
13MnNiMoR钢大直径封头拼缝的组织及性能研究
2023-11-04 02:34孔凡红刘宝剑王天先
电焊机 2023年10期
孔凡红, 刘宝剑, 王天先, 郭 俊
青岛兰石重型机械设备有限公司,山东 青岛 266426
0 引言
水煤浆气化技术是以煤与添加剂为原料在一定条件下生成CO 和H2合成气的煤化工技术,可最大程度实现煤及焦炭等燃料的清洁、高效利用,更能适应当今社会对经济效益与环境保护的要求[1-3]。水洗塔作为净化合成气的最后一步,是气化框架中非常重要的设备。13MnNiMoR材料是制造水洗塔的常用材料,随着煤化工行业的发展,水煤浆气化技术产量逐年升高,水洗塔设备的直径越来越大,受国内钢板宽度的限制,大直径容器封头通常采用先拼焊后整体热成形的制造技术,因此对13MnNi-MoR钢大直径封头拼缝的性能研究势在必行[4-5]。
目前针对13MnNiMoR封头钢板的研究成果较多,但是针对焊接接头的成果较少,因13MnNiMoR钢板强度高,若制造过程中焊接、热处理工艺不合理将导致材料冲击韧性下降。为了同时保证焊接接头的强度和韧性,需要针对该材料的特殊性匹配不同的焊材进行一系列试验。
本文通过采用不同的材料进行焊接试验,并对焊接试件模拟热成形、恢复性能热处理以及最终焊后热处理后的各项性能进行对比,确定了13MnNi-MoR材料封头拼缝焊接的最优焊接及热处理工艺,并在某公司承制的气化框架水洗塔上进行应用。
1 试验材料及方法
试验采用埋弧焊。试验母材为厚度82 mm 的13MnNiMoR钢板,交货状态为正火(加速冷却)+回火,金相组织为铁素体+珠光体+回火贝氏体;焊材分别选用H08Mn2MoA+SJ101 和H09MnNiMoG+SJ16G,焊丝直径4.0 mm。母材及焊材熔敷金属的化学成分及力学性能分别如表1~表4所示。
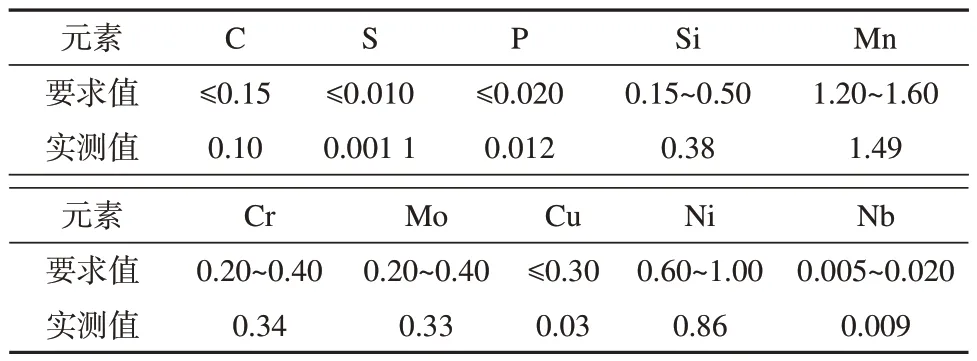
表1 13MnNiMoR钢板化学成分(质量分数,%)Table 1 Chemical composition of 13MnNiMoR steel (wt.%)

表2 13MnNiMoR钢板力学性能Table 2 Mechanical properties of 13MnNiMoR steel
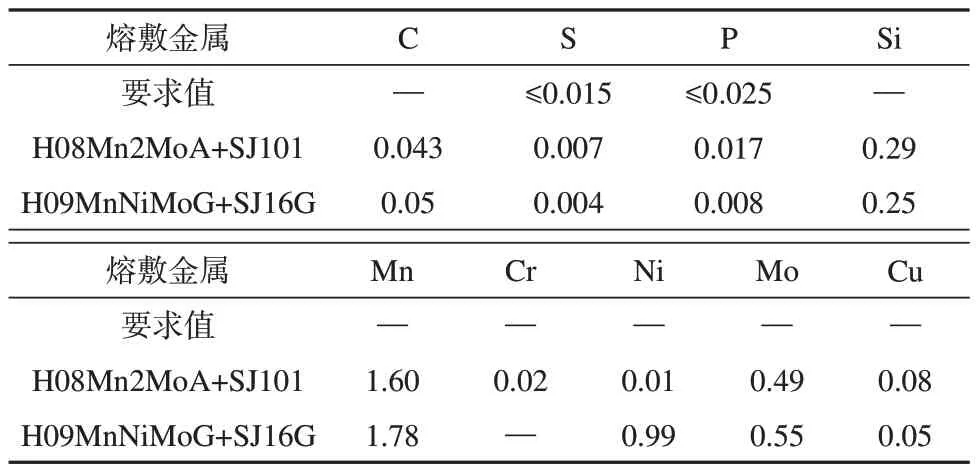
