熔模铸造工艺复证失蜡法研究
2023-10-27 08:34:46仪德刚盖洪力
中国科技史杂志 2023年3期
关键词:工艺
仪德刚 盖洪力
(东华大学人文学院,上海 201620)
学术界对中国古代失蜡法的研究甚为丰富,但以技术文献和铸铜遗址文物出土进行印证还有一些真空,导致针对失蜡法的技术起源尚有一些争议。而熔模铸造工艺是经过现代科学技术改造的失蜡法[1],两者有着相同的失模原理却未曾见到学界进行有效的工艺比较研究。
本文以熔模铸造工艺为背景,梳理中国古代失蜡法技术起源的几种实模成形观点、学界争论古代失蜡法的焦点及困境;通过实验记录熔模铸造中蜡模、型壳工艺细节,佐证“失蜡法褶皱”和“失蜡失织法”的工艺推断;分析蜡料如何使用和回收以及浆料形成型壳的关键要素,以今艺研判古法的新思路,在特种工艺尤其是失模原理的技术迭代模式下探讨熔模铸造的危机,引起对熔模铸造工艺手工元素和失模原理的重视。
1 中国古代失蜡法的技术起源及学术争论
1.1 关于中国古代失蜡法的技术起源
学术界对中国冶金技术的起源、传播过程及传播机制方面的学术研究有很多,但对先秦冶金手工业的异同、冶金术与区域文明发展的关系的研究仍不深入[2]。失蜡法作为其中一类也是如此,众多学者提出了不同的工艺路径来探求其技术源起,以下便是几种典型的观点。
(1)失蜡失织法:制作纹饰的内模然后翻制外范,将蜡熔化注入外范,并把粗纺织物贴在蜡模背面,取蜡模涂抹黏土,用高温烘烤熔失蜡模,留下所得外范,织物灰烬可由浇口吹出[3]。这种方法来源于对北方动物纹金属牌饰文物的鉴定分析,通过文物背面凸起的织物印纹特征推断为间接失蜡法采用布料包覆辅助蜡模脱模。
(2)拨(剥)蜡法:蜡模仅用手和手工工具成形,将蜡料压、捏、拉、塑形成为蜡模[4]。这种方法来源于传统失蜡手工艺“青铜佛作”田野调查,推断出失蜡法为手工塑形蜡模。
(3)贴蜡法:把蜡料碾压至与铸件壁厚相同的厚度,裁剪成需要的形状尺寸后,贴于预制的内范上形成壁厚[5]。这种方法来源于传统失蜡法工艺“苏州片”田野调查,推断出中空类器物采用蜡片翻制塑形。
(4)涮壳法:用制脱胎漆器法制出分块凹模即为涮壳。将涮壳从模型上取下捆紧,灌入熔化的蜡液,凝固至所需厚度后,倒出多余蜡液,略加修整,脱去涮壳,即可得中空、无接缝的整体蜡模[6]。这种方法来源于制脱胎漆器法,推断出中空类器物采用脱胎流蜡制模塑形。
(5)失镴法:铅与锡之合金称为“镴”,将稀泥在“镴模”上制作外范,然后以温火焙烧外范,当加热至200°C以上时,外范中“镴模”熔化,由冒口流出形成外范[7]。这种方法来源于对蛇网盖冠龙虎方壶工艺分析。
(6)漏铅法:与失镴法相似,利用铅锡低熔点的特点组焊,利用铅锡硬度低的特点雕刻纹饰,然后糊泥在铅熔模上干燥制范,最后将熔模料熔化进行浇注[8]。这种方法来源于曾侯乙编钟铸造工艺分析,推断镂空结构采用铅锡合金为模料。
(7)焚失法:用焚毁即可脱范的材料制模并翻作外范,焙烧后在范腔内尚有相当多的灰烬,所以必须全部或部分分范,以便清除灰烬[9]。这种方法来源于绳索提梁文物附件分析,推断其利用植物手工编绳作为模料进行焚失脱模。
以上推论均是围绕“最初实模是如何获得?”这个问题展开的,然而实际操作中实模材料可以任意组合,只要制范时陶范能顺利取下即可[10]。所以无论古人以何种材料作模或以何种手法制模制范,都离不开最简单的工艺原理——失模原理。因此中国古代失蜡法起源实则是对原理实现的探究,从接续失模原理的熔模铸造工艺亦可以窥探失蜡法的部分智慧。
