终导致丝锥折断失效。因此,在丝锥中引入微/纳织构,将能较好地改善丝锥加工过程中刀-屑界面的接触特征,改变其摩擦磨损性能,减少材料黏附,从而改善切削过程中由于黏结磨损而产生的扭矩增大、丝锥失效等情况。此外,引入微/纳织构能够有效提高涂层与基体的结合力,大幅度延迟涂层丝锥的服役寿命。然而,目前有关丝锥表面微/纳织构的研究至今尚未见报道,但微/纳织构在车刀、铣刀等切削刀具的应用可为高性能丝锥的开发提供依据。

图16 涂层与基体界面咬合示意图[81]

图17 不同刀具横界面组织[82]
4.2 高熵合金涂层
高熵合金涂层是现阶段表面工程领域一个新的研究热点,作为材料领域的三大突破之一,高熵合金一般由5种或5种以上的合金元素以等摩尔比或近等摩尔比配比组成,由于受到高熵效应、缓慢的原子扩散效应、严重的晶格扭曲效应以及鸡尾酒效应等高熵四大核心效应的影响[83],同时高熵合金氮化物、碳化物等含有金属键、离子键和共价键,因此,高熵合金涂层表现出比传统涂层更优异的综合力学性能,如高硬度和弹性模量、优异的耐腐蚀性能、高耐磨损性能和高热稳定性能等[84],而且可以根据不同工况的需求,制备相应的高熵合金涂层。
目前针对高熵合金氮化物涂层的研究主要包括FeCoNi基[85]、TiZr基[86]和AlCrTi基[87]。Chen等[88-89]研究了CrN-AlCrN-AlCrTiSiN梯度高熵氮化物涂层,该涂层的硬度高达36 GPa,涂层可承受1 100 ℃高温,且表现出高红硬性(27 GPa),与AlCrN、AlTiN等传统涂层相比,该涂层具有更好的耐热、抗热疲劳与耐腐蚀性能,较高的硬度和弹性模量可以有效降低涂层的磨损率。AlCrTi基高熵合金氮化物涂层表现出更高的红硬性、热稳定性和抗高温氧化性。高的红硬性和热稳定性确保涂层刀具具有优异的抗磨粒磨损性能;高的抗高温氧化性能确保涂层刀具具有优异的抗氧化磨损性能,同时,氧化膜与钢材具有低的亲和性,能有效改善涂层刀具的抗黏结磨损性能。
目前,高熵合金氮化物涂层在刀具中的研究主要集中在车刀、铣刀等,而关于丝锥涂层的研究仅局限于市场主流的传统涂层。高熵合金氮化物涂层具备优异的综合性能,如AlCrTi基高熵合金氮化物涂层具有高硬度和弹性模量、优异的耐腐蚀性能、高耐磨损性能和高热稳定性能。通过加强高熵涂层的相关理论以及合理设计合金成分组元和涂层工艺,能够获得与丝锥相适应的高性能新型高熵合金氮化物涂层。如添加Nb、W等元素提高涂层的硬度和红硬性;添加Al和Cr元素提高涂层的抗高温氧化性能;添加Si元素,有助于形成纳米结构,提高涂层的硬度;添加V和Mo元素可以在摩擦界面上形成自润滑特性的V2O5和MoO3,起减磨作用[90]。因此,高熵合金氮化物涂层丝锥具有很深远的研究意义和较好的发展前景,可为丝锥后续的涂层表面处理技术提供一个新的研究方向。
5 结语与展望
丝锥是一种内螺纹加工的专用刀具。经过长期发展,根据被加工材料的性质,丝锥主要分为四大类。随着不锈钢、钛合金、淬硬钢、镍基高温合金等典型难加工材料的广泛应用,攻丝工况越加苛刻,这对丝锥性能提出了更高的要求。截至目前,PVD技术和钝化技术是市场上丝锥主流表面处理技术。单一表面处理技术的缺点比较明显:PVD涂层脆性大,刃口区易出现微崩刃;涂层与基体结合力较低,攻丝时涂层易剥落,剥落涂层碎片充当磨料,加速切削刃的磨损;PVD涂层成分和组织结构直接决定了涂层的力学物理和化学性能,最终影响了涂层丝锥加工性能;PVD涂层表面的硬质微颗粒,在切削时会对涂层产生强烈的剪切作用,产生磨粒磨损。钝化处理难以大幅度提高丝锥表面硬度和耐磨性,改善丝锥耐磨性能。基于此,未来丝锥表面处理技术的研究方向可以概括为:1)利用现有的钝化工艺,寻找出与不同类型丝锥适配的钝化工艺,获得合适的刃口形貌;2)利用激光加工等技术,在丝锥刃口表面上加工出不同形状尺寸的微/纳织构,从而改变丝锥的刀-屑接触行为,提升抗黏结性能,提高涂层膜基结合力,从而提升丝锥切削性能;3)结合丝锥的加工方式和特点,对应用于丝锥的主流涂层组织成分和结构进行优化和设计,并研究高熵涂层相关理论,开发适用于丝锥的高熵合金氮化物涂层;4)探索出多种表面处理技术复合的工艺,如丝锥基体钝化前处理、表面微织构、PVD涂层优化设计与制备和涂层后抛光处理,进而获得一种表面硬度、耐磨性和结合力高以及表面光洁的自润滑PVD涂层,以大幅度提高丝锥抗磨损性能、加工性能,实现内螺纹孔高效高质和低成本加工。
[1] TSAO C C, KUO K L. Ultrasonic-assisted Vibration Tapping Using Taps with Different Coatings[J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 764- 768.
