辊切梗丝在细支卷烟中的应用
2023-10-28 10:35:20周利军于存峰王银龙郑力文徐大勇李高坡王新辉李洪涛
烟草科技 2023年10期
周利军,于存峰,王银龙,郑力文,徐大勇,关 欣,朱 波,王 迅,李高坡,张 东,王新辉,李洪涛*
1. 山东中烟工业有限责任公司青岛卷烟厂,山东省青岛市崂山区株洲路137 号 266100
2.山东中烟工业有限责任公司技术中心,山东省青岛市崂山区株洲路137 号 266100
3.中国烟草总公司郑州烟草研究院,郑州高新技术产业开发区枫杨街2 号 450001
烟梗作为卷烟的主要原料之一,由其加工制成的梗丝或梗粒由于具有较高的填充值和较好的燃烧性,对减害降焦、降低配方成本、改善卷烟物理质量均具有十分重要的作用[1-2]。然而由于现有梗丝加工工艺制成的梗丝多为片状,影响与叶丝掺配的均匀度,致使卷制后的烟支吸阻、密度、单支质量等物理指标变化较大[3]。因此,为了提高梗丝在高档卷烟中的可用性,需要对梗丝的加工形态进行调整。刘峘[4]提出,采取先压梗再切丝工艺制梗丝,可使梗丝的物理性状更加接近于叶丝,从而减少分层分离效应,可提高烟丝的混合均匀程度。微波膨胀梗丝作为一种新型的烟用材料,具有填充值高、焦烤香明显、木质气轻、混配均匀性好等特点[5-8]。丁美宙等[9]首先对烟梗进行微波膨胀,然后进行两次切丝,制成微波条状梗丝,应用到卷烟中后烟支单支质量标准偏差较小,抽吸口数较少,主要烟气指标产量降低,燃烧性好,能显著改善口感特性。但是,以上研究主要集中于利用微波、盘磨和现有切丝设备进行处理[10-11],制得梗丝存在丝状化不高、出丝率及生产效率低、流程长、能耗大等问题。另外,目前梗丝多应用于中低档卷烟,在中支、高档卷烟中应用较少。随着卷烟结构的提升以及细支卷烟快速持续的增长,解决梗丝在细支卷烟中的应用问题是行业亟需攻关的课题。因此,采用新型复切设备(辊切式)制得辊切梗丝,分析辊切梗丝对细支卷烟综合质量的影响,旨在探索梗丝在细支、中支及高档卷烟中的应用前景。
1 材料与方法
1.1 材料、仪器与设备
配方烟梗、叶丝(青岛卷烟厂提供)。
KBF 型恒温恒湿箱(德国Binder 公司);CP224S电子天平(感量:0.000 1 g,德国Sartorius 公司);OM-VM 型卷烟综合测试台、OM-VM 型卷烟硬度测定仪(北京欧美利华科技有限公司);YDZ-Ⅱ型端部落丝测定仪(合肥众沃仪器技术有限公司);K 型微细热电偶(直径0.254 mm,美国Omega 公司);卷烟燃吸温度分布检测仪(中国烟草总公司郑州烟草研究院);SML100温控型单孔道吸烟机(中国烟草总公司郑州烟草研究院;中国科学院安徽光学精密机械研究所);030NDAA5 压力传感器(-7 500~7 500 Pa,美国Honeywell 公司);USB-6002 压力数据采集器(美国National Instruments 公司);CFP800A 型卷烟落头倾向测试仪、i-TDR100 动态吸阻测定仪、MW4420 型密度测定仪(德国Tews Elekteronik 公司);辊切梗丝生产线(青岛卷烟厂);ZJ112A型卷烟机组(常德烟草机械有限责任公司)。
辊切式梗丝复切设备:采用“轧制”理论,辊切设备先经过高速皮带机将物料进行摊薄,保证进料均匀性,再通过具有特殊结构的切刀对梗丝进行剪切,从而制得宽度均匀的辊切梗丝[12]。
1.2 方法
1.2.1 样品制备
参考文献[13],按照图1加工工艺流程制得辊切梗丝(梗丝厚度0.15 mm、宽度0.9 mm)。然后将辊切梗丝按照2%、5%和8%比例分别掺配在某牌号细支卷烟中(样品编号分别为1#、2#、3#),与对照样进行对比试验。其中,对照样为纯叶丝,不掺配任何梗丝,相同梗丝掺配比例的卷烟目标质量设定相同,并在同一机台、相同条件下进行卷制。