1.2 对古代失蜡法技术成因的学术争论
近百年来对失蜡法技术成因的研究时常伴随争论,杨欢将其分为:1931年之前完全失蜡法研究期、1931—1959年蜡模加块范的半失蜡法研究期、1960—1977年完全的块范法研究期、1978—2018年块范法与失蜡法研究胶着期、2019年至今空腔器物失蜡铸造工艺细节对比研究期,共五个阶段[11]。
1931年之前中国古代青铜铸造工艺研究起步,由于出土了大量精美青铜文物,国外的学者们多持失蜡法工艺铸造观点[12]。而伴随1931—1959年大量的陶范文物出土和中国学者对中国青铜器范铸工艺的论证,逐渐对完全失蜡法产生怀疑,进而选择失蜡法与块范法相结合的工艺[13]。虽仍有学者坚持完全失蜡法观点(辛普森 1948[14]、艾奇逊1960[15]、张子高1964[16]),但面对大量陶范文物也在完全失蜡法工艺上出现一些妥协。对中国商周时期的青铜器铸造工艺起源,学界在1960—1977年已逐步形成基本统一的认知,即中原核心区域青铜器皆为范铸[11],巴纳依据20世纪50年代云南石寨山文化出土文物,推测中国的失蜡法起源于西方,汉代以后由云南传入中原[17],吉田光邦则认为中国早在南北朝时期已有失蜡法,可能由地中海文化圈传入[18]。但是精美镂空文物的不断出土又让失蜡法的技术起源及传播研究疑点重重。
1978年后第四阶段,主要涉及曾侯乙尊盘、淅川下寺铜禁等有透空状纹饰的青铜文物出土,华觉明、郭德维通过对曾侯乙墓青铜器群分析,从结构考察认为曾侯乙尊盘采用失蜡法制成,失蜡法是由中国独立发明并有着鲜明民族特色的[19]。华觉明认为尊盘大多数部件都有用组合范铸的可能,但器颈透空附饰必须使用失蜡法,提出至迟在春秋初期中国就已发明失蜡法[20]。任常中等人通过对淅川下寺铜禁挖掘复原分析,认为在公元前548年时,失蜡铸造技术已达较高水平[21]。李京华从工艺角度推断淅川下寺铜禁使用了失蜡法铸造工艺,但又兼具范铸和钎焊工艺[22]。中原地区皆为范铸的统一认知提出疑点,镂空青铜纹饰使完全失蜡法和完全块范法的观点产生了冲突。
巴纳认为这些出土青铜器不是完全失蜡法制作,只是熔模法初步传入和结合,无法判断采用何种模料[23],他仍坚持失蜡法是西方起源传播并影响地方铸造技术,最终传入中原的观点[24]。而华觉明认为通过不同工艺方法配合可不使用失蜡法制作复杂青铜器物,但更复杂的结构需要失模原理及多种工艺综合实现[25]。复杂结构催生了失模原理并与范铸法结合运用,但王金潮复原青铜镂空方盖后认为镂空纹饰非失蜡法铸造而成,并介绍曾侯乙尊盘口部的抠手泥质合范铸造工艺流程,提出镂空青铜器以此为主要浇铸方法[26]。基于不同器物的镂空纹饰结构,范铸法和失蜡法观点争论不断发酵。
2006年争论出现高潮,周卫荣等认为曾侯乙尊盘与淅川下寺铜禁并非采用失蜡法铸造,提出“中国青铜时代不存在失蜡法铸造工艺”[27],又从中西方铸造差异和地理气候环境分析,提出失蜡法在中国没有技术积累和社会需求的佐证[28]。赵世纲从两个文物纹饰结构分析,认为两者采用失蜡法整体制成[29]。华觉明等认为尊盘这种复杂的结构不可能为合范铸造[30]。李元芝等还对河南叶县许灵公墓出土透空蟠虺纹饰件进行检测,认为这种纹饰是失蜡法整体制成[31]。谭德睿分析四类无法整体脱范的纹饰附件和焚失法模拟实验,认为中国失蜡法起源于焚失法[32]。学术界围绕着复杂透空纹饰制作工艺,展开了中国失蜡法有无的争论,这场争论并未达成一致却将失蜡法研究逼到了死角。
