柠檬酸环境破碎粒度对失效锂离子电池锂钴的浸出影响
2023-10-31 06:32石贵明周意超朱浪汪成东
矿产综合利用 2023年5期
石贵明,周意超,朱浪,汪成东
(玉溪师范学院化学生物与环境学院,云南 玉溪 653100)
相对于其他电池,锂离子电池具有超高功率密度、较高能量密度、长寿命、工作温度范围宽、自放电率低、安全性较高、管理系统简单等特点。锂电池作为高功率的储能器既可以单独使用,也可以与其他储能器件搭配使用,可以形成由锂离子电池、燃料电池、铅蓄电池等组成的性能更佳的混合储能系统[1]。目前,各方面性能均较高的锂离子电池既广泛使用于消费类电子产品,又在工业动力节能、电力储能、新能源交通、军工等领域被广泛应用[2-6]。特别是随着新能源汽车的发展,锂电池的使用也越来越广泛,所占的市场占也比越来越高。然而我国锂、钴资源却相较匮乏,且我国锂离子电池的回收利用系统和技术不成熟,导致国内锂电池回收利用率较低,大量废旧锂电池被丢弃,给环境造成巨大威胁和污染,同时对资源也是一种浪费[7-9]。
锂离子电池正极材料种类较多,如Li-MO2( LiCoO2、LiNiO2)系统、锂锰氧化物(LiMn2O4)系统、锂钒氧化物(LiV3O8)系统以及磷酸铁锂(LiFePO4)系统[10-12]等,回收时容易混合一起,不易分类回收。本研究以某回收站混合回收失效锂离子电池为研究对象,以柠檬酸和H2O2为浸出剂,研究其中锂钴较佳回收浸出条件和粒度对浸出率的影响,具有较为重要的意义。
1 实验材料与方法
1.1 实验材料与设备
(1)原料制备:采用某回收站混合回收的失效锂离子电池,手工拆解锂离子电池,分离塑料外壳和电池,将电池置于NaCl溶液中放电48 h后手工分离正极和负极材料,手工将正极材料剪切破碎并用球磨机研磨20 min剥离粘接剂,通过实验振动筛筛分得到-10+5 mm,-5+2 mm,-2+1 mm,-1+0.5 mm,-0.5 mm等五个粒级和混合样品。
(2)试剂:去离子水;一水合柠檬酸(相对分子质量:210.14),分析纯;双氧水(30%),分析纯。
(3)实验仪器:79-1磁力加热搅拌器;101型电热鼓风干燥箱;电子天平。
1.2 实验原理
电极材料中锂、钴与柠檬酸+H2O2溶液发生反应,将锂、钴浸出为离子形态存在于溶液中,便于后续置换为高纯度的锂、钴单质。
H3Cit + LiCoO2+ H2O2→Co(Cit)2+ Co(H2Cit) +Li3Cit + Li2(HCit) + Li(H2Cit) + O2+ H2O
1.3 实验方法
1.3.1 元素含量化验
分别取各样品和浸出液样品寄样至委托化验机构,通过完全消解,ICP全扫检测混合样品各元素含量,各粒级样品和浸出液中锂钴的含量。
1.3.2 变量实验
称取2.0 g样品,将样品分别倒入不同浓度的柠檬酸溶液中,同时添加双氧水,置于磁力加热搅拌器进行加热浸出,完成后将溶液分别过滤,并用去离子水多次浸润滤渣反复过滤,减少滤渣上附着的残留,将滤液分别用去离子水定容至250 mL,取8 mL滤液寄样至检测机构进行ICP检测。
2 结果与讨论
2.1 样品元素含量
通过ICP全扫检测混合样品各元素含量见表1、各粒级样品中锂钴含量见表2。

表1 混合样品元素含量/%Table 1 Element content of mixed samples

表2 各粒级样品中锂钴含量Table 2 Content of lithium and cobalt in each particle size sample
由表1可知混合样品中含量占比较大的有Mn,Al,Ni,Co,Li,其中锂钴的含量为3.70%、6.55%,与正极材料为钴酸锂的失效锂离子电池中锂钴含量相差不大,为简化回收工艺及Co、Li的回收价值较大,故本研究后续只回收Co、Li。由表2可知当钴元素在在-4 mm区间内,-0.25 mm,-2+1 mm区间含量较高。而锂元素在-0.25 mm区间含量较高,并随着粒径的减小含量增大。
