
自行火炮的防腐蚀技术研究
2023-11-05 12:16苗建松王存宝孟慧斌晋文虎裴志刚
新技术新工艺 2023年10期
苗建松,王存宝,孟慧斌,晋文虎,裴志刚
(1.驻太原地区某军事代表室,山西 太原 030009;2.山西北方机械制造有限责任公司,山西 太原 030009)
我国火炮现已发展到自行火炮阶段,自行火炮是同履带车或轮式车底盘构成一体,可长距离运行的火炮,是一个集火力、机动性、防护于一体的独立作战系统[1]。自行火炮一般是以钢铁等金属为主体材料,腐蚀会导致零件生锈损坏、性能下降,甚至失效、服役寿命缩短,危害性极大。据某大修厂的维修数据可知,除单纯的机械故障外,装甲车辆的绝大多数故障都是由于环境影响造成的,其中腐蚀问题提高了装甲车辆15%的维修费用,增加了25%的维修频次[2]。
表面处理是火炮制造链的重要环节,以其独特的技术特质伴随着火炮的发展,开展自行火炮的防腐蚀技术研究是至关重要的:1)毋庸讳言,我国自行火炮的防腐蚀技术水平还比较落后,很大程度上仍停留在牵引炮阶段,与自行火炮不相适应;2)近年来,我国防腐蚀技术取得重大进展,开展防腐蚀技术研究对延长自行火炮服役寿命意义重大; 3)表面处理是高污染、高能耗行业,环保型表面处理新技术的应用是火炮实现绿色制造的有效途径。
1 服役环境分析
腐蚀是在一定环境下的腐蚀,按环境种类分为大气腐蚀、海水腐蚀、土壤腐蚀、燃气腐蚀、微生物腐蚀等,每类环境腐蚀的介质、形态、特征、规律等各不相同,应采取与之相适宜的防腐蚀措施。武器装备的服役环境包括使用环境、贮存环境、运输环境等,其中运输环境很容易被忽视,应特别关注海运环境。
自行火炮是由底盘、驾驶舱、炮塔、火力系统、通信电子系统等组成,各零部件在火炮所处的位置不同,其环境特征也不同(见表1[3]),防腐蚀要求也有所不同,需要根据其各自特点进行防腐蚀设计。防腐蚀保护层按膜层性质分为非金属覆盖层(转化膜与涂层)、金属镀覆层两类。

表1 自行火炮零部件服役环境特征
2 转化膜与涂层
2.1 钢铁件的磷化和氧化