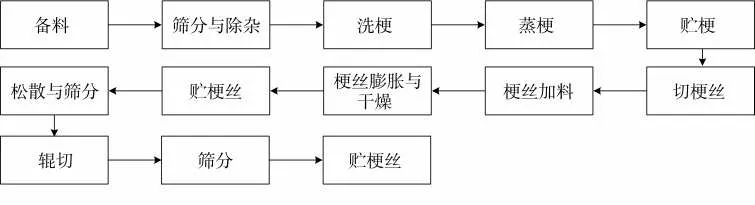
图1 辊切梗丝加工工艺流程Fig.1 A preparation flow chart for roller cut stems
1.2.2 检测方法
根据相关文献方法[14-20]测定烟支单支质量、总通风率、静态吸阻、烟支硬度、端部落丝量、烟支密度和动态吸阻。利用卷烟燃吸温度分布检测仪检测卷烟燃烧锥内部气相温度,检测方法及温度数据前处理方法同文献[21-24]。采用文献[25-29]的方法进行卷烟烟气指标测定。采用文献[30]的方法进行卷烟感官质量评价。
1.2.3 数据处理与分析
采用Origin 2019b 软件对试验数据进行分析。
2 结果与分析
2.1 卷烟物理质量
将制得的辊切梗丝以不同比例掺配到卷烟配方中,所得烟支物理指标检测结果见表1。由表1 可知,与对照样相比,掺配不同比例辊切梗丝的烟支单支质量、吸阻及其标准偏差和密度均下降,其中吸阻标准偏差降低8%以上,总通风率、硬度以及密度标准偏差均稍有增加。随着掺配比例增加,吸阻及其标准偏差、硬度标准偏差、密度均降低。当掺配比例为5%时,端部落丝量最低,为1.07 mg/支,含末率最高,为1.71%。整体来看,掺配辊切梗丝后,烟支物理质量稳定性得到一定提高,端部落丝量和含末率稍有增加。这是因为辊切梗丝采用定宽切丝,丝状度好,梗丝结构和宽度均匀性较高[12],又由于其结构分布中长丝量降低,中短丝量和碎丝量增加,烟支中梗丝与叶丝之间的配伍性和“填缝”作用提高,因此烟支硬度、总通风率、吸阻稳定性以及含末率有所增加。

表1 烟支物理指标检测结果Tab.1 Physical indexes of cigarette samples
2.2 燃烧特性
掺配不同比例辊切梗丝的烟支与对照样燃烧特性检测结果见表2 和表3。由表2 可知,与对照样相比,掺配辊切梗丝烟支动态吸阻均值较高,而动态吸阻的标准偏差、一致性系数以及落头倾向较低,且当掺配比例为5%时,值最小。由表3可知,烟支静态燃烧速率和动态燃烧速率均高于对照样,且随掺配比例增加呈上升趋势,两者变异系数均低于对照样;掺配不同比例辊切梗丝的烟支燃烧锥平均特征温度显著高于对照样,增幅达到25.0%以上,且随掺配比例增加而增加;掺配不同比例辊切梗丝的烟支燃烧锥体积显著低于对照样,降幅达到23.4%以上,当掺配比例为5%时,燃烧锥体积最小。
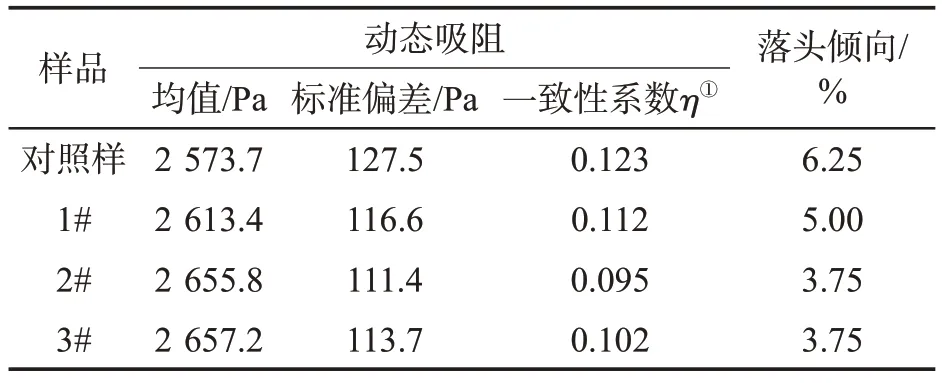
表2 烟支动态吸阻及落头倾向检测结果Tab.2 Dynamic draw resistance and combustion cone-falling propensity of cigarette samples
图2 为不同掺配比例梗丝的卷烟样品在ISO抽吸过程中特定时刻(0、0.5、1.0、1.5、2.0 s)的轴向截面温度分布伪彩图。由图2 可以看出,随着辊切梗丝掺配比例增加,烟支中心温度范围逐渐扩大,温度线边缘轮廓更均匀,即燃烧锥形态均匀。与对照样相比,当辊切梗丝掺配比例为5%时,烟支直径中心处与边缘处的温度差较小(如1.5 s 时刻),温度场分布和燃烧锥形态更加均匀。这是由于辊切梗丝呈现为近似叶丝的形态,与叶丝掺配后,烟支密度一致性提高,烟支在燃吸时充分燃烧,烟支温度场温度线轮廓清晰、分布更加紧密均匀。综上所述,掺配辊切梗丝可以增加烟支燃烧速率,减小燃烧锥体积,降低落头倾向,从而改善烟支燃烧状态。