2.2 柠檬酸浓度的影响
取混合样品2.0 g,在柠檬酸浓度分别为0.5,1.0,1.5,2.0,2.5 mol/L,浸出温度60 ℃,固液比2 g/100 mL,H2O22.4%,浸出时间30 min,搅拌速度20 r/min条件下进行浸出实验,实验结果见图1。
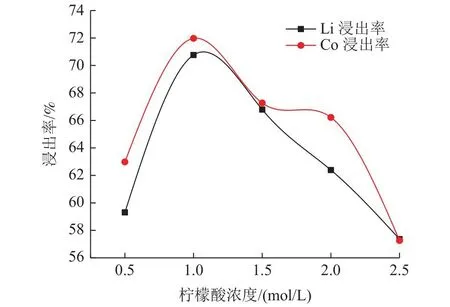
图1 柠檬酸浓度与浸出率的关系Fig.1 Relationship between citric acid concentration and leaching rate
由图1中看出锂、钴浸出率随柠檬酸浓度增加呈先增后减的趋势,在柠檬酸浓度为1.0 mol/L时,锂和钴浸出率达到较大,因此确定后续柠檬酸浓度为1.0 mol/L。
2.3 温度的影响
取混合样品2.0 g,在柠檬酸浓度为1.0 mol/L,浸出温度分别为30,45,60,75,90 ℃,固液比2 g/100 mL,H2O22.4%,浸出时间30 min,搅拌速度20 r/min条件下进行浸出实验,实验结果见图2。
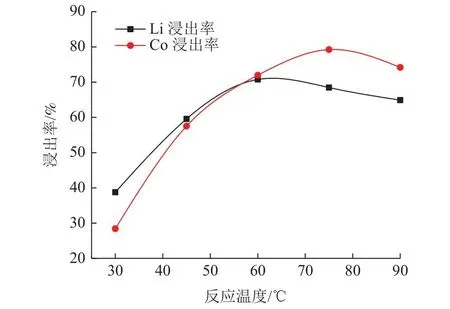
图2 温度与浸出率的关系Fig.2 Relationship between temperature and leaching rate
由图2看出,锂、钴浸出率随温度上升呈先增后减的趋势,在75 ℃时钴离子浸出率较大,在60 ℃时锂离子浸出率较大,而后即使温度继续增加,浸出率增加趋于平缓甚至减少。最终综合考虑加热成本及锂钴浸出率相差不大,确定温度为65 ℃。
2.4 液固比的影响
取混合样品2.0 g,在柠檬酸浓度为1.0 mol/L,浸出温度为65 ℃,固液比分别为1 g/100 mL,2 g/100 mL,3 g/100 mL,4 g/100 mL,5 g/100 mL,H2O22.4%,浸出时间30 min,搅拌速度20 r/min条件下进行浸出实验,实验结果见图3。
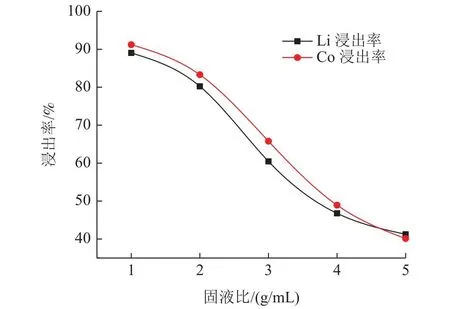
图3 固液比与浸出率的关系Fig.3 Relationship between solid-liquid ratio and leaching rate
由图3看出,锂、钴浸出率随固液比的增大呈明显下降趋势,考虑到在1 g/100 mL时,浸出率达到90%以上,综合考虑浸出率与生产效率,最终确定固液比为1 g/100 mL。
2.5 浸出时间的影响
取混合样品2.0 g,在柠檬酸浓度为1.0 mol/L,浸出温度为65 ℃,固液比1 g/100 mL,H2O22.4%,浸出时间分别为5,30,55,80,105 min,搅拌速度20 r/min条件下进行浸出实验,实验结果见图4。

图4 浸出时间与浸出率的关系Fig.4 Relationship between leaching time and leaching rate
由图4看出,锂、钴浸出率随浸出时间的增大呈上升趋势,在浸出时间达到55 min后浸出率曲线趋于平缓,综合考虑浸出率与时间消耗,最终确定浸出时间为55 min。
2.6 搅拌速度的影响
取混合样品2.0 g,在柠檬酸浓度为1.0 mol/L,浸出温度为65 ℃,固液比1 g/100 mL,H2O22.4%,浸出时间为55 min,搅拌速度分别为10,20,30,40,50 r/min条件下进行浸出实验,实验结果见图5。
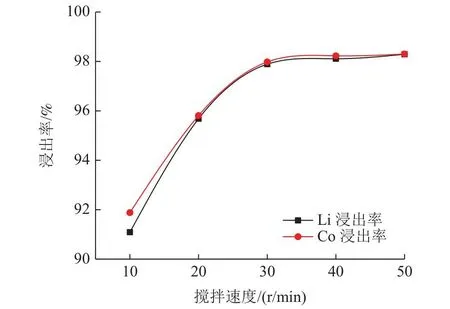