磷化和氧化都是钢铁零件与溶液发生化学反应生成具有保护性的转化膜而免受腐蚀,二者的抗腐蚀能力不高,处理后需浸油予以提高。按照钢铁的磷化与氧化工艺特性(见表2)[4]、使用目的及要求等选用。选用时应遵守3条军规:1)弹性零件及高强度零件应进行氧化处理,磷化存在氢脆风险;2)精密件应进行氧化处理,磷化会破坏零件原有精度及表面粗糙度;3)处理后要涂漆的零件应磷化处理,如果氧化,漆膜会起皮脱落。磷化膜和氧化膜性质相近,外观相似,很容易混淆,对一般钢铁零件有时并无大碍,有时则会酿成质量事故。如某火炮厂有个设计员不熟悉表面处理技术,把某个涂漆零件表面处理技术要求误写为氧化,涂漆后漆膜脱落,造成了该批次零件返修的低级质量问题。

表2 钢铁的磷化与氧化工艺特性
磷化是自行火炮使用最多的表面处理方式,自行火炮70%以上的零件都进行磷化处理。磷化按工艺温度分为高温、中温、常温3种,高温磷化主要用于自行火炮内部在机油中工作的一般钢结构件;中温磷化用于外部钢结构件的涂漆底层,可进一步提高其结合力及抗腐蚀能力,如炮身、炮口制退器、炮塔等零件;常温磷化用于制造过程中的工序间防锈。这里需特别注意,零件成品图技术要求的磷化处理一般指高温磷化,磷化本身的抗腐蚀能力并不强,只有高温磷化膜可单独作为防腐层,并仅限于在机油中工作的零件。自行火炮的弹性零件和内部的精密件采用氧化防护,如弹簧、耳轴、齿轮等。
2.2 硅烷表面处理技术
硅烷表面处理技术是采用有机硅偶联技术超薄有机涂层替代传统的结晶型磷化保护层,在金属表面吸附了一层超薄的类似磷化晶体的三维网状结构的有机涂层,同时在界面形成Si-O-Me共价键(Me=金属),分子之间力很强,使得金属表面和随后的油漆涂层形成良好的结合力[5]。硅烷表面处理技术具有优异的环境保护特性、节能、操作简便、成本低等优点,给钢铁磷化技术带来了革命性的变革。硅烷表面处理技术是绿色的表面预处理技术,它的运用可使自行火炮涂装前表面预处理实现无磷无重金属的环保目标。
2.3 涂漆层
贾阳光等对装甲车辆的涂层技术进行了研究,梳理了目前装甲车辆常用的防腐涂料(见表3)。
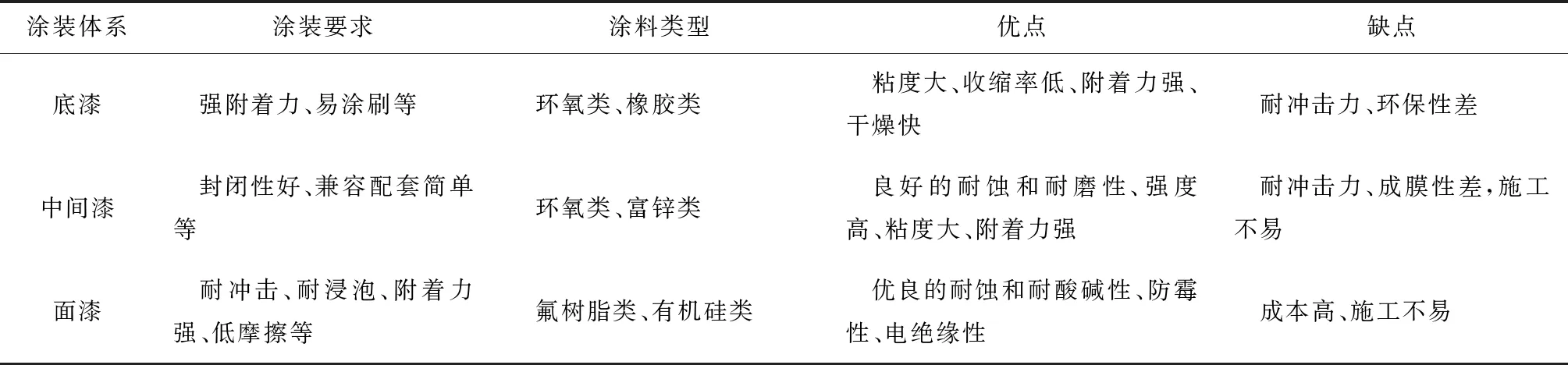
表3 常用防腐涂料
2.4 达克罗
达克罗又称锌铬涂层,是一种全新基本无污染的表面处理技术,它是将水基涂料涂于钢铁零件表面,经烘烤形成以鳞片状的铬酸盐为主要成分的无机防腐蚀涂层。它具有传统表面处理技术无法比拟的优点:1)无环境污染特性,生产过程无废水和废气产生,做到无排放污染;2)极高的抗腐蚀能力,在同等厚度下,是镀锌抗腐蚀能力的7~10倍;3)无氢脆,特别适用于高强度零件的表面防护;4)配合精度好,一般达克罗涂层厚度可控制在6~8 μm之间,紧固件的配合精度可以符合6g/6H的精度要求;5)渗透性强,可对各种复杂零件进行涂覆;6)与有机涂料的附着力强,是良好的涂漆底层。