[2] PAWAR S, JOSHI S S. Experimental Analysis of Axial and Torsional Vibrations Assisted Tapping of Titanium Alloy[J]. Journal of Manufacturing Processes, 2016, 22: 7-20.
[3] BRANDÃO G L, SILVA P M D C, FREITAS S A D, et al. State of the Art on Internal Thread Manufacturing: a Review[J]. The International Journal of Advanced Manufacturing Technology, 2020, 110(11/12): 3445-3465.
[4] RIPOLL M R, TOMALA A M, TOTOLIN V, et al. Performance of Nano Lubricants Containing MoS2 Nanotubes during Form Tapping of Zinc-Coated Automotive Components[J]. Journal of Manufacturing Processes, 2019, 39: 167-180.
[5] OEZKAYA E, BIERMANN D. Segmented and Mathematical Model for 3D FEM Tapping Simulation to Predict the Relative Torque before Tool Production[J]. International Journal of Mechanical Sciences, 2017, 128/129: 695-708.
[6] OEZKAYA E, BIERMANN D. Development of a Geometrical Torque Prediction Method (GTPM) to Automatically Determine the Relative Torque for Different Tapping Tools and Diameters[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97(1/2/3/4): 1465-1479.
[7] DIAS L D, BRANDÃO L C, RIBEIRO F L M, et al. Processing of Threads on a Magnesium Alloy Using a Special Process[J]. Materials and Manufacturing Processes, 2014, 29(6): 748-753.
[8] CAO Teng-yun, SUTHERLAND J W. Investigation of Thread Tapping Load Characteristics Through Mechanistics Modeling and Experimentation[J]. International Journal of Machine Tools & Manufacture, 2002, 42: 1527- 1538.
[9] MA Y C, WAN M, YANG Y, et al. Dynamics of Tapping Process[J]. International Journal of Machine Tools and Manufacture, 2019, 140: 34-47.
[10] 郭伟民. 丝锥在加工中心上的选用[J]. 工艺与制造, 2020, 10: 102-105.GUO Wei-min. Selection of Taps in MC[J]. Technology and Manufacture, 2020, 10: 102-105.
[11] 何文学, 张加锋. 紫铜零件小尺寸螺纹孔的攻丝分析[J]. 机械工程师, 2015, 10: 208-210.HE Wen-xue, ZHANG Jia-feng. Analysis on Tapping the Small Size Threaded Hole of the Copper Parts[J]. Mechanical Egineer, 2015, 10: 208-210.
[12] 肖琦, 董向阳, 王树林, 等. 螺旋槽丝锥槽型参数优化及其攻丝过程分析[J]. 工具技术, 2019, 53(12): 63-66.XIAO Qi, DONG Xiang-yang, WANG Shu-lin, et al. Optimization of Groove Parameters and Analysis of Tapping Process of Spiral Groove Tap[J]. Tool Engineering, 2019, 53(12): 63-66.
[13] 高盈佳, 刘海涛, 薛锴. 螺旋槽丝锥槽型优化设计[J]. 工具技术, 2017, 51(5): 81-84.GAO Ying-jia, LIU Hai-tao, XUE Kai. Optimal Design of Flute and Cutting Experiment of Spiral Fluted Tap[J]. Tool Engineering, 2017, 51(5): 81-84.
[14] 谷美林, 史文, 刘慧娟. 螺旋槽丝锥的结构优化及有限元分析[J]. 工具技术, 2017, 51(2): 83-87.GUO Mei-lin, SHI Wen, LIU Hui-juan. Structural Optimization Design and Finite Element Analysis of Spiral Fluted Taps[J]. Tool Engineering, 2017, 51(2): 83-87.
