镀镍cBN磨料对树脂结合剂cBN砂轮磨削性能的影响
2023-11-03 04:10:30孙会冰焦思华
超硬材料工程 2023年5期
孙会冰, 焦思华, 谢 嘉
(广东奔朗新材料股份有限公司,广东 佛山 528000)
0 引言
立方氮化硼(cBN)是硬度仅次于金刚石的超硬磨料,与金刚石相比,cBN的特点是在高温下不与铁、钴、镍等铁族元素反应,对于加工黑色金属材料呈惰性,因此是各行业里对黑色金属加工的首选材料,其被广泛地应用于汽车、轴承、压缩机和精密模具等行业中含铁族元素零件的精密加工[1-3]。目前应用于零件加工的cBN磨料可以分为裸料和镀覆料两大类,其中裸料是cBN磨料表面无任何其他物质,镀覆料则对cBN表面镀覆一层铜、镍、钛、钼等金属材料或者碳化硅、刚玉、氮化钛等化合物类的难熔硬质材料。镀层具有减缓对结合剂的热冲击、提高磨料与结合剂的结合强度、提高磨料颗粒抗破碎强度、对磨粒起隔离保护等作用[4-5]。
树脂结合剂cBN砂轮具有加工效率高、磨削力小、自锐性好等特点,被广泛应用于磨削高速钢、铸铁等工件,但是树脂结合剂砂轮也常常存在磨削加工中cBN磨料磨削刃钝化造成磨削不锋利、结合剂对cBN磨料的把持力不足、磨料易脱落等缺点,从而影响砂轮的磨削性能。因此本文通过在树脂结合剂cBN砂轮中引入不同量镀镍cBN磨料,研究其对树脂结合剂cBN砂轮的磨削性能的影响。
1 试验条件与方法
使用同一种类型的cBN裸料和镀镍料,其中镀镍料镍层质量分数为60%(简称cBN-N60),按裸料与镀镍料质量比为1∶0、1∶1、1∶2、1∶3配比所需原料,并将在同一工艺下制备成端面砂轮,砂轮编号如表1所示,砂轮尺寸为Φ305 mm×50 mm×50 mm,如图1所示,使用敏嘉复合磨床加工空调压缩机气缸的端面,加工工件尺寸为Φ150 mm×50 mm。

表1 不同含量镀镍cBN砂轮的编号

图1 测试砂轮图
使用80#白刚玉修整块对砂轮进行修整,磨削时砂轮转速800 r/min,磨削全过程使用吉兰丁功率检测仪实时监测不同砂轮磨削工件时的功率变化,修整磨削完成后使用基恩士3D显微镜和COXEN扫描电镜对砂轮表面进行微观结构的观察,使用便携式粗糙度检测仪对工件表面进行粗糙度监测。
2 试验结果和分析
2.1 不同种类的cBN磨料的表面形貌
图2为裸料cBN磨料和cBN-N60磨料在扫描电镜下的形貌图,从图2中可以看出,裸料cBN表面较为光滑,相应的颗粒棱角较多,有更多的磨削面和磨削刃,而cBN-N60由于表面镀覆一层镍金属,有效的磨削面和磨削刃全被包裹起来,但是磨料表面有许多微小的凹凸面,这有利于增加磨料与结合剂之间的接触面积,提高两者之间的结合力,增加结合剂对磨料的把持力。
2.2 不同含量镀镍cBN磨料砂轮修整后表面形貌