随后周卫荣等再次分析曾侯乙尊盘铸造工艺,提出“失蜡工艺不是中国青铜时代的选择”[33],他们认为春秋以后的分铸和焊接可制造如尊盘的复杂器物[34]。黄金洲认为花纹、铜梗、铜撑之间都没有焊缝和铸接结构,也无焊接合金痕迹,应采用失蜡法工艺[35]。王金潮用泥范工艺复原许公宁透空蟠虺纹青铜饰件,认为分型痕迹能从根本上否定曾侯乙尊盘透空纹饰为“古代失蜡法”[36]。李志伟认为不能片面地以尊盘不可能由失蜡法铸造而彻底否认我中国青铜时代有熔模铸造技术,只要找出有一点是熔模铸造特征就是熔模铸造所为[8]。而周卫荣分析中西方失蜡特征,认为不易脱模不能作为失蜡法判据[37],他还提出有无范缝也不能作为失蜡法工艺特征判据,并且传统失蜡法不等同古代失蜡法[38]。陈洪良等通过复制曾侯乙尊盘,采用失蜡法工艺铸造透空饰件,认为大量相互干扰的透空饰件无法用分块范铸成形,再次证明在春秋中晚期中国已出现失蜡铸造工艺[39]。李元芝等模拟传统失蜡铸造工艺复制公宁蟠虺纹透空饰件,认为其表层纹样披缝是蜡模披缝[40]。罗丰认为青铜牌饰在制作工艺上套范和失蜡失织法两种工艺可能并存,失织-失蜡法或许只有在用贵金属制作时才会使用[41]。李晓岑等在古滇国青铜扣式上发现捏蜡指纹和使用蜡条的痕迹,认为此为失蜡法的特征,指出在战国晚期云南地区就使用了失蜡法[42]。王金潮制作了泥范法铸造透空青铜器的三维动画,认为泥范法能够铸造且是中国青铜时代透空青铜器的唯一方法[43]。争论的问题焦点不再是单独的器物,逐渐向透空纹饰类青铜器转变,并将失蜡法的研究限制在这一类结构上。
双方争论焦点虽逐渐转变但仍在继续,在此基础上使得透空类青铜器有了更深入研究。万俐在方壶盖、瓿、陈璋壶三件战国时期的青铜器上发现,在透空蟠龙纹背面有叠压的椭圆形片状特征[44]。湖北随州市文峰塔春秋中晚期M33出土的1件青铜盘上发现较多蜡流痕迹,认为其可作失蜡铸造法的直接证据[45]。周卫荣等人整理了透空类青铜器产生与发展的情况,并从分型面、交错空间结构、圆圈纹、交织铜梗几个技术特征来证明失蜡工艺的蜡质和泥料不支持铸造繁复透空饰件,并指出湖北随州文峰塔东周墓铜盘附饰中的铜梗表面褶皱并非失蜡铸造的直接证据,而是典型范铸工艺中内腔流铜不畅的表现,与失蜡铸造无关[46]。他们从范铸痕迹上分析,认为“失蜡失织法”在北方系青铜器和金属牌饰铸造中是不存在的[47]。他们还对湖北随州文峰塔东周墓铜盘附饰进行分析,认为“较稠浓的流体冷却后的形态”并不是“蜡模加热后形成的流态”,是铸造工艺中的常见缺陷,古代失蜡法以及蜡模和浆料与熔模铸造概念不同,不能混为一谈,认为随州文峰塔青铜盘镂空耳系范铸工艺制作[48]。至此失蜡法长期的争论仍悬而未决。
若要解决当下研究中遇到的难题与困境,梅建军等认为这些争论集中在失蜡铸造器物的工艺特征,从考古学角度分析,失蜡法会留下哪些物证?[49]而丹羽崇史等人认为必须要通过实物和资料相比较的模拟制作实验来明确这些制作工艺[50]。杨欢认为失蜡法与块范法所铸实心器物在外观上难以区分,将失蜡法问题纠结于数件包含透空附饰的器物中并不能终结这一争论[11]。中国失蜡法要走出争论展开研究,还需从其他途径或角度进行探索。