[15] 高盈佳, 杨仕成, 薛锴. 螺尖丝锥的切削性能分析[J]. 工具技术, 2017, 51(9): 83-86.GAO Ying-jia, YANG Shi-cheng, XUE Kai. Cutting Performance Analysis of Spiral Pointed Taps[J]. Tool Engineering, 2017, 51(9): 83-86.
[16] 王宗伟, 董向阳, 王树林, 等. 螺尖丝锥槽型几何参数对攻丝的影响[J]. 工具技术, 2020, 54(1): 73-76.WANG Zong-wei, DONG Xiang-yang, WANG Shu-lin, et al. Influence of Geometric Parameters of Screw Taper Groove on Tapping[J]. Tool Engineering, 2020, 54(1): 73-76.
[17] 刘作庆, 刘拥军, 张建周. 挤压丝锥的应用[J]. 工具技术, 2012, 46(4): 65-67.LIU Zuo-jun, LIU Yong-jun, ZHANG Jian-zhou. The Application of Form Taps[J]. Tool Engineering, 2012, 46(4): 65-67.
[18] LI Y Y, ZHAO S D. Numerical Analysis on the Key Technology in Extrusion Tapping of Internal Thread[J]. Advanced Materials Research, 2011(341/342): 436-441.
[19] FROMENTIN G, BIERLA A, MINFRAY C, et al. An Experimental Study on the Effects of Lubrication in Form Tapping[J]. Tribology International, 2010, 43(9): 1726- 1734.
[20] 刘义权. 超高强度钢加工M3 mm盲孔丝锥的改制及应用[J]. 模具制造技术, 2020(6): 78-80.LIU Yi-quan. Modification and Application of M3 mm Blind Hole Tap Made of Ultra High Strength Steel[J]. Die & Mould Manufacture, 2020(6): 78-80.
[21] 黄小龙, 黎向锋, 左敦稳, 等. 挤压丝锥结构参数对内螺纹冷挤压成形过程扭矩的影响[J]. 工具技术, 2012, 46(10): 18-22.HUANG Xiao-long, LI Xiang-feng, ZUO Dun-wen, et al. Effect of Structural Parameters of Extrusion Tap on Torque during Forming Process of Internal Thread by Cold Extrusion[J]. Tool Engineering, 2012, 46(10): 18-22.
[22] AGAPIOU J S. Evaluation of the Effect of High Speed Machining on Tapping[J]. Journal of Engineering forIndustry, 1994, 116: 457-462.
[23] CHEN N M, SMITH A J R. Modelling of Straight-Flute Machine Tapping[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2011, 225(9): 1552-1567.
[24] 郝明. 数控刀具选用指南[M]. 北京: 机械工业出版社, 2014.HAO Ming. NC Tool Selection Guide[M]. Beijing: Mechanical Industry Press, 2014.
[25] 张善文, 贺强, 汤淋淋, 等. 内螺纹冷挤压丝锥失效试验研究[J]. 工具技术, 2018, 52(3): 103-106.ZHANG Shan-wen, HE Qiang, TANG Lin-lin, et al. Study on Tap Failure Test of Internal Thread by Cold Extrusion[J]. Tool Engineering, 2018, 52(3): 103-106.
[26] 邬本祥, 彭新海, 陈伦, 等. 涂层高速钢丝锥高速攻丝加工中的性能和寿命试验[J]. 工具技术, 2018, 52(3): 49-55.WU Ben-xiang, PENG Xin-hai, CHEN Lun, et al. Experimental Investigation and Tool Life of TiN Coated HSS Cutting Taps on High Speed Tapping Performance[J]. Tool Engineering, 2018, 52(3): 49-55.
[27] REGINALDO T C, RICARDO A, HUGO M W, et al. An Experimental Investigation on Wear Aspects of Tapping Operation on Hardened Steels[J]. Machining Science and Technology, 2006, 10: 235-250.
[28] 肖琦. 螺旋槽丝锥加工共性技术的研究[D]. 镇江: 江苏大学, 2020.XIAO Qi. Research on Generic Technology of Spiral Groove Tap Processing[D]. Zhenjiang: Jiangsu Universty, 2020.
[29] 沈中. 刀具涂层及其性能评价[D]. 上海: 上海交通大学, 2007.SHEN Zhong. Cutting Tool Coating and Its Performance Evaluation[D]. Shanghai: Shanghai Jiao Tong University, 2007.
[30] MONKA P, MONKOVA K, MODRAK V, et al. Study of a Tap Failure at the Internal Threads Machining[J]. Engineering Failure Analysis, 2019, 100: 25-36.
[31] 刘爱强, 张京, 王社权. 不同刃口钝化形貌对数控刀片切削性能的影响[J]. 金属加工(冷加工), 2019(1): 66-69.LIU Ai-qiang, ZHANG Jing, WANG She-quan. Influence of Different Edge Passivation Morphology on Cutting Performance of NC Blade[J]. Metal Working(Metal Cutting), 2019(1): 66-69.