达克罗可完全取代镀锌,还可替代氧化及磷化,适用于自行火炮的弹簧、紧固件、高强度及超高强度等零件的防护。
3 金属镀覆层
3.1 镀锌
在大气条件下锌镀层是钢铁基体的阳极性镀层,具有良好的防护性,锌镀层较软,螺纹镀锌后旋合作用好。镀锌有碱性锌酸盐、酸性、氯化钾3类工艺,碱性锌酸盐镀锌可镀较厚的镀锌层而不起皮,镀层均匀,质量接近氰化镀锌,自行火炮的紧固件一般采用碱性锌酸盐工艺进行镀锌防护。
镀锌应用较广泛,但在下列情况不宜镀锌:1)在工作中受摩擦的零件;2)厚度小于0.5 mm的薄片零件;3)具有渗碳表面的零件。在下列情况不允许镀锌:1)抗拉强度在1 300 MPa以上的钢制零件,但允许低氢脆镀锌;2)直径≥10 mm的高强度钢(包括30CrMnSiA钢)螺栓。
镀锌时,阴极上在沉积锌的同时,还析出氢,其中一部分氢会渗入零件的晶格中,造成晶格歪扭,使零件内应力增大产生脆性而断裂,称为氢脆。氢脆很可能造成突发性事故,危害性很大。镀锌工艺要求去氢在钝化工序前进行,但在实际生产中,镀锌在自动化生产线上作业,镀锌工序和钝化工序相连贯,一气呵成,操作者常会在钝化后去氢,而钝化膜是封闭的膜,影响氢气的排出,去氢效果大打折扣。如某型自行火炮零件弹簧片镀锌后,总装时弹簧片发生断裂的质量事故时有发生,分析原因就是钝化后才去氢造成的。从技术角度深层次分析,弹簧片作为薄的弹性零件选择镀锌本身就不科学,应选择氢脆小或无氢脆的达克罗、化学镀镍、锌镍合金等。
3.2 锌镍合金
在海洋性环境下镉镀层是钢铁良好的防护层,但由于镉是高毒性金属,环境危害性很大,现已基本淘汰,由锌镍合金取代。锌镍合金镀层在海洋性环境下具有优异的防护性;在一般大气及工业大气条件下耐蚀性好,比锌镀层高3倍以上,经彩色钝化后耐蚀性将大大提高,可作为高耐蚀性镀层(见表4)[6];同时,氢脆性小。

表4 锌镍合金镀层的耐蚀性(中性盐雾试验)