特别是杨欢所列2019年至今的空腔器物失蜡铸造工艺细节对比研究期,出现了失蜡工艺研究的新思路,失蜡法开始走出争论,扩展至空腔器物研究,探索出古代中国失模原理的实现方式。相关研究起始于秦始皇帝陵园出土的青铜水禽,邵安定等人发现其上补缀铜片有修补打磨痕迹且与基体成分一致,推测其与失蜡铸造工艺有联系[51]。为进一步揭示具体工艺,他们对其内部的残存泥芯进行分析,认为同一水禽颈部与身体泥芯使用了不同的泥料且或许是不同的时间段内分别制作,或是由不同的工匠制作而成[52]。同时发现青铜水禽金属基体没有高放射性铅的存在,与西周晚期以及春秋时期早期秦文化铜器的矿料基本相同[53]。并对铜隔挡、体内流淌状多余铜、芯骨等样品进行分析,发现其多为铸后受热组织铜锡二元合金[54]。经过一系列现代科学检测分析,按照技术逻辑将上述研究联系起来,邵安定认为青铜水禽为失蜡法整体铸造,具体工艺上采取了间接失蜡法铸造技术,并推测失蜡法受到地中海文明的影响[55]。然后是杨欢对于青铜马车的研究,在其上也发现有垫片芯骨、针状芯撑、铜片补缀等工艺特征,认为其主要部件铸造方法有可能是失蜡法[56]。此后杨欢又提出空腔器物范芯表面有机物成分的检测将会带来新的解决途径[11],此时失蜡法的研究开始转向,对空腔器物的失蜡法研究是一个良好的开始,对中国失蜡法起源和发展研究也是一个良好的开始。
中国透空类附饰、绳索状附饰、空腔类器物等无疑扩展了失蜡法的研究方向,但在工艺表征上找到更多的证据来解决争论和问题是非常困难的,而范铸法与失蜡法关键区别在失模原理,具体的工艺方法只是局限于时代条件,我们可以大胆借鉴失模原理在熔模铸造工艺生产中的实现来探究失蜡法。
2 熔模铸造工艺调查对失蜡法的复证
2.1 熔模铸造工艺记录分析
熔模铸造工艺可以分为蜡模、制壳、浇注、后处理、检验五大部分。传统失蜡法的手工业生产模式对详细工艺步骤通常不予记录展示,已有的田野调查工艺步骤描述简单,也没有对具体细节详尽说明,而现代生产则会详细记录过程,且步骤较为繁琐,其中花费时间最长、最关键的工艺步骤是蜡模和制壳两部分,本节着重介绍这两部分,其余的部分概述。
2.1.1蜡模
(1)蜡处理:首先将中温蜡固体块放入化蜡筒,新旧蜡料配比按1∶9混合,加热至90℃,静置后通过滤网将蜡中的水分、粉尘、砂粒等杂质过滤掉(图1(1)全文照片均由盖洪力拍摄。)

图1 蜡处理
古代失蜡法研究大多关注蜡料、动物油脂、铅锡合金等作为模料的可能,或关注相应配比,但对于模料的回收和利用并无更多思考。中大型器物的模料单次消耗量极大,并且模料是失蜡法工艺中最关键和最珍贵的原料,如果只是简单熔化,不符合古人物尽其用的生产逻辑,更不符合当时物质生活水平。古代失蜡法最重要的是如何将模料从产生到消减循环起来,清洁回收过程暗含着这种工艺存在和发展的可能,在失模回收模料时是否要静置分层和清除杂质,在熔化回收后如何调整模料成分,这是失蜡法工艺发展必须要解决的问题。
(2)压蜡:处理后的蜡料经过管道进入储蜡桶进行88—94℃保温,加压注射进入模具成形。首先在模具内腔喷涂脱模剂(油类物质),合模后保压4—6Mpa,蜡料加压后通过射蜡口进入模具型腔保证蜡料充满模具型腔,模具上的水冷板(8—13℃)快速降温使蜡模表面迅速凝固成形。然后打开模具,此时蜡模与模具之间由于压力会产生真空吸附,需借助压缩空气吹入接合面将蜡模取出(图2),最后将蜡模放入水箱(18—27℃)继续冷却,随后放到托盘中静置12—14小时(图3)。