[32] 何佳, 王诗凯. 大规格螺旋槽丝锥过切现象分析与试验[J]. 工具技术, 2017, 51(12): 98-100.HE Jia, WANG Shi-kai. Analysis and Cutting Test on Thread Over-Cut of Big Size Spiral Fluted Taps[J]. Tool Engineering, 2017, 51(12): 98-100.
[33] REN J, LI T, CHEN Z, et al. Optimization and Modeling of Radial Pitch Diameter Difference in Tapping of AISI H13[J]. Advances in Materials Science and Engineering, 2022, 9459881: 1-9.
[34] 刘永宏. 高速钢丝锥刀齿切削刃的电解强化技术的试验研究[D]. 哈尔滨: 哈尔滨工业大学, 2011.LIU Yong-hong. Experimental Research on the Enhanced Cutting Edges of Hss Taps with the Method of Electrolysis[D]. Harbin: Harbin Institute of Technology, 2011.
[35] 吕雁文. 高速钢丝锥刃口钝化参数优化及寿命试验研究[D]. 太原: 太原科技大学, 2015.LYU Yan-wen. Study on Optimization of Passivation Parameters and Life Test of Taper Cutting Edge of High Speed Steel Taps[D]. Taiyuan: Taiyuan University of Science and Technology, 2015.
[36] 吕雁文, 闫献国, 冯志阳, 等. 刃口钝化对高速钢丝锥耐磨性及寿命的影响[J]. 工具技术, 2015, 49(9): 9-13.LYU Yan-wen, YAN Xian-guo, FENG Zhi-yang, et al. Edge Passive Influence on High Speed Steel Tap Wear Resistance and Life[J]. Tool Engineering, 2015, 49(9): 9-13.
[37] 朱晓辉. 高速钢丝锥刃口钝化及攻丝试验研究[D]. 太原: 太原科技大学, 2014.ZHU Xiao-hui. Experimental Study on the Passivation and Tapping of the Tap Edge of High-Speed Steel Tap[D]. Taiyuan: Taiyuan University of Science and Technology, 2014.
[38] 闫献国, 李佳乐, 郭蕊, 等. 高速钢丝锥刃口钝化工艺研究[J]. 工具技术, 2018, 52(9): 55-60.YAN Xian-guo, LI Jia-le, GUO Rui, et al. Study on Passivation Process of High-speed steel Taps' Cutting Edge[J]. Tool Engineering, 2018, 52(9): 55-60.
[39] 冯志阳, 陈玉华, 李俊吉, 等. 深冷与钝化处理对高速钢丝锥使用寿命的影响[J]. 工具技术, 2016, 50(11): 45-47.FENG Zhi-yang, CHEN Yu-hua, LI Jun-ji, et al. Effect of Service Life of HSS Taps with Cryogenic and Passivation Treatment[J]. Tool Engineering, 2016, 50(11): 45-47.
[40] 付健巍, 王春燕, 闫献国, 等. 刃口钝化对高速钢丝锥可靠性的研究[J]. 工具技术, 2017, 51(4): 38-43.FU Jian-wei, WANG Chun-yan, YAN Xian-guo, et al. Research of Edge Passivation on Reliability of High Speed Steel Tap[J]. Tool Engineering, 2017, 51(4): 38-43.
[41] BASSETT E, KOHLER J, DENKENA B. On the Honed Cutting Edge and Its Side Effects during Orthogonal Turning Operations of AISI1045 with Coated WC-Co Inserts[J]. CIRP Journal of Manufacturing Science and Technology, 2012, 5(2): 108-126.
[42] 张明, 刘海涛, 薛锴. 挤压丝锥的工艺优化与应用[J]. 工具技术, 2017, 51(10): 101-103.ZHANG Ming, LIU Hai-tao, XUE Kai. Technological Optimization and Application on Forming Taps[J]. Tool Engineering, 2017, 51(10): 101-103.
[43] ELOSEGUI I, ALONSO U, LOPEZ L L N. PVD Coatings for Thread Tapping of Austempered Ductile Iron[J]. The International Journal of Advanced Manufacturing Technology, 2017, 91(5/6/7/8): 2663-2672.
[44] 徐和平, 邬本祥, 陈伦, 等. 高硬高强度钢专用丝锥的开发与应用[J]. 工具技术, 2020, 54(9): 56-59.XU He-ping, WU Ben-xiang, CHEN Lun, et al. Development and Application of Taps for Hardened Ultra-high Strength Steels[J]. Tool Engineering, 2020, 54(9): 56-59.