表3 焊材熔敷金属化学成分(质量分数,%)Table 3 Chemical composition of undiluted weld metal of welding materials (wt.%)

表4 焊材熔敷金属力学性能Table 4 Mechanical properties of undiluted weld metal of welding materials
2 焊接试验
2.1 试件焊接
两对试件分别编号为A和B,按图1所示气割坡口后,打磨去除坡口表面的淬硬层(约3~5 mm)[6-7],两对试件同时焊接,焊接工艺参数如表5所示。
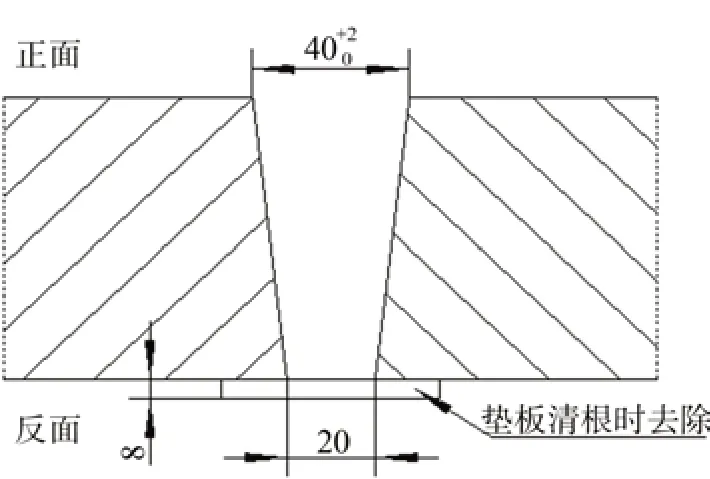
图1 试件坡口Fig.1 Schematic diagram of weld joint groove

表5 焊接工艺参数Table 5 Welding process parameters
2.2 模拟焊后热处理
试件焊后按NB/T47013.3 100%UT 检测合格后,模拟封头所经受的热处理过程,包括热成形、恢复性能热处理及最终焊后热处理等。热处理工艺参数见表6。

表6 热处理工艺参数Table 6 Heat treatment process parameters
2.3 试件的理化试验结果
2.3.1 化学成分分析
采用火花放电原子发射光谱法对熔敷金属进行化学成分分析,检测结果见表7。两对试件焊缝区的化学成分与13MnNiMoR 钢的成分相近,但试件B 相较于试件A, Mn、Cr、Ni、Mo 等元素含量稍高、C、Si等元素含量稍低。其中Cr、Mo元素能显著提高钢的热强性,Mn主要起固溶强化作用,Ni的添加可细化晶粒、提高冲击韧性、提高淬透性,Mo 的添加可使过冷奥氏体更稳定、并提高钢的淬透性及抗回火性[8-9]。
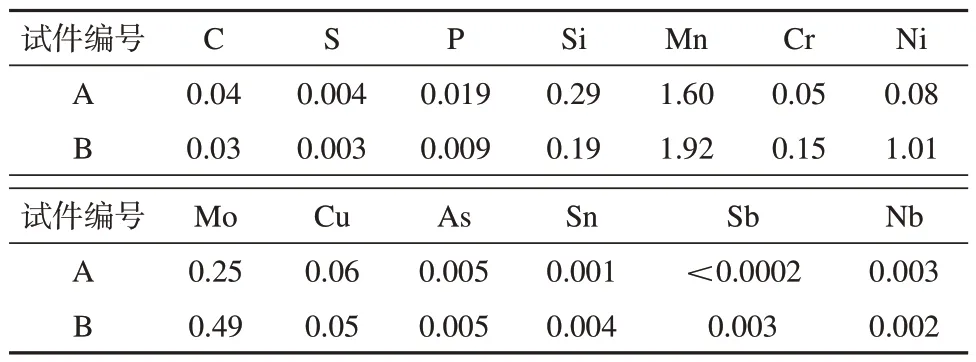
表7 熔敷金属化学成分(质量分数,%)Table 7 Chemical composition of weld metal (wt.%)
2.3.2 力学性能试验
两对焊接试件经过模拟热成形、恢复性能热处理后,分别模拟Max.PWHT及Min.PWHT后进行力学性能检测,并采用图表法进行对比,焊接接头横向拉伸试验结果见图2,焊缝区的-20 ℃冲击韧性试验结果见图3,试件熔敷金属纵向室温拉伸及400 ℃下的高温拉伸试验结果见图4。