砂轮使用80#白刚玉进行修整,修整时砂轮转速200 r/min,修整进给速度为0.3 mm/min,图3是四款砂轮修整后的表面形貌以及相应的3D视图。

图3 修整后MX01-MX04砂轮表面形貌及3D图
图3中对砂轮修整后的表面进行3D模拟,其中颜色发红代表高点,发蓝代表低点,从图3中可以看出,在使用80#白刚玉块对不同砂轮进行修整后,均可以将cBN磨料的磨削刃修整出来,但是图3(a)与图3(b)(c)(d)三张图对比可以看出,由于MX01使用的全是裸料cBN,在修整后砂轮表面cBN磨料的脱落较为明显,出现大面积的低点,而使用cBN-N60的在修整后磨料脱落较少,并且修整后的磨料的磨削刃高度也比较平均,这是因为裸料cBN磨料在修整过程中由于与结合剂之间的结合力较小,在修整过程出现脱落,而使用cBN-N60可以有效提高结合剂与磨料之间的结合力,这是因为镀镍后cBN磨料表面有一层凹凸不平的镍层,增加了磨料与结合剂之间的结合力,防止磨料脱落。
2.3 不同含量镀镍cBN磨料砂轮对磨削效率的影响
使用吉兰丁功率检测仪对磨削全过程进行监测,功率大小反映了砂轮在磨削工件时电流的大小,可以直观的反映出砂轮的锋利性。
图4是在不同进刀量下MX01-MX04的磨削功率,图5是磨削后MX01-MX04砂轮表面扫描图,从图4中可以看出,在进刀量为0.2 mm/min条件下,MX01的功率为3800 W左右,MX02-MX04的功率在4480 W、4320 W和6000 W左右,在等进刀量的条件下,随着cBN-N60含量的增加,磨削功率逐渐增加,这是因为砂轮刚进行修整后,两种cBN磨料都具有较好的修锐效果,结合图2和图3可以看出,裸料cBN的磨削刃口相对较多,因此在磨削初期较为锋利,而cBN-N60的磨削刃口较少,所以磨削功率随着cBN-N60 的含量的增加而增加。
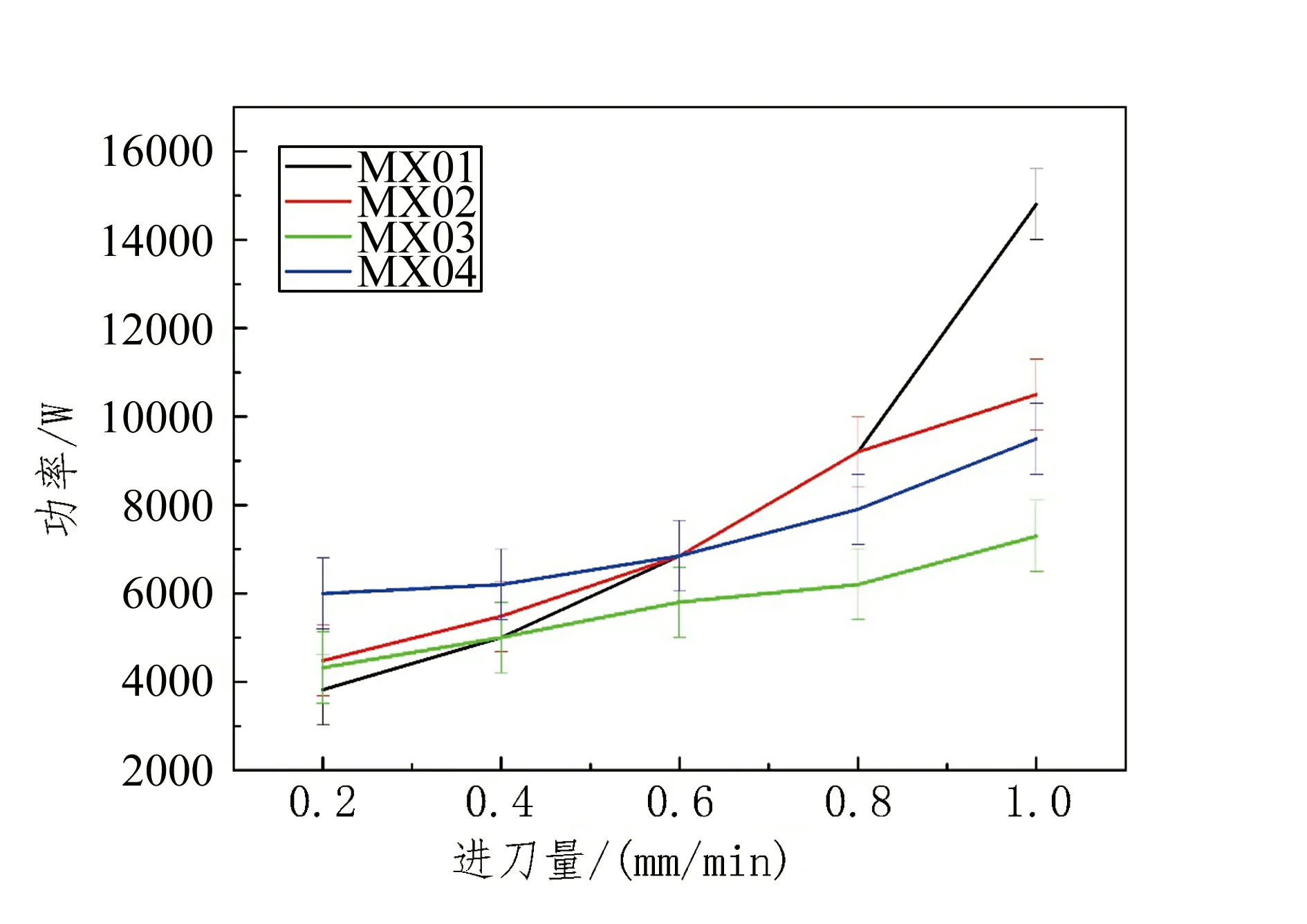
图4 不同进刀量下MX01-MX04的磨削功率

图5 磨削后MX01-MX04的表面扫描图
从图4中还可以看出随着进刀量的增加,MX01的功率增长较快,而MX02-MX04增长较慢,从图5(a)中可以看出这是因为MX01中裸料cBN在磨削时逐渐钝化脱落,所以磨削功率增加较快,而cBN-N60与结合剂结合力较高,磨料钝化慢,因此磨削功率增加较慢,其中MX03功率增长最为平缓,这是因为磨料中裸料cBN和cBN-N60到达一种最佳配比,当旧磨削刃钝化后,新的磨削刃又产生,所以磨削功率增加比较缓慢。
2.4 不同含量镀镍cBN磨料砂轮对工件粗糙度的影响