[45] FUKUI Y, YAMAKAWA K. Tap Cutting Performance Improvement by Granular Abrasive Grain Polishing[J]. Key Engineering Materials, 2004, 257/258: 571-574.
[46] 王成勇, 邓阳, 何醒荣, 等. 微细钻铣刀具表面涂层制备及应用研究进展I[J]. 硬质合金, 2019, 36(1): 1-13.WANG Cheng-yong, DENG Yang, HE Xing-rong, et al. Fabrication and Application Research of Surface Coatings on Micro-Drills and Micro-Milling Tools (I)[J]. Cemented Carbide, 2019, 36(1): 1-13.
[47] FREITAS S A, VIEIRA J T, FILHO S L M R, et al. Experimental Investigation of Tapping in CFRP with Analysis of Torque-Tension Resistance[J]. The International Journal of Advanced Manufacturing Technology, 2019, 104(1/2/3/4): 757-766.
[48] 赵立新, 郑立允, 陈亦仁, 等. 离子镀提高W4Mo3 Cr4VSiN钢制丝锥使用寿命的研究[J]. 机械工程材料, 2006, 30(5): 69-71.ZHAO Li-xin, ZHENG Li-yun, CHEN Yi-ren, et al. Ion Plating to Improve Service Life of W4M03Cr4vSiN Steel Tap[J]. Materials for Mechanical Engineering, 2006, 30(5): 69-71.
[49] OLIVEIRA J A, RIBEIRO F S L M, BRANDÃO L C. Investigation of the Influence of Coating and the Tapered Entry in the Internal Forming Tapping Process[J]. The International Journal of Advanced Manufacturing Technology, 2018, 101(1/2/3/4): 1051-1063.
[50] CARVALHO A O, BRANDÃO L C, PANZERA T H, et al. Analysis of Form Threads using Fluteless Taps in Cast Magnesium Alloy (AM60)[J]. Journal of Materials Processing Technology, 2012, 212(8): 1753-1760.
[51] 邬本祥, 彭新海, 徐启明, 等. PVD+微合金化涂层AlTiSiXN在C70+S6材料连杆攻丝中的应用[J]. 工具技术, 2016, 50(8): 70-72.WU Ben-xiang, PENG Xin-hai, XU Qi-ming, et al. Application of PVD Coating AlTiSiXN on Threading Connecting-Rods Based on C70S6 Steel[J]. Tool Engineering, 2016, 50(8): 70-72.
[52] 戴翠丽. PVD高性能超硬涂层刀具的应用[J]. 科技视界, 2012, 29: 159-163.DAI Cui-li. Application of PVD High Performance Super Hard Coating Tool[J]. Science & Technology Vision, 2012, 29: 159-163.
[53] 鲜广, 赵海波, 范洪远, 等. 石墨靶和钛靶共溅射制备的TiCN薄膜的结构和性能[J]. 真空科学与技术学报, 2015, 35(5): 614-619.XIAN Guang, ZHAO Hai-bo, FAN Hong-yuan, et al. Growth of TiCN Coatings by Co-Sputtering of Graphite and Titanium Targets[J]. Chinese Journal of Vacuum Science and Technology, 2015, 35(5): 614-619.
[54] 徐涛. PVD涂层技术在高速钢刀具上的应用[J]. 金属加工, 2016, 11: 59-60.XU Tao. Application of PVD Coating Technology on High-Speed Steel Cutting Tools[J]. Metal Working, 2016, 11: 59-60.
[55] HENDERER W, XU F. Hybrid TiSiN, CrC/C PVD Coatings Applied to Cutting Tools[J]. Surface and Coatings Technology, 2013, 215: 381-385.
[56] REITER A E, BRUNNER B, ANTE M, et al. Investigation of Several PVD Coatings for Blind Hole Tapping in Austenitic Stainless Steel[J]. Surface and Coatings Technology, 2006, 200(18/19): 5532-5541.
[57] STEININGER A, SILLER A, BLEICHER F. Investigations Regarding Process Stability Aspects in Thread Tapping Al-Si Alloys[J]. Procedia Engineering, 2015, 100: 1124-1132.
[58] KLOCKE F, GERSCHWILER K, SCHIFFLER M, et al. Adapted DLC Coatings for Increasing Tapping Performance in TiAl6V4[J]. Material Wissenschaft und Werkstofftechnik, 2013, 44(8): 710-715.
[59] BHOWMICK S, LUKITSCH M J, ALPAS A T. Tapping of Al-Si Alloys with Diamond-like Carbon Coated Tools and Minimum Quantity Lubrication[J]. Journal of Materials Processing Technology, 2010, 210(15): 2142-2153.