两栖自行火炮的一般钢结构件和紧固件均采用锌镍合金镀层防护。电镀锌镍合金有碱性、酸性两种工艺,碱性工艺具有镀层均匀、易操作等优点,武器装备一般采用碱性镀锌镍合金工艺。
3.3 镀铬
镀铬工艺种类较多,有硬铬、乳白铬、黑铬、松孔铬、装饰铬等,各具特点,可根据使用目的及要求选用。乳白铬结晶致密,气孔少,韧性好,抗腐蚀能力强,但耐磨性比硬铬差,自行火炮的复进杆、复进筒、制退杆等受磨损件都采用乳白铬防护。现在,比较推崇双层铬,即先镀20~40 μm的乳白铬打底,提高抗腐蚀能力,再镀20~40 μm的硬铬,表面硬度高,耐磨性好,内外兼修,比单层乳白铬效果更佳。装饰铬抗腐蚀能力强,并具有光亮的外观,多用于火炮上人手经常接触的零件,如把手、手轮等。
自行火炮的身管、复进杆、复进筒、制退杆等零件镀铬时,要求镀层厚度在一定的范围内,并且镀后尺寸要达到成品精度要求,需采用技术含量高的尺寸镀铬,技术要点如下。
1)镀铬溶液的深镀能力和均镀能力很差,需根据零件的几何形状设计专用的镀铬工艺装备,调整电流的二次分布,弥补镀铬溶液的能力不足。上述零件的两端部,因为电力线集中而产生尖端效应,容易产生锥度,需设计与受镀直径相同、长度为30~60 mm的保护阴极,保护阴极作为尖端吸收了电流,两端部则受到保护。
2)按成品尺寸和镀铬层厚度要求,根据尺寸链采用极值法准确计算预留的镀前尺寸。镀铬层厚度用符号△表示,△最大表示要求镀铬层厚度的最大数值,△最小表示要求镀铬层厚度的最小数值。
对于轴类零件,镀铬前尺寸计算式为:
es镀前=es-2△最大
(1)
ei镀前=ei-2△最小
(2)
式中,es镀前、ei镀前是镀铬前尺寸的上、下偏差;es、ei是成品尺寸的上、下偏差。
对于孔类零件,镀铬前尺寸计算式为:
ES镀前=ES+2△最小
(3)
EI镀前=EI+2△最大
(4)
式中,ES镀前、EI镀前是镀铬前尺寸的上、下偏差;ES、EI是成品尺寸的上、下偏差[7]。
3)根据镀铬时电流效率和电流密度,准确计算出电镀一定厚度铬层所需的工艺时间,计算式如下:
(5)
式中;t是时间,单位为min;δ是镀层厚度,单位为μm;Dk是阴极电流密度,单位为A/dm2;η是电流效率。
这是镀铬工艺时间的理论计算式[8],实际中还应考虑工艺温度、溶液浓度、阴阳极距离、工装导电性等多个工艺参数。在实际生产中,一般采用如下方法确定镀铬时间:先镀铬1 h,在出槽打磨时,测量镀层厚度,按这1 h电镀速度估算电镀时间。另外,为了避免产生椭圆度,在镀铬时间过去一半时,在不断电情况下,将镀铬工装转动90°。