图2 烟支温度分布伪彩图Fig.2 Pseudo-color images of combustion temperature distribution in cigarette samples
2.3 主流烟气
掺配不同比例辊切梗丝烟支和对照样的主流烟气中焦油、烟碱和CO 的释放量检测结果见表4。由表4可知,随着梗丝掺配比例的增大,烟支的抽吸口数、焦油量、烟碱量和CO 量降低。掺配辊切梗丝的烟支主流烟气中各项指标释放量较对照样相比都有不同程度下降,其中,TPM 量降低0.77 mg/支以上。根据2.2 小节结果可知,掺配辊切梗丝后,烟支燃烧状态改善,不完全燃烧产物减少,且掺入梗丝后对烟气成分起到一定“稀释”作用,TPM量降低。因此,提高辊切梗丝掺配比例可以降低烟支主流烟气中焦油、烟碱和CO释放量。

表4 烟支主流烟气检测结果Tab.4 Chemical test results of mainstream smoke of cigarette samples
2.4 感官质量
对照样与掺配不同比例辊切梗丝的感官评吸结果见表5。由表5 可知,随着辊切梗丝比例增加,烟气状态改善,杂气和刺激性先减小后增加,余味和总分先增加后减小;与对照样相比,当掺配比例为8%时,烟气浓度、香气质和总分略有降低。由于辊切梗丝与烟丝匹配性好,烟支燃烧时温度分布均匀,更利于香气物质的充分产生,而当掺配比例达到一定程度时,因为梗丝内在化学成分不同,燃烧时刺激性和木质气突出,抽吸时口腔干燥感和灼烧感凸显,烟支感官质量有所降低。因此,在一定范围内适当增加辊切梗丝比例(5%),能够提高烟支感官质量。

表5 烟支感官评价结果Tab.5 Sensory evaluation results of cigarette samples
3 结论
在试验范围内,随辊切梗丝掺配比例增加,①烟支吸阻及标准偏差、硬度标准偏差、密度均降低,当掺配比例为5%时,端部落丝量最低,为1.07 mg/支,含末率最高,为1.71%。②与对照样相比,试验样烟支物理质量稳定性提高,其中吸阻标准偏差降低8%以上;烟支静态燃烧速率、动态燃烧速率、燃烧锥平均特征温度增加,中心温度范围逐渐扩大,烟支动态吸阻标准偏差、一致性系数以及落头倾向较低,燃烧锥体积显著低于对照样,降幅达到23.4%以上,当辊切梗丝掺配比例为5%时,温度场分布更加均匀。③烟支主流烟气各项指标随辊切梗丝掺配比例增加而降低,且均低于对照样,其中TPM 量降低0.77 mg/支以上。④适当增加辊切梗丝比例,可减小刺激性和杂气,提高余味和烟气状态,当辊切梗丝掺配比例为5%时,感官质量较好。
猜你喜欢
——基于波特五力模型理论的视角
现代工业经济和信息化(2023年8期)2023-10-23 03:10:46
烟草科技(2022年11期)2022-12-20 05:58:40
科技创新与应用(2022年21期)2022-07-19 12:05:52
中国新技术新产品(2022年24期)2022-03-24 03:07:32
装备制造技术(2021年12期)2021-04-23 01:41:14
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25 00:42:08
烟草科技(2019年11期)2019-12-13 06:23:26
昭通学院学报(2018年5期)2018-12-06 03:00:12
新商务周刊(2017年17期)2017-12-24 14:47:19
西南农业学报(2016年4期)2016-05-17 05:42:15