[60] PISKA M, SLIWKOVA P. Surface Parameters, Tribological Tests and Cutting Performance of Coated HSS Taps[J]. Procedia Engineering, 2015, 100: 125-134.
[61] JIN M, WATANABE S, MIYAKE, et al. Trial Fabrication and Cutting Performance of c-BN-Coated Taps[J]. Surface and Coatings Technology, 2000, 133/134: 443-447.
[62] 韩荣第, 胡广义, 韩滨. 刀具涂层技术及涂层刀具切削性能的试验研究[J]. 现代金属加工技术, 2004(10): 17-19.HAN Rong-di, HU Guang-yi, HAN Bin. Experimental Investigation on Coating Technology and Cutting Performance of Coated Tool[J]. Modern Metal Working Technology, 2004(10): 17-19.
[63] GIL D V A, VEIGA F, PEREIRA O, et al. Threading Performance of Different Coatings for High Speed Steel Tapping[J]. Coatings, 2020, 10(464): 1-19.
[64] VELDHUIS S C, DOSBAEVA G K, BENGA G. Application of Ultra-thin Fluorine-content Lubricating Films to Reduce Tool/Workpiece Adhesive Interaction during Thread-Cutting Operations[J]. International Journal of Machine Tools and Manufacture, 2007, 47(3/4): 521-528.
[65] 何建国, 吴良佩. 高速钢机用丝锥新型涂层[J]. 工具技术, 2013, 47(10): 76.HE Jian-guo, WU Liang-pei. New Coating for High Speed Steel Machine Taps[J]. Tool Engineering, 2013, 47(10): 76.
[66] SAITO Y, TAKIGUCHI S, YAMAGUCHI T, et al. Effect of Friction at Chip-tool Interface on Chip Geometry and Chip Snarling in Tapping Process[J]. International Journal of Machine Tools and Manufacture, 2016, 107: 60-65.
[67] KORHONEN H, KOISTINEN A, LAPPALAINEN R. Improvements in the Thread Cutting Torque for A6082- T6 Aluminum-based Alloy with Tapping Tools Utilizing Diamond Coating[J]. Machining Science and Technology, 2018, 22(4): 696-728.
[68] GIL D V A, DIÉGUEZ P M, ARIZMENDI M, et al. Experimental Study of Tapping Wear Mechanisms on Nodular Cast Iron[J]. Procedia Engineering, 2015, 132: 190-196.
[69] BAROOAH R K, PAIVA J M, ARIF A F M, et al. Investigation on Wear Mechanisms of PVD Coatings for Form Taps in Threading of Al-Si Alloy[J]. Wear, 2021, 464/465: 203528.
[70] BAROOAH R K, ARIF A F M, PAIVA J M, et al. Wear of Form Taps in Threading of Al-Si Alloy Parts: Mechanisms and Measurements[J]. Wear, 2020, 442/443: 203153.
[71] FERNANDES G H N, LOPES G H F, BARBOSA L M Q, et al. Wear Mechanisms of Diamond-like Carbon Coated Tools in Tapping of AA6351 T6 Aluminium Alloy[J]. Procedia Manufacturing, 2021, 53: 293-298.
[72] 朱小清, 葛顺兰. TiN涂层丝锥易崩碎的原因分析[J]. 工具技术, 1996(2): 13-14.ZHU Xiao-qing, GE Shun-lan. Analysis of the Reasons for TiN Coated Taps to Collapse[J]. Tool Engineering, 1996(2): 13-14.
[73] 刘思思, 刘强, 刘金钢, 等. 表面微织构化石墨涂层对铝合金表面的协同减摩机理研究[J]. 表面技术, 2019, 48(8): 29-38.LIU Si-si, LIU Qiang, LIU Jin-gang, et al. Synergistic Antifriction Mechanism of Surface Micro-textured Graphite Coating on Aluminum Alloy Surface[J]. Surface Technology, 2019, 48(8): 29-38.
[74] 郭江, 王兴宇, 赵勇, 等. 微织构刀具制备技术及加工性能研究新进展[J]. 机械工程学报, 2021, 57(13): 172- 200.GUO Jiang, WANG Xing-yu, ZHAO Yong, et al. Recent Progress on Fabrication Technologies and Machining Performance of Textured Cutting Tools[J]. Journal of Mechanical Engineering, 2021, 57(13): 172-200.
[75] 刘伟, 刘顺, 梁桂强, 等. 微织构刀具切削性能及减摩效果的仿真分析[J].表面技术, 2022, 51(2): 338-346.LIU Wei, LIU Shun, LIANG Gui-qiang, et al. Finite Element Analysis on Cutting Performance and Friction Reduction Effect of Micro-Texture Tools[J]. Surface Technology, 2022, 51(2): 338-346.