身管是火炮的主要构件,在火炮射击时,身管内膛要面对火药燃气的高温作用(温度高达2 500~3 800 K)、高温高压火药燃气的冲刷作用、弹丸对膛面的摩擦作用、火药燃气的化学作用等高温腐蚀,这种腐蚀称为身管烧蚀,身管烧蚀是决定身管服役寿命的主要因素。金属铬的熔点为1 900 ℃,热导率为66.99~73.56 W/(m·K),并且化学稳定性好,在各种试验中均未发现铬与火药气体的反应产物,抗高温氧化性好,耐烧蚀好,通过镀铬能提高身管的服役寿命1倍至数倍。小口径火炮的身管内径小于90 mm,长径比大于40,内膛镀铬时,容易产生厚度不均匀、锥度、椭圆度等质量缺陷,可采用移动阳极镀铬技术(见图1)。通过阳极在身管内膛的规律移动,调整了电流二次分布,均镀能力大为提高,并使镀铬溶液在内膛顺利流动,产生的氢气等气体通畅排出,保证了镀铬层的质量。

图1 身管内膛移动阳极镀铬示意图
化学镀镍、镉钛合金等金属镀覆技术在自行火炮上也有所应用。形状复杂的易磨损零件镀铬困难,可采用化学镀镍;两栖自行火炮上的弹性零件,高强度、超高强度件宜镀镉钛合金,无氢脆风险。
4 功能性镀层
随着表面处理技术的发展,有一类电镀层愈发受到重视,它不以防腐蚀为主要目的,而是利用镀层的特性,赋予其新的用途,这类镀层称为功能性镀层(见图2)。功能性镀层在火炮中多有应用,自行火炮的电器设备、通信设备中的电器元件要求表面具有导电性,可采用铜、金、银等镀层;铝合金件可采用化学导电氧化,其导电性好,膜层较薄,厚度仅为0.5~5 μm;电击发装置及仪器插拔件既需要高的导电性,又要求耐磨损,可采用铑、银锑合金、金钴合金等镀层。
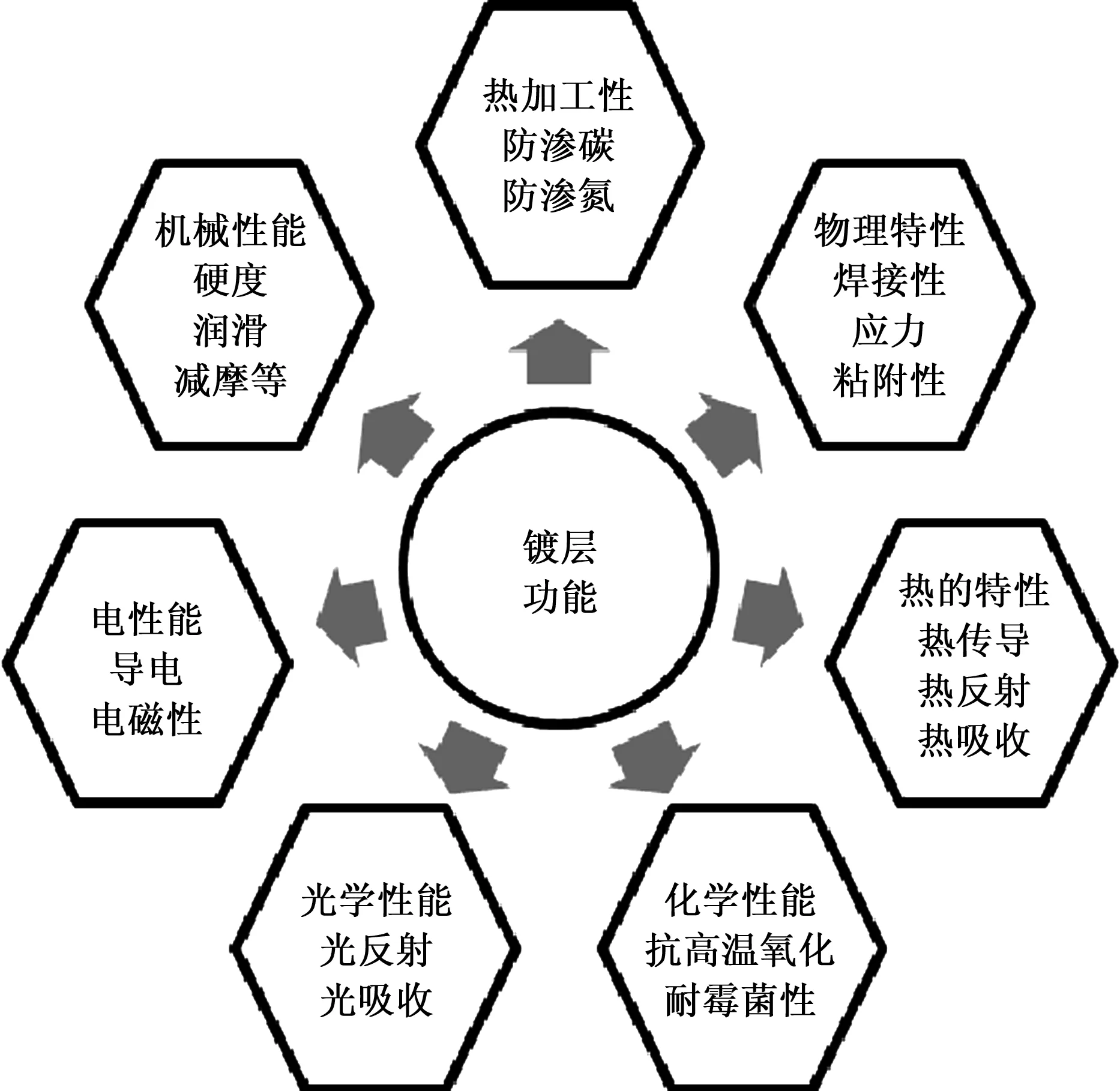
图2 镀层的主要功能
他山之石,可以攻玉。功能性镀层可以解决火炮机械加工中的技术难题。形状复杂的零件机械抛光难度大,采用化学抛光或电化学抛光则事半功倍;在热处理时,防止局部渗碳可镀铜,防止局部渗氮可镀锡;另外,自行火炮的铝合金焊接件在焊接前进行光亮化学清洗,可去除氧化膜,焊接质量得到显著提升。自行火炮的身管自紧是身管强化的关键技术,自紧前的磷化、(浸皂)、浸润滑脂的处理是身管机械自紧技术中的关键技术之一,利用磷化的多孔性吸附,使身管内表面均匀地形成一层摩擦因数小、润滑性能好、有一定厚度的薄膜,自紧时使自紧冲头得以在身管内顺利滑动,通过磷化处理达到身管内表面润滑处理的目的[9]。