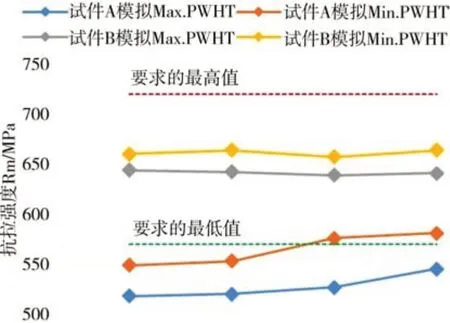
图2 试件焊接接头的横向拉伸试验结果Fig.2 Transverse tensile test results of welded joints
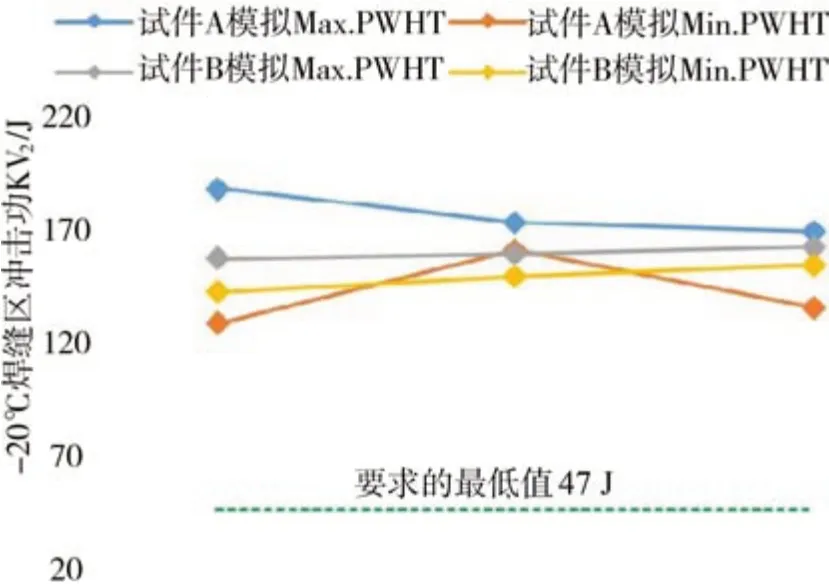
图3 焊缝区-20 ℃冲击试验结果Fig.3 Impact test results of weld metal at -20 ℃
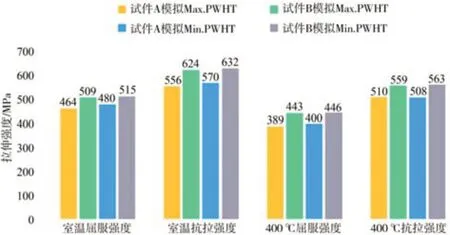
图4 试件熔敷金属纵向拉伸试验结果Fig.4 Longitudinal tensile test results of weld metal
从图中可以看出,试件A 室温焊接接头及熔敷金属的拉伸试验结果不能满足13MnNiMoR材料的最低要求,试件B的综合力学性能结果较好、富余量较大;两对试件焊缝区-20 ℃夏比V 型缺口冲击韧性试验结果均能满足标准要求,且富余量较大。拉伸试验结果与化学成分显示的结果相呼应,试件B的焊接接头及焊缝区的强度要优于试件A。
2.3.3 金相检验
对试件A、B 进行宏观金相检验。两对试件沿横向切取的各一件焊接接头试样经8%硝酸酒精溶液室温腐蚀20 min 后,在20 倍放大镜下观察,受检面未出现裂纹、气孔、夹渣、未熔合和未焊透等焊接缺欠。
对试件A、B 的焊缝及热影响区进行微观金相检验。试验结果显示,两对试件焊缝区的组织均为索氏体+铁素体,其中试件B 中索氏体含量占比更高,且晶粒相对试件A 更细小,索氏体含量的增加可提高焊缝的强度和冲击韧性[10-11],两对试件热影响区的金相组织均为索氏体+铁素体。其金相照片和金相组织见表8。

表8 微观金相组织及宏、微观金相照片Table 8 Micro-microstructure and macro- and micro-metallographic photographs
2.4 在某项目气化框架水洗塔上应用
上述试验结果显示,13MnNiMoR 钢板经模拟热成形、恢复性能及Max. PWHT、Min. PWHT后,采用H09MnNiMoG 焊丝匹配SJ16G 焊剂所获接头的熔敷金属性能更佳,且相较于标准要求值,富余量较大,说明所拟定的焊接工艺和热处理工艺可行。
