异型包装卷烟烟包卸盘机的设计
2023-10-28 10:35:22卢洪林李华文
烟草科技 2023年10期
陈 涛,卢洪林,李华文
1. 红云红河烟草(集团)有限责任公司昆明卷烟厂,昆明市五华区红锦路366 号 650202
2. 红云红河烟草(集团)有限责任公司,昆明市五华区红锦路368 号 650202
在卷烟包装过程中,小盒烟包(以下简称烟包)包装完成后通过输送通道或缓存柜等辅联设备直接供给条盒包装设备进行条包包装[1]。而异型包装卷烟(以下简称异型卷烟)通常采用预成型烟盒完成条包包装,无法利用传统裹包式包装设备生产,且存在烟包与条包不在同一生产线或生产区域等情况,在生产时需要借助人工或利用卸盘机将托盘内烟包转运至下游条包装填包装机。近年来,MATCH系列卸盘机(英国MOLINS 公司)[2]、MAGOMAT 系列卸盘机(德国HAUNI公司)[3-4]以及YB系列卸盘机(许昌烟草机械有限责任公司)[5]等设备,被广泛应用于滤棒或烟支等圆柱体物料的卸盘供料工作。上述卸盘机均采用翻转卸料方式使烟支或滤棒随托盘翻转落入料库中[6-7],而将该方式应用于烟包托盘卸载时,因托盘内烟包排列紧密,托盘翻转后烟包无法有序落料而导致烟包散乱,无法进行后续的包装生产。针对此,王凯等[8]设计了一种新型烟包卸盘机,利用往复推送机构将托盘内的双层烟包推送至条包包装生产线。但这种烟包卸盘机运行效率较低,且在推送过程中烟包表面存在相互摩擦,容易造成烟包表面损伤。为此,通过对现有卸盘机的结构原理进行分析,设计了一种异型卷烟烟包卸盘机,能够从托盘中稳定拾取烟包并将烟包输送至条包包装生产线,以期保证烟包输送连续和稳定,提高异型卷烟机械化生产效率。
1 系统设计
1.1 结构组成
异型卷烟烟包卸盘机主要由进料输送装置、托盘提升装置、烟包拾取装置、退盘装置等组成,见图1。装载异型烟包(30 包×6 层)的托盘(3)被进料输送装置(1)输送至提升工位后,由托盘提升装置(2)将其逐层提升至烟包卸载工位;烟包拾取装置(4)利用真空吸盘逐层拾取烟包(每层30包)并将烟包置于条包装填包装机的入口输送皮带上;待6层烟包拾取完成后,空托盘在退盘装置(5)作用下退出烟包卸载工位并被输送至空盘回收输送线。

图1 异型包装卷烟烟包卸盘机结构图Fig.1 Structure of tray unloader for special size cigarette packets
1.2 进料输送装置
进料输送装置由电机、光电检测器、锁紧气缸、同步传送皮带、阻挡机构以及挡板等组成,见图2。同步传送皮带(5)长度为2 500 mm,在电机(1)驱动下可以同时传送10 个托盘(托盘宽度为110 mm)。传送带两侧均安装有阻挡机构(6)和挡板(4),当光电检测器(2)检测到有托盘到达提升工位时,主控系统驱动锁紧气缸(3)动作,使阻挡机构旋转并利用挡钩阻止后续托盘继续向前输送,避免托盘在提升工位处堆积;挡板用于防止托盘在输送过程中偏移掉落。生产中电机需满足低速、大转矩、多启停等工况条件,结合工作负载情况和设计安装空间,选取功率为0.18 kW、输出转速为18 r/min 的减速电机(德国SEW-EURODRIVE公司)[9]。

图2 进料输送装置结构图Fig.2 Structure of infeed conveyor
1.3 托盘提升装置
托盘提升装置由伺服电缸、锁紧气缸、后旋夹紧气缸和夹持机构等组成,见图3。托盘进入提升工位后,被提升装置两侧的锁紧气缸(2)夹持到夹持机构(4)上,随后后旋夹紧气缸(3)闭合将托盘精确定位,托盘在伺服电缸(1)的驱动下被提升至第1层烟包拾取工位。伺服电缸是由伺服电机与丝杆组成的一体化产品[10],通过PLC 及伺服驱动器向伺服电机发送脉冲信号,可实现多点定位和精确的速度控制,适用于高频搬运等生产环境。选用的滚珠丝杠型伺服电缸定位精度≤±0.1 mm,能够满足托盘提升定位要求[11]。相较于液压缸或气缸,伺服电缸由伺服驱动器控制,无需传输介质且运行稳定,通过末端缓冲和制动控制,能够有效避免提升冲击导致烟包掉落等问题。