5 表面处理新技术及表面工程
近年来,随着电子束、激光束、离子束进入表面加工技术领域,表面处理技术取得了突破性的进展,形成了以电沉积技术为主导的表面处理新技术,它改变了传统的电镀方式,极大地丰富了表面处理技术及其所形成特性的表面。电沉积技术具有技术障碍小、工艺灵活、镀层功能强等特点。
5.1 物理气相沉积
物理气相沉积(PVD)是指用物理方法使镀膜材料气化,在基体表面沉积成膜的方法。镀层具有耐磨、减摩、耐高温等特点,主要用于切削工具、模具、机械摩擦副零件的表面强化,从而改善其摩擦学性能。包括真空镀、离子镀、溅射沉积、气相外延等。
5.2 化学气相沉积
化学气相沉积(CVD)是利用金属化合物在基体表面分解而沉积金属镀层的方法。其特点是沉积速度相当高,通常是25~50 μm/h;可在远低于难熔金属熔点的条件下沉积大多数难熔金属;可镀较复杂零件;主要用于电气元件。包括热解化学气相沉积、等离子体增强化学气相沉积、激光诱导化学气相沉积、微波等离子体气相沉积、金属有机物化学气相沉积等。
5.3 热喷涂
热喷涂是以燃烧能或电能为热源,用喷枪将加热到熔融的涂层材料微粒,以高速喷射到零件表面形成涂层的过程,形成耐热、绝热、抗热震、抗高温氧化等的防护层。热喷涂的特点是设备简单并可移动,便于局部涂覆,沉积速度快,可获得很厚的涂层。按热源的形式分为两类,以燃烧能为热源的气喷镀,包括火焰喷镀和爆炸喷镀;以电能为热源的电喷镀,包括电弧喷镀(见图3)、等离子射流喷镀和高频感应喷镀。
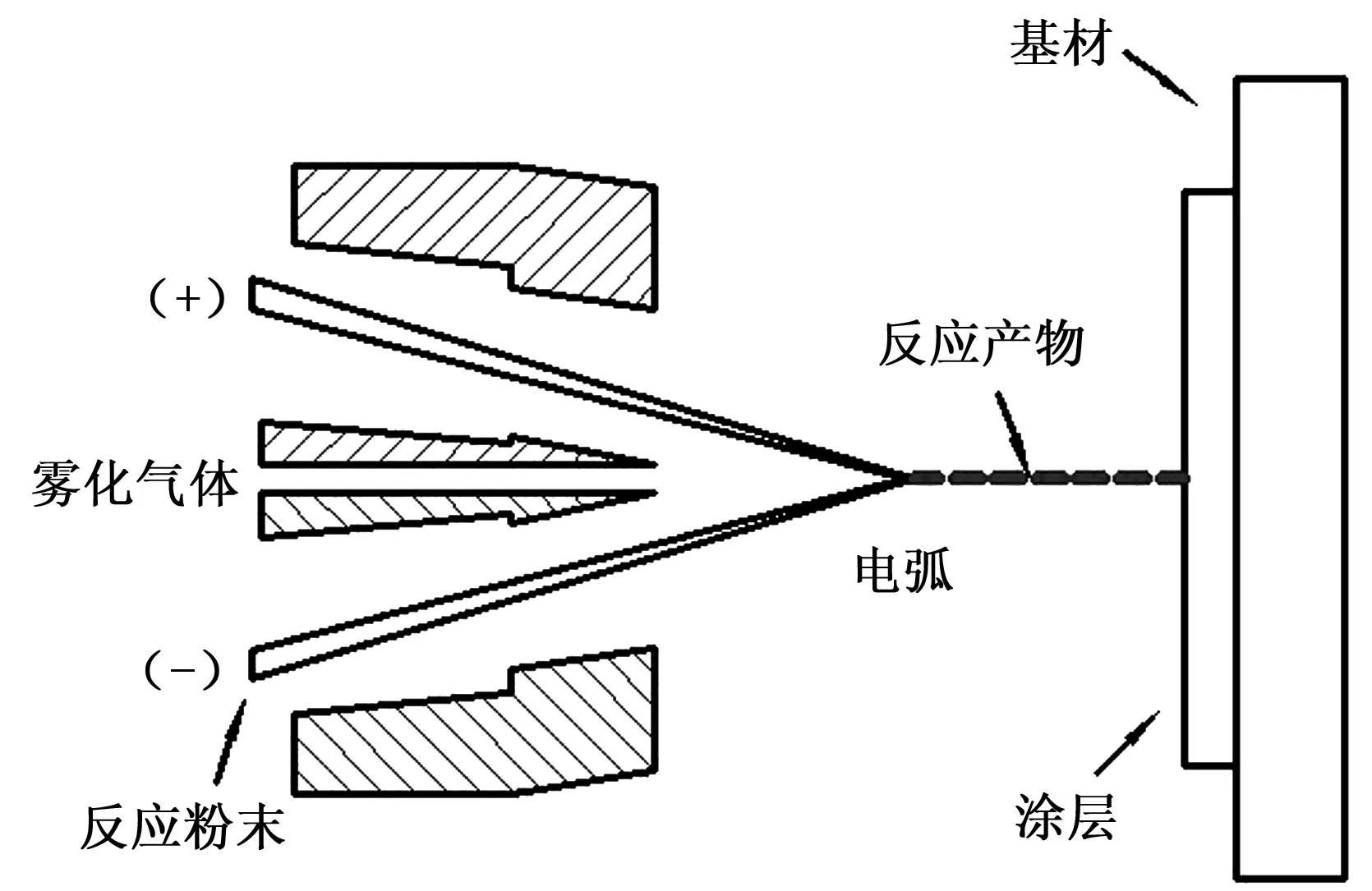
图3 电弧喷镀示意图
上述表面处理新技术在民用装备领域已广泛应用,在自行火炮中尚处于探索研究阶段。其中,热喷涂技术作为代铬镀层效果显著,采用高速氧燃气火焰喷涂(HVOF)技术喷涂WC/CO硬质耐磨涂层,使用寿命比镀铬提高3~5倍。