图2 压蜡脱模
图3 水箱冷却
现代利用气吹取模的原理与艾玛·邦克失蜡失织法的推测一致,金属牌饰往往是一个大平面,蜡模与成形外范的表面非常光滑易产生负压,用外力取模易造成变形破损,所以此时借助织物既方便起模又减少了真空吸附力。另外如果使用了织物进行辅助脱模,将织物放在未凝固的蜡模背面后是否会加盖一层外范,施加外力来保证蜡模正面纹饰充型呢?这样就更加需要这一层织物进行辅助脱模了。
如果遇到蜡模内部有细长小孔结构采用陶芯(图4、图5),现代工艺的陶芯既像芯骨又像芯撑,既保证相对位置又能保证蜡模结构,将青铜马车和彩绘水禽空腔类铸造中出现的两类东西合二为一,而现代工艺依然存在芯撑,在制造叶轮的半封闭空腔时,为防止压蜡时产生“漂芯”,控制型腔与蜡模的相对位置,会用金属芯钉来固定蜡模与型芯,浇注后再打磨掉芯钉,其与芯撑的作用是一致的。而实心类结构在古代失蜡法制作过程中可能有应用预制子蜡和组合型芯的尝试,来保证蜡模的复杂结构和强度。
图4 陶芯

图5 陶芯
(3)修蜡:借助简单工具(例如图6)对每个蜡模进行检查修整,包括结构性的射蜡口、射蜡道以及模具合模线飞边,脱模剂过多导致的蜡模表面油纹,液态蜡压射进入型腔混合时相互熔接融合产生的流纹(类似轻微褶皱),压力不稳定产生的气泡以及磕碰等。

图6 长刀
熔模铸造与间接失蜡法原理相同,但经过修蜡环节后,在最终成品上还能看到许多诸如范线、流纹等缺陷,铸缝无法完全作为区别失蜡法与范铸法的特征,因为采用间接失蜡法也会在蜡模表面留下相同蜡痕,李志伟推测的漏铅法铸造同样亦会产生有铸缝的铜器[57],甚至直接失蜡法采用分块拼接时也会产生范缝痕迹。
(4)组树:批量生产的小件产品把蜡模按一定数量排列,利用电烙铁(120—130℃)将蜂蜡熔化作为焊接剂,然后把蜡模焊接到模头上,模头与保护浇口的固定盖板、挂杆(图7)固定以便于取放。

图7 挂钩、盖板
张昌平在失蜡法研究中发现曾侯乙尊盘镂空结构中的褶皱,猜测应为较稠浓的流体冷却后的形态或者反映的是蜡模加热后形成的流态,得出失蜡法使用的蜡模并非都是整体成型,也可能会是将不同蜡模部件通过加热粘连[58]。从现代工艺来看,蜡模压制和组树工艺中都存在这样的现象,浇注系统与蜡模的连接方式,蜡模精细结构的焊接,都不可避免的会产生结构性的褶皱,手工塑形则更容易需要通过焊接进行组合和修补。
2.1.2制壳
(1)清洗:使用清洗剂将蜡模表面蜡屑和油污等杂质洗掉,保证蜡模表面质量,同时起到预湿和提高挂浆附着率的作用。
现代工艺在清洗过程中很容易出现蜡屑附着在蜡模表面的现象,在最终成品表面上会体现出相应突起,形状多为片状,古代失蜡法在对蜡模制作或者修补过程中难免产生蜡屑等其他杂质遗留在表面,在制壳、浇注后必定会留下相应的痕迹。
(2)面层:首先将硅溶胶、消泡剂、蒸馏水按比例混合为溶液,面层的溶液二氧化硅含量25—28%,将140目锆粉按1∶1混合为粘度10±2s的锆浆。持续搅拌然后将组树蜡模随搅拌方向浸入锆浆(称作“沾浆”,图8)。如遇到窄缝隙和深孔洞,需由人工通过吹破张力膜均匀挂浆,最后均匀覆盖一层80—120目锆砂,缝孔结构需要手动敲击拉杆震砂,置于恒温恒湿环境下风干1—2天。

图8 沾浆