图3 托盘提升装置结构图Fig.3 Structure of tray lifting device
1.4 烟包拾取装置
1.4.1 结构组成
烟包拾取装置由垂直伺服电缸、水平伺服电缸、末端执行机构以及真空源等组成,见图4。末端执行机构(4)采用蜂巢式平面吸盘[12],在垂直伺服电缸(2)与水平伺服电缸(3)协同驱动下往返于烟包拾取位置和烟包卸载位置。当吸盘到达烟包拾取位置时,托盘(5)在提升装置作用下上升;当待拾取烟包层与吸盘高度一致时,开启吸盘真空源(1)并吸附烟包侧面;吸盘携带一层烟包返回至卸载位置[即钩齿同步带(6)上方],待钩齿同步带运动出现一个空工位时,真空源断开,30包烟脱离吸盘下落于钩齿同步带上。拾取烟包所需的真空压由大流量真空源提供。如图4b所示,蜂巢式平面吸盘采用铝合金薄板(10)作为底板,底板上粘贴的泡沫海绵板(11)具有清洁和密封作用,并可增大接触面积以减小烟包掉落概率;底板和海绵板上均匀分布有微型吸孔,因平面吸盘为长条状,在吸盘两端设置2个真空负压接头(7),以提高吸盘型腔(9)内真空度的均匀性,使各个吸孔的吸力保持一致。

图4 烟包拾取装置结构图Fig.4 Structure of packet pickup device
1.4.2 真空源设备选型
吸盘吸附烟包转运过程中,以一层30 包烟为对象进行受力分析,见图5。X 方向上,烟包受到真空吸附力Fw和吸盘作用力Fd;Y方向上,烟包受到重力G 和摩擦力f。假设烟包在转运过程中做匀速运动,则烟包在X方向和Y方向上受力平衡,且满足以下关系式:
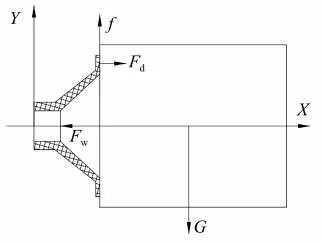
图5 烟包转运过程中受力分析Fig.5 Force analysis of cigarette packet during transportation
式中:FX为烟包在X方向上受力,N;FY为烟包在Y方向上受力,N;Fw为真空吸附力,N;Fd为吸盘作用力,N;G 为烟包重力,N;f 为摩擦力,N;m 为30 包烟质量,取0.6~0.9 kg;g为重力加速度,取9.8 N/kg。
根据摩擦力和吸附力计算公式[13]可得:
式中:ΔPu为吸盘内真空度,取真空泵最大真空度的63%~95%,MPa;S 为吸盘与烟包的有效吸附面积,取最大吸附面积的80%,mm2;μ为吸盘与烟包BOPP薄膜之间的摩擦系数,取0.36。
以昆明卷烟厂生产的异型卷烟为例,软包烟包规格为87 mm×55 mm×22 mm,质量为0.03 kg/包;细支烟包规格为103 mm×55 mm×12 mm,质量为0.02 kg/包。吸盘吸附软包烟包和细支烟包的侧面宽度分别为22和12 mm,假设在每包烟吸附面上设置一个真空吸孔,则单个烟包的最大有效吸附面积分别为303.95和90.43 mm2。结合公式(1)和公式(2)可得,同时拾取30包烟,真空泵所需提供的真空度P应满足:
由于真空度越大,吸盘寿命越短,真空度不宜选择过高。综合考虑稳定性和噪声等因素,选择VT4.40无油旋片式真空泵(最大真空度为0.04 MPa,德国BECKER公司)可满足使用要求[14]。
1.4.3 末端执行机构设计
1.4.3.1 结构设计
为适应不同规格异型卷烟,设计了两种末端执行机构,见图6。当转运软包烟包时,末端执行机构采用蜂巢式平面吸盘(图6a);当转运细支烟包时,因烟包高度增加且吸附面积减小,蜂巢式平面吸盘对烟包的翻转力矩增大。为避免烟包释放过程中因瞬时气压差扰动而造成烟包倒伏,在蜂巢式平面吸盘上方增加了一排(30个)普通橡胶吸盘(图6b),使蜂巢式平面吸盘中控制烟包释放的电磁阀通电时间略早于上排吸盘的电磁阀,从而避免烟包释放后倒伏。