[76] LI X, LI Y, TONG Z, et al. Enhanced Lubrication Effect of Gallium-based Liquid Metal with Laser Textured Surface[J]. Tribology International, 2019, 129: 407-415.
[77] OLLEAK A, ÖZEL T. 3D Finite Element Modeling based Investigations of Micro-textured Tool Designs in Machining Titanium Alloy Ti6Al4V[J]. Procedia Manufacturing, 2017, 10: 536-545.
[78] PANG M H, LIU X L, LIU K. Effect of Conical Micro- grooved Textureon Tool-chip Friction Property and Cutting Performance of WC-TiC/Co Cemented Carbide Tools[J]. Journal of Engineering Tribology, 2018, 233(5): 1-14.
[79] MENG Y, DENG J X, LU Y, et al. Fabrication of AlTiN Coatings Deposited on the Ultrasonic Rolling Textured Substrates for Improving Coatings Adhesion Strength[J]. Applied Surface Science, 2021, 550(1): 1-21.
[80] ZHANG K, GUO X, WANG C, et al. Effect of Scale and Sequence of Surface Textures on the Anti-adhesive Wear Performance of PVD Coated Tool in Dry Machining SLM-Produced Stainless Steel[J]. International Journal of Precision Engineering and Manufacturing-Green Technology, 2020, 8(5): 1571-1586.
[81] ZHANG K D, DENG J X, GUO X H, et al. Study on the Adhesion and Tribological Behavior of PVD TiAlN Coatings with a Multi-scale Textured Substrate surface[J]. International Journal of Refractory Metals& Hard Materials, 2018, 72: 292-305.
[82] LIU Y Y, DENG J X, LIU L, et al. Effect of Nano-scale Texture Pretreatment on Wear Resistance of WC/Co Tools with/without TiAlN Coated Flank-face in Dry Turning of Green Al2O3Ceramics[J]. Ceramics International, 2018, 44: 21176-21187.
[83] BRAIC V, VLADESCU A, BALACEANU M, et al. Nanostructured Multi-element (TiZrNbHfTa)N and (TiZrNbHfTa)C Hard Coatings[J]. Surface and Coatings Technology, 2012, 211: 117-121.
[84] 范其香, 林静, 王铁钢. 刀具涂层材料的最新研究进展[J]. 表面技术, 2022, 51(2): 1-19.FAN Qi-xiang, LIN Jing, WANG Tie-gang. The Latest Research Progress of Tool Coating Materials[J]. Surface Technology, 2022, 51(2): 1-19.
[85] LIU L, ZHU J B, ZHANG C, et al. Microstructure and the Properties of FeCoCuNiSnx High Entropy Alloys[J]. Materials Science & Engineering A, 2012, 548: 64-68.
[86] FIRSTOV S A, GORBAN V F, DANILENKO N I, et al. Thermal Stability of Superhard Nitride Coatings from High- Entropy Multicomponent Ti-V-Zr-Nb-Hf Alloy[J]. Powder Metallurgy & Metal Ceramics, 52(9/10): 560-566.
[87] YALAMANCHILI K, WANG F, SCHRAMM I, et al. Exploring the High Entropy Alloy Concept in (AlTiVNbCr) N[J]. Thin Solid Films, 2017, 636: 346-352.
[88] CHEN W L, YAN A, WANG C Y, et al. Microstructures and Mechanical Properties of AlCrN/TiSiN Nanomultilayer Coatings Consisting of Fcc Single-Phase Solid Solution[J]. Applied Surface Science, 2020(509): 145303.
[89] CHEN W L, HU T, WANG C Y, et al. The Effect of Microstructure on Corrosion Bhavior of a Novel AlCrTiSiN Ceramic Coating[J]. Ceramics International, 2020(46): 12584- 12592.
[90] WEI-LI LO, SHENG-YU HSU, YU-CHIA LIN, et al. Improvement of High Entropy Alloy Nitride Coatings (AlCrNbSiTiMo)N on Mechanical and High Temperature Tribological Properties by Tuning Substrate Bias[J]. Surface and Coatings Technology, 2020(401): 126247.