古代失蜡法根据环境选择粉料和溶剂,但都需要考虑浆的粘度以及成形强度,在混合型壳泥浆时为保证型壳透气性、结合强度,其是否会加入其他物质促进凝结,采用的溶剂是否会经过特殊处理?“以澄泥和水如薄糜”,“急以细黄土,多用盐并用纸筋固济于元澄泥之外,更加黄土”微言大义,“澄泥”“薄糜”“细黄土”“盐”“纸”这些关键字眼切中粒度和促凝因子,想要用一句话将整个工序概括,似乎作了说明但又省略了大量的技术细节,“澄泥”“薄糜”“细黄土”应是面层的浆料描述,面层浆料粒度偏大、粘度偏小,可以保证形成一层薄薄的浆膜并且干燥后内表面粗糙度低,“盐”和“纸”使浆料成为水硬性混合物,既保证型壳的强度又增加了透气性,而这些细节有可能是失模原理在当时的工艺实现。
(3)背层:用80—120目锆粉与二氧化硅含量28—31%的溶剂配制粘度为17±2s的锆浆,制作工艺与面层相同(图9、图10)。为保证模壳强度,一般背层工艺需要3—4层,并随着层数增多撒砂粒度逐渐增大(60—16目)。

图9 面层风干

图10 背层风干
(4)脱蜡:将组树蜡模的盖板与挂架拆下,进入300℃高温蒸汽脱蜡釜(图11、图12),去除蜡模得到型壳。虽已经采用高温蒸汽脱蜡,但在型壳中因蜡模结构残存的蜡料,仍不可避免地被带入浇注工艺环节,影响铸件组分。

图11 脱蜡釜

图12 脱蜡
300℃对于型壳强度无较大影响,只是用来去除蜡模,“外施火力炙化其中油蜡从口上孔隙熔流净尽”,对于无固定熔点的混合物,既无法精确控制温度也不能观察蜡模内部变化,而蜡料的熔点一般在140℃左右,超过此温度,蜡料会产生自燃烧损。回收蜡料若仅简单以火力炙化会大量烧损并使余蜡、杂质灰分增多,失蜡法工艺去除蜡模方法也不应只有火力外炙,现代熔模工艺起初就利用开水反复冲洗型壳进行化蜡,然后利用静置分层和蒸发脱水便可回收利用,这种方法简单可操作,极可能为古人采用。
(5)模壳包棉:对脱蜡后型壳的厚大处包棉,用背层浆沾连石棉包裹(图13),保证浇注时顺序凝固,此外将硅溶胶、锆粉配制成泥状修补型壳破损处。古代失蜡法若在型壳固化后出现缺陷必将采取相应的修补行为,修补位置不只外形与整体不一致,强度也是最小的,在浇注完成后进行型壳破碎会留下相应的断口和残壳,这就产生不同表征的型壳和器物,同样残壳的组分也留下可以追溯的痕迹。
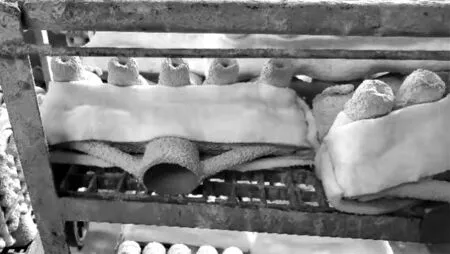
图13 包棉
(6)模壳焙烧:使用天然气焙烧炉(图14)焙烧,温度升至1050℃,实际焙烧时间由模壳大小决定。观察模壳焙烧颜色,型壳发白则说明焙烧完成,发红则过烧。通过最简单的颜色变化进行经验积累得到焙烧效果判断,失蜡法模壳是多层透气结构,与陶范单、双层结构不同,两者在焙烧时间和焙烧后的透气性上均有差别,这些都会对浇注产生影响继而在成品中表现出浇不足、裂纹、毛刺现象。

图14 焙烧炉
2.2 熔模铸造与失蜡法的工艺迭代危机
熔模铸造与失蜡法都是以失模原理为本质的工艺,它们承载着古人铸造理念的智慧,但同为特种加工工艺在不同的时空也会面对相同的境遇。熔模铸造作为一项材料近净成形技术,在高精度、复杂结构铸件,特别是高熔炼温度、高化学活性金属的成形中起着不可替代的作用,但是熔模铸造工艺过程复杂、成本高、周期长,只有少数产品才会选择这种工艺[59],而多数情况选择砂铸,犹如失蜡法之于范铸法。
但无论选择哪种工艺方案,最终目的都是生产出达到要求的产品,例如现代叶轮的制作,有的会直接选择砂型铸造,复杂的结构和表面靠精细加工来保证,有的则会选择熔模铸造保证复杂结构和精度只做普通加工,而最后得到的产品没有任何区别,除了依靠标识分辨,几乎不能判断其为何种工艺。古代生产也会有这样的结果,一旦经过精雕细琢,在成品判断上就极难确定工艺流程,这也是有些文物在工艺上产生争论的原因。