图6 末端执行机构结构图Fig.6 Structure of terminal actuator
1.4.3.2 微型吸孔参数设置
蜂巢式平面吸盘中吸孔的直径计算公式[15]为:
式中:D为吸孔直径,mm;t为安全率,水平吸附t≥4,垂直吸附t≥8,取t=10;n为吸孔数量,个;ΔPu取真空泵最大真空度的63%,MPa。
吸孔数量越多,吸孔直径越小,而吸孔直径过小会增大加工难度且容易堵塞。因此,在满足生产条件下,按照最少吸孔数量的原则设计吸盘[16]。根据公式(1)和公式(2),为满足烟包拾取要求,末端执行机构吸附力应满足:
式中:s为每个微型吸孔的有效吸附面积,mm2。
根据公式(5)可得,拾取软包烟包应满足D2×n≥4 300 mm2,拾取细支烟包应满足D2×n≥2 866 mm2。对于软包烟包,初选每包烟对应吸盘均布10 个 4 mm 吸孔,30 包烟对应吸盘则需均布300 个吸孔,见图7。利用公式(4)验证,可得D≥,初选直径大于临界条件,即300个 4 mm吸孔可以满足要求。对于细支烟包,将300 个 4 mm 吸孔代入公式(4)验证,得到吸孔直径应满足D≥1.0 mm,大于临界条件。因此,根据细支烟包规格尺寸调整吸孔间距即可满足生产要求。

图7 蜂巢式平面吸盘平面示意图Fig.7 Schematic diagram of honeycomb suction plate
1.5 退盘装置
退盘装置由夹持气缸、推送气缸、夹持挡板、电机、锁紧气缸、输送皮带、挡板等组成,见图8。当空托盘(7)内最后一层烟包取出后,推送气缸(2)动作,将两侧夹持气缸(1)和夹持挡板(3)推送至空托盘上方,随后夹持气缸动作使夹持挡板(3)收拢钩住空托盘,同时提升装置的夹紧机构张开;推送气缸反向动作,带动空托盘退出至输送皮带(6)上方后,夹持气缸反向动作使夹持挡板松开,空托盘被放置在输送皮带上。空托盘输送皮带两侧同样布置锁紧气缸(5)和挡板(8),使空托盘在输送皮带上暂存,直至空盘回收提升机到位后将一组空托盘集中回收。退料装置由多个气缸顺序动作实现空托盘回收,为保证顺序控制信号准确,采用具有记忆功能的电磁阀作为气动回路的主控原件[17]。

图8 退盘装置结构图Fig.8 Structure of emptied tray reservoir
2 应用效果
2.1 实验设计
材料:软包硬化“大重九”牌卷烟(烟支长度84 mm)、细支硬盒“大重九”牌卷烟(烟支长度100 mm)[红云红河烟草(集团)有限责任公司昆明卷烟厂]。
设备:“大重九”条包生产专线,包括烟包托盘输送线、异型卷烟烟包卸盘机、软包硬化条包装填生产线、细支硬盒条包装填生产线。
方法:软包硬化条包装填生产线和细支硬盒条包装填生产线的额定生产速度均为30 条/min,三班制生产,早班5 h,中班和晚班均为6 h。异型卷烟烟包卸盘机应用前后,分别连续统计5 d中班生产的两种规格卷烟条包数量,取平均值。应用前,采用人工装填方式生产,按8 人1 组流水作业;应用后,1 条生产线仅配备1名操作人员,负责设备保养、故障排查以及在线质量抽检等工作。
2.2 数据分析
如表1 所示,异型卷烟烟包卸盘机应用后,仅需配备1名操作人员即可完成作业;软包硬化卷烟和细支硬盒卷烟的产量分别为7 125、7 500条/班次,与应用前采用人工装填方式相比,可节约人工7人/班次,两种牌号卷烟的产量分别提升4 125、3 500条/班次,有效提高了异型卷烟生产效率。

表1 异型卷烟烟包卸盘机应用前后条包产量①Tab.1 Production of cigarette cartons before and after application of the tray unloader for special size cigarette packets
3 结论
设计了一种异型卷烟烟包卸盘机,通过进料输送装置和托盘提升装置将烟包托盘输送至烟包拾取工位,再利用蜂巢式平面吸盘将烟包逐层移运至卸载工位,空托盘则在退盘装置中缓存后集中回收。以昆明卷烟厂“大重九”条包生产专线为对象进行测试,结果表明:异型卷烟烟包卸盘机应用后,仅需配备1名操作人员即可完成作业,与采用人工装填生产方式相比,可节约人工7人/班次,软包硬化卷烟和细支硬盒卷烟的产量分别提升4 125、3 500 条/班次。该设备可满足多种规格卷烟烟包的卸盘供料需求,有效提高异型卷烟的生产效率。
猜你喜欢
中学生数理化·自主招生(2023年3期)2023-03-17 02:35:02
电站辅机(2021年4期)2021-03-29 01:16:52
能源工程(2020年6期)2021-01-26 00:55:18
印刷工业(2020年5期)2020-03-29 06:47:08
设备管理与维修(2019年17期)2019-10-26 03:50:44
设备管理与维修(2019年9期)2019-09-12 07:44:06
中国奶牛(2019年1期)2019-02-15 07:19:46
印刷技术·包装装潢(2014年4期)2014-06-18 23:29:06
发电设备(2014年4期)2014-02-27 09:45:31
装备制造技术(2011年5期)2011-01-07 05:37:16