Research Progress on Surface Treatment of Thread Tap
1,1,1,1,2,3,1*
(1. Guangdong University of Technology, Guangzhou 510006, China; 2. Qingyuan Yuebo Technology Co., Ltd., Guangdong Qingyuan 511500, China; 3. Zhongkai University of Agriculture and Engineering, Guangzhou 510006, China)
Thread connection is one of the most common connection methods, which has been widely used in mold, aerospace, petrochemical, 5G communications, new energy vehicles and other industries. Tap is a special tool for small and medium-sized internal thread machining. It is almost the only effective process method for small thread hole machining. It is different from the traditional tools such as turning tools and milling cutters. It is closed for cutting and belongs to semi-closed and multi-cutting edge forming processing. Its quality directly affects the internal thread processing quality and processing efficiency. Starting from four common types of tap, the processing characteristics, processing materials and application scope of different taps are expounded and the geometric structures of taps are briefly introduced. Secondly, the common processing problems and failure forms of tap are introduced. Then, the effect of single surface treatment technology on the surface quality and processing performance of the tap is emphatically expounded, and the relationship between the surface treatment technology of the tap in China and abroad, including edge passivation, physical vapor deposition (PVD) nitride coating and special film and cutting performance is investigated. At the same time, the strengthening mechanism of different surface technologies is summarized, and the future prospect is put forward according to the research status in China and abroad.
Tap surface treatment technology mainly includes edge passivation, physical vapor deposition nitride coating, etc. The edge passivation greatly reduces or even eliminates the machining defects at the edge of the tap, and obtains the appropriate surface morphology of the edge. At the same time, it reduces the residual stress, improves the edge strength and fatigue resistance, reduces the surface roughness of the edge area, inhibits the generation of chip tumors, improves the wear resistance of the tap, and enhances the adhesion of the subsequent PVD coating. Good edge morphology and surface quality are of great significance to improve the cutting performance of the tap. PVD technology is the mainstream method to improve the machining performance of taps. For example, TiN, TiCN, TiSiN and other coatings have the advantages of high hardness, excellent wear resistance, and low affinity with metal, which can effectively reduce the cutting force and cutting heat. Improving the processing life of taps, product quality and processing efficiency can reduce the friction during thread cutting, prevent adhesion, reduce the cutting temperature and cutting torque, reduce tool wear, and prevent the formation of chip tumors, thereby improving the cutting performance of taps. However, spalling, adhesive wear and abrasive wear of PVD coating are the main factors affecting its life improvement.
Finally, the advantages and disadvantages of Chinese and foreign tap surface treatment technology are comprehensively analyzed, and a composite tap surface strengthening technology is proposed. Firstly, the passivation treatment is used to remove the defects such as processing lines, micro cracks and burrs at the edge, and the edge with appropriate arc radius is obtained. Secondly, the feature processing technology (mainly laser) is used to process different geometric patterns in the edge area, which greatly improves the bonding force of PVD coating, improves the friction characteristics of cutting edge and chip, and enhances the anti-adhesion performance. Finally, the composition and structure of PVD coating are designed to prepare PVD high entropy coating with strong anti-bonding and anti-abrasive wear. The above composite processing technology is expected to achieve high quality and efficient processing of internal thread hole, which is the development direction of improving the performance of the tap.
tap; failure mechanism; physical vapor deposition; passivation treatment; thread machining performance
2022-07-04;
2022-09-05
TG722
A
1001-3660(2023)10-0124-17
10.16490/j.cnki.issn.1001-3660.2023.10.009
2022-07-04;
2022-09-05
广东省重点研发计划(2020B010185001);国家自然科学基金(52301184);广东省自然科学基金(2022A1515010210,2022A1515110035);清远市科技项目(2022KJJH023);江西省重点研发项目(20212BBE53044)
The Key-Area Research and Development Program of Guangdong Province (2020B010185001); the National Natural Science Foundation of China (52301184); the Natural Science Foundation of Guangdong Province (2022A1515010210, 2022A1515110035); the Project of Science and Technology of Qingyuan City (2022KJJH023); the Key Research and Development Program of Jiangxi Province (20212BBE53044)
陈汪林, 李喆, 黄勇浩, 等. 螺纹丝锥表面处理研究进展[J]. 表面技术, 2023, 52(10): 124-140.
CHEN Wang-lin, LI Zhe, HUANG Yong-hao, et al. Research Progress on Surface Treatment of Thread Tap[J]. Surface Technology, 2023, 52(10): 124-140.
通信作者(Corresponding author)
责任编辑:蒋红晨
猜你喜欢
金刚石与磨料磨具工程(2021年5期)2021-11-06 08:19:30
装备制造技术(2020年11期)2021-01-26 00:39:06
装备制造技术(2019年12期)2019-12-25 03:07:00
制造技术与机床(2019年11期)2019-12-04 05:50:04
制造技术与机床(2019年8期)2019-09-03 01:14:36
制造技术与机床(2017年7期)2018-01-19 02:29:55
山东工业技术(2016年15期)2016-12-01 05:30:44
工业设计(2016年5期)2016-05-04 04:00:47
金属加工(冷加工)(2015年16期)2015-02-20 06:51:44
金属加工(冷加工)(2014年22期)2014-12-02 01:35:56