图6是不同进刀量下,MX01-MX04磨削工件后的粗糙度,从图6中可以看出当在进刀量为0.2 mm/min时,MX01的粗糙度较低,在Ra 0.65 μm左右,而添加cBN-N60的MX02-MX04的粗糙度在Ra 0.75 μm左右,这是因为裸料cBN在修整后磨削刃较多且锋利,而cBN-N60的较少,因此磨削后粗糙度MX01较好。结合图5分析,随着进刀量的增加,MX01的粗糙度先增加后降低,这是因为随着进刀量的增加,磨粒的磨削深度增加,在工件表面产生“滑擦、耕犁、切削”的深度增加,因此工件表面的粗糙度变差,但是随着磨削进行,磨料出现钝化和脱落的现象,使得砂轮的磨削能力变差,只有进行“滑擦”磨削,因此工件表面的粗糙度又开始降低;而MX02和MX03粗糙度在稳定发生变化,这是由于cBN-N60不易脱落且不断产生新的磨削刃,有部分裸料脱落后又重新露出新磨料,可以使砂轮一直保持锋利性,而MX04跟MX01出现同样的现象,这是由于MX04中cBN-N60含量增加,磨料不易脱落,这又造成砂轮的自锐性较差,从图5(d)中可以看出,砂轮表面已经可以看出明显的碎屑,因此造成砂轮的不锋利,使得工件的粗糙度降低。
3 结论
使用同一种类型的cBN裸料和镀镍料,按不同比例制备成MX01-MX04四款端面砂轮进行磨削测试,其结果显示:
(1)使用同样的修整工艺对不同砂轮进行修整后,裸料cBN磨料的脱落较为明显,而cBN-N60则能有效防止磨料脱落。
(2)当磨削进刀量较小时,裸料cBN的磨削功率低,磨削力小,而cBN-N60的磨削力相对较大,但是随着进刀量增加,裸料cBN的磨削功率快速增加,而cBN-N60增加较慢,但两者质量比为1∶2时,在进刀量为1.0 mm/min时,功率最低,磨削力最小。
(3)当进刀量较小时,裸料的cBN磨削后工件的粗糙度较低,但是随着进刀量的增加,裸料cBN会较快脱落钝化,而cBN-N60则能保持较为平稳的磨削状态。
在加工空调压缩机大气缸时,若想要增加磨削效率,稳定产品质量,裸料cBN和cBN-N60引入质量比为1∶2时,能得到较好的磨削效果。
猜你喜欢
大电机技术(2022年4期)2022-08-30 01:39:04
农业装备与车辆工程(2021年9期)2021-10-04 05:31:18
制造技术与机床(2018年10期)2018-10-13 06:36:40
电镀与环保(2017年3期)2017-06-23 08:24:50
电镀与环保(2017年1期)2017-02-27 08:02:20
电镀与环保(2016年2期)2017-01-20 08:15:23
工业设计(2016年1期)2016-05-04 03:59:29
中国塑料(2015年2期)2015-10-14 05:34:16
上海塑料(2015年3期)2015-02-28 14:52:08
现代检验医学杂志(2014年1期)2014-02-06 01:29:41