随着表面处理新技术的应用及发展,形成了表面工程。表面工程是表面经过预处理后,通过表面涂覆、表面改性或多种表面技术复合处理,以改变固体金属表面或非金属表面的形态、化学成分、组织结构和应力状态等,以获得表面所需性能的系统工程,如激光熔覆技术[10]、PIP可控离子渗入技术等。PIP可控离子渗入技术是一种黑色金属表面盐浴复合增强技术,通过表面改性在其表面形成可控的防腐耐磨复合渗层。PIP可控离子渗入技术用于履带式自行火炮履带系统的履带销和连接环,解决了履带零件易锈死、不易拆卸等问题[11]。
6 结语
通过对自行火炮各零部件服役环境的介质、形态、特征等的分析,深入研究了转化膜与涂层、金属镀覆层等防腐蚀技术的特性和适用范围、技术要点,并探讨了表面处理新工艺及表面工程在自行火炮中的应用。自行火炮的防腐蚀设计应遵循如下原则。
1)可靠性为首要原则。武器装备是国之利器,事关解放军战士的生命、战争的胜负。表面处理是特殊过程,其质量特性不易测量,防腐蚀设计应把可靠性放在首位,做到质量优先。例如零件镀锌后去氢的效果不能定量测定,对弹性零件,高强度、超高强度钢等零件应采用达克罗等无析氢工艺,从设计源头消除氢脆风险。
2)适宜性原则。防腐蚀措施是针对一定环境下的腐蚀而特定的,防腐蚀设计应以服役环境为主要依据,并综合考虑零件材料及其强度级别、零件工作状态、涂镀层的特性和适用范围、涂镀层的使用目的和要求、产品及零件寿命周期等因素。
3)环保性原则。传统表面处理技术对环境危害性较大,应优先选用达克罗、硅烷表面处理技术、热喷涂等绿色表面处理新技术。
总之,根据自行火炮具体服役环境及腐蚀特点,进行科学的防腐蚀设计,可显著提升其环境适应性、战时可靠性、保障水平和战斗力。在设计新型自行火炮时,将表面处理新技术和表面工程融入总体设计中,将对自行火炮的发展产生重大影响。
猜你喜欢
电镀与精饰(2022年10期)2022-10-14
云南化工(2021年6期)2021-12-21
防爆电机(2020年5期)2020-12-14
表面工程与再制造(2019年1期)2019-05-11
上海建材(2019年2期)2019-02-15
电镀与环保(2017年6期)2018-01-30
电镀与环保(2017年5期)2017-12-19
电镀与环保(2017年3期)2017-06-23
电镀与环保(2017年2期)2017-05-17
表面工程与再制造(2016年4期)2016-11-10