况且工艺选择是随着时间不断变化的,谭德睿认为必须联系各种造型方法和加工工艺特点、砂铸法与古代失蜡铸造比较,现代熔模铸造工艺以其尺寸精度和劳动生产率较高取胜,但是在铸造重型器物和蜡模无法借模具成形的器物时,古代失蜡铸造工艺仍然是首选项[60]。随着时间推移,古代失蜡法成为首选项已经被技术迭代所吞没,熔模铸造工艺也在所难逃,这更需要我们调查思考熔模铸造和失蜡法的失模原理的独特适用。熔模铸造作为现代工艺虽然发展迅速,但目前国内熔模铸造工艺还停留在“一半是技术,一半是手艺”的阶段,这一半手工技巧暗含失蜡法研究的新方向,同样也蕴含工艺手册无法表达的内容。上述所记录的工艺正逐渐消失,转而完全由其他技术代替,到时不只是技术工艺中断,失模原理也有可能中断,所以调查记录熔模铸造工艺的意义更加深刻。
3 结语
中国古代失蜡法经过近百年探索研究,国内外学者从出土文物和传统工艺出发解答最初失蜡法实模如何获得这个问题,对失蜡法的技术起源提出诸如“焚失法”“漏铅法”“拨蜡法”“失蜡失织法”“空腔器失蜡法”的推测。从完全失蜡法、半失蜡法,再到失蜡法的胶着期、空腔器物失蜡铸造工艺细节对比研究期,出土器物影响着学者们的观点。镂空纹饰器物的出现迎来了“中国古代失蜡法存在与否”的激烈讨论,但是文献资料和器物的形制、纹饰的复杂程度、范缝等均不能成为其充分判据,这使古代失蜡法研究局限在透空结构的研究,向前推进异常困难。随着青铜马车与彩绘铜禽研究开始转向,面对这一变化,需要明确中国透空纹饰、绳纹、牌饰、空腔类文物特征,并明析失模原理这一关键问题。
对比与失蜡法同根的熔模铸造工艺,在工业生产模式下通过详细记录分析熔模铸造中蜡模、型壳的工艺流程,发现古代失蜡法研究对蜡料如何使用型芯和芯撑处理复杂结构,脱蜡的方法,蜡料的回收利用缺乏关注,也印证了艾玛·邦克失蜡失织法的推断和张昌平褶皱特征的出现,文献中“以澄泥和水如薄糜”,“急以细黄土,多用盐并用纸筋固济于元澄泥之外,更加黄土”微言大义,在熔模铸造工艺中也能发现失蜡法在型壳浆料的制备工艺上的思想,无论是修补蜡模还是判断模壳焙烧程度,无论是泥芯还是芯撑,现代熔模铸造工艺仍然蕴含着与古代失蜡法相同的智慧,且无论在古代还是在现代两者遇到的问题是相同的,都会因为技术迭代而带来工艺脉络中断、记录缺失、存在危机,所以对现代熔模铸造工艺的调查记录非常重要,可以从现代工艺视角思考失蜡法研究未关注的问题并接续失模原理的发展。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26 09:19:32
矿产综合利用(2020年1期)2020-07-24 08:50:40
山东冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界农药(2019年2期)2019-07-13 05:55:12
世界农药(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山东工业技术(2016年15期)2016-12-01 05:30:59
铜业工程(2015年4期)2015-12-29 02:48:39
新疆钢铁(2015年3期)2015-11-08 01:59:52