图5 搅拌速度与浸出率的关系Fig.5 Relationship between stirring speed and leaching rate
由图5看出,锂、钴浸出率随搅拌速度的增加呈先上升后平缓的趋势,在搅拌速度达到30 r/min后浸出率基本不变,综合考虑最终确定搅拌速度为30 r/min。
2.7 H2O2浓度的影响
取混合样品2.0 g,在柠檬酸浓度为1.0 mol/L,浸出温度为65 ℃,固液比1 g/100 mL,H2O2浓度分别为0%,2.4%,4.8%,7.2%,9.6%,浸出时间为55 min,搅拌速度30 r/min条件下进行浸出实验,实验结果见图6。
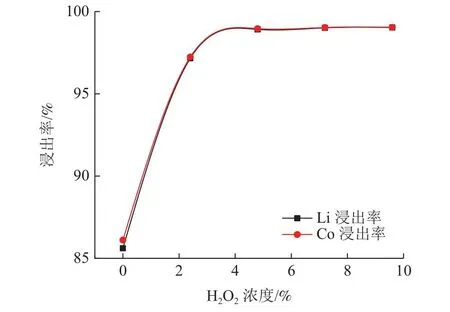
图6 H2O2浓度与浸出率的关系Fig.6 Relationship between H2O2 concentration and leaching rate
由图6看出,锂、钴浸出率随H2O2浓度的增加呈先上升后平缓的趋势,在H2O2浓度达到3%之后浸出率趋于不变,综合考虑最终确定H2O2浓度为3%。
2.8 粒度的影响
取-10+5 mm,-5+2 mm,-2+1 mm,-1+0.5 mm,-0.5 mm五个粒级样品各2.0 g,在柠檬酸浓度为1.0 mol/L,浸出温度为65 ℃,固液比1 g/100 mL,H2O2浓度为3%,浸出时间为55 min,搅拌速度30 r/min条件下进行浸出实验,实验结果见图7。

图7 粒度大小与浸出率的关系Fig.7 Relationship between particle size and leaching rate
由图7看出,锂、钴浸出率随粒度的减少呈先上升后平缓的趋势,在粒度-5 mm之后浸出率变化不大,可认为破碎粒度在-5 mm范围内对浸出率的影响较小,而较大破碎粒度浸出率不高可能是因为锂钴包裹在了颗粒中间而不能与浸出液接触而降低了浸出效果。该结果可为工业上破碎失效锂电池浸出回收提供一定的参考。
综上可知,针对混合了不同类型的失效锂离子电池而言,锂、钴始终是其最重要的回收金属,所以在-5 mm粒级下,柠檬酸浓度1.0 mol/L,浸出温度65 ℃,固液比1 g/100 mL,H2O2浓度3%,浸出时间55 min,搅拌速度30 r/min条件下进行浸出实验,获得锂浸出率97.86%,钴浸出率98.01%的较好浸出效果。
3 结 论
(1)混合了不同类型的失效锂离子电池中含量占比较大的有Mn,Al,Ni,Co,Li,其中锂钴的含量为3.70%、6.55%,与正极材料为钴酸锂的失效锂离子电池中锂钴含量相差不大,为简化回收工艺及Co、Li的回收价值较大,可只回收Co、Li。
(2)破碎粒度在-5 mm范围内对锂钴浸出率的影响较小,而较大破碎粒度浸出率不高可能是因为锂钴包裹在了颗粒中间而不能与浸出液接触而降低了浸出效果。该结果可为工业上破碎失效锂电池浸出回收提供一定的参考。
(3)针对混合了不同类型的失效锂离子电池而言,在-5 mm粒级下,柠檬酸浓度1.0 mol/L,浸出温度65 ℃,固液比1 g/100 mL,H2O2浓度3%,浸出时间55 min,搅拌速度30 r/min条件下进行浸出实验,获得锂浸出率97.86%,钴浸出率98.01%的较好浸出效果。
猜你喜欢
上海航天(2022年2期)2022-04-28
江苏调味副食品(2021年1期)2021-04-01
科学(2020年1期)2020-08-24
广东饲料(2016年1期)2016-12-01
化工进展(2015年3期)2015-11-11
应用化工(2015年2期)2015-07-13
应用化工(2014年1期)2014-08-16
长江大学学报(自科版)(2014年4期)2014-03-20
汽车电器(2014年5期)2014-02-28
河南科技(2014年16期)2014-02-27