因此,某项目气化框架水洗塔的大直径封头拼缝基层选用H09MnNiMoG 焊丝匹配SJ16G 焊剂进行焊接,由图5的封头焊接照片可以看出,该焊材焊接工艺性及抗裂性较好,焊缝成形美观。对封头按照拟定的焊接工艺进行封头的热成形及恢复性能热处理,封头拼缝焊接接头试件的各项理化性能均满足标准及技术条件的要求,且富余量较大。

图5 气化框架水洗塔封头板拼缝焊接Fig.5 Spliced joint of washing tower head of gasification frame finished welding
3 结论
(1)采用H08Mn2MoA 焊丝匹配SJ101 焊剂焊接的13MnNiMoR钢板试件,模拟相应的热处理后,冲击韧性较好,但是焊接接头及熔敷金属的拉伸性能较低,不满足标准及技术条件要求,焊缝区组织为索氏体+铁素体,晶粒粗大。
(2)采用H09MnNiMoG焊丝匹配SJ16G焊剂焊接的13MnNiMoR 钢板试件,焊缝区化学成分Mn、Ni、Mo 等元素更高,模拟相应的热处理后,各项力学性能、冲击韧性较好,均能满足标准及技术条件要求且富余量较大,焊缝区组织为索氏体+少量铁素体,晶粒细小。
(3)在气化框架水洗塔封头板拼缝上进行应用焊接,H09MnNiMoG焊丝匹配SJ16G焊剂的焊接工艺性优良,焊缝成形美观,所带焊接接头试件的各项性能优良,均满足标准及技术条件要求。
综上,13MnNiMoR 钢大直径封头板拼缝焊接应选用H09MnNiMoG 焊丝+SJ16G 焊剂,按照拟定的焊接工艺及热处理工艺可得到性能优良的封头拼缝。
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28
石油化工设备(2021年4期)2021-07-21
中国特种设备安全(2019年2期)2019-04-22
焊接(2016年10期)2016-02-27
大型铸锻件(2015年5期)2015-12-16
焊接(2015年7期)2015-07-18
中国塑料(2014年5期)2014-10-17
机械制造文摘(焊接分册)(2014年2期)2014-08-22
机械制造文摘(焊接分册)(2014年5期)2014-03-20
机械制造文摘(焊接分册)(2014年4期)2014-03-20
