基于定量模拟的恶臭治理技术方案评估体系的构建与应用*
2023-10-24 14:04朱剑秋陈金胜任翔宇张志豪
环境污染与防治 2023年10期
朱剑秋 陈金胜 任翔宇# 朱 晶 楼 劼 张志豪,3
(1.浙江省环境科技有限公司,浙江 杭州 311121;2.浙江求实环境监测有限公司,浙江 杭州 311121;3.浙江智慧云环境科技有限公司,浙江 杭州 310030)
恶臭是指一切能刺激嗅觉器官而引起人们不愉悦感觉以及损害生活环境的异味气体[1-2]。恶臭污染不仅对人体健康造成伤害,同时也会影响社会、经济的发展[3-4]。2018、2019、2020年“全国生态环境信访投诉举报管理平台”接到的恶臭(异味)投诉举报分别有15.3万、11.1万、9.8万件,占环境问题总投诉量的21.5%、20.8%和22.1%,是当前公众投诉最强烈的环境问题之一[5]。总体看来,近些年尽管全国大力开展工业企业恶臭异味的管控及整治,但相关投诉占比仍处于高位。
我国目前的恶臭标准主要是从臭气浓度方面对污染产生单位进行约束,缺少对环境敏感点异味强度和发生频率的相关要求[6-8]。现有标准没有考虑到不同恶臭物质的自然特征,并不是以人的“可接受性”为准则,这也是“达标性异味污染”的原因所在。有些污染物在极低浓度下异味刺激仍然强烈,多种未超过标准限量的污染物在相互叠加作用下异味刺激也不容忽视[9-11]。在异味投诉中存在较多数量的“达标投诉”,即企业自身废气排放达标,但依然对周边居民造成异味困扰。实际案例中即使认定了责任企业,但由于缺乏技术支撑,无法确定治理到何种程度可以解决问题,因此整治效果往往较差。
不同行业产业排放的恶臭物质种类差异大,采用单一的恶臭污染治理技术方法,往往无法满足企业复杂的生产工况,从而导致恶臭气体难治理、难评估、方案难决策等问题。由于恶臭物质嗅阈值低,在达到现有的排放标准情况下,也需要进一步综合研究提出深度恶臭治理方案,才能满足恶臭控制要求。企业如何筛选出最适合自身排放特征、治理效果最优、能彻底解决周边居民异味困扰的恶臭治理技术具有重要研究意义。已有研究多采用单一恶臭强度评价准则作为治理技术的评判标准[12-13],但并不能全面剖析存在的问题。实际情况中需要结合企业自身恶臭治理工艺、排放特征及恶臭影响现状,并需要兼顾企业周边环境敏感点受影响程度与相关国家政策管控要求,选择合适的评估标准与方法。因此,建立一套涵盖多角度的恶臭治理技术综合评估体系对于企业量化评估不同治理技术的实施效果,科学选择恶臭治理技术具有重要意义。
针对上述问题,本研究创新性地采用恶臭扩散模型与德国异味发生频率控制标准建立了恶臭污染影响定量评价方法,同时结合“减污降碳协同管控”政策制定了一套评估赋分体系,从恶臭治理效率、环境改善效果、减污降碳水平以及技术经济成本4个方面对恶臭治理技术实施效果进行量化并差异化评分。为验证方法的科学性与可操作性,使用上述方法对某染料企业尾气恶臭进行不同情景下的预测评估,筛选得出最优的恶臭异味管控办法,有效解决了“达标性异味扰民”整治目标不明确的问题。
1 基于定量模拟的恶臭治理技术评估体系
1.1 评估指标选取
企业在设计恶臭治理技术方案时,不仅要考虑治理技术的治理效果,还要关注是否会对周边环境敏感点产生影响;同时结合实际,治理技术还应响应国家“减污降碳协同管控”政策方针,实现环保和节能减排的双重目标,并最终确保其在经济投入和环境效益之间取得平衡。通过上述4个方面来评估企业恶臭整治效果,可全面、客观地评估企业整治恶臭问题的效果和成本,利于其合理规划并实施环保治理措施,并促进可持续发展。
1.1.1 恶臭治理效率指标
恶臭治理效率以总恶臭排放强度(TOER)的削减率作为量化指标,TOER的削减率越高,表示恶臭治理效率越好。TOER计算方法见式(1):
ITOER=Q×C
(1)
式中:ITOER为总恶臭排放强度,m3/min;Q为废气风量,m3/min;C为臭气浓度,无量纲。
1.1.2 环境改善效果指标
在传统评估恶臭污染影响中,治理工程易出现达标性污染以及需要重复性信访,存在成本高、效果不佳等问题。因此,选择利用模型进行模拟定量评估,通过建立恶臭污染的数学模型,对恶臭污染的来源、扩散、影响等进行定量分析,从而为治理恶臭污染提供科学依据。
AUSTAL 2000模型是《德国空气质量控制标准》推荐的法规模型,被欧盟国家广泛采用。AUSTAL 2000模型自身拥有诊断风场的模块(TALdia),且考虑风场中的地形因素,适用于模拟恶臭污染扩散,可通过预测污染源周边区域恶臭发生频率从而进行恶臭模拟与气味影响评价[14-16]。为此,本研究选用AUSTAL 2000模型用于模拟恶臭扩散,同步参考《德国污染控制法》中的方法量化评价恶臭污染对周边环境敏感点的影响,周边敏感点恶臭发生频率越低,环境改善效果越好。
1.1.3 减污降碳水平指标
减污降碳水平指标以各项处理工艺的碳排放量作为量化依据,碳排放量越小,表明治理工艺的减污降碳效果越好。各项处理工艺主要考虑相关设备运行时的碳排放量,依照各类生产企业温室气体排放核算方法与报告指南进行核算。基于对处理工艺主要设备清单的梳理与能耗核算,选择相应的碳排放因子计算工艺碳排放量,计算方法见式(2)。
(2)
式中:E为设备运行时耗能产生的CO2排放量,kg/h;Ai为工艺设备对能源i的能耗活动水平,GJ/h;Fi为能源i的CO2排放因子,kg/GJ;n为能源种类数。
1.1.4 技术经济成本指标
企业在选择治理工艺时要综合考虑工艺的经济成本,主要包括处理工艺运行时的耗能、耗材等。技术经济指标以各项处理工艺的小时运行成本作为量化依据。
1.2 评估指标赋分
评估赋分体系总分值为100分,根据各项指标的相对重要程度,设定恶臭治理效率、环境改善效果、减污降碳水平与技术经济成本等评估指标满分分别为30、40、15、15分。
1.2.1 恶臭治理效率指标赋分
鉴于我国尚未发布TOER削减效率要求,故参照《挥发性有机物无组织排放控制标准》(GB 37822—2019)中挥发性有机物处理设施效率不低于80%的规定,设定TOER削减要求。将TOER削减率≤80%的恶臭治理效率赋分为0分;TOER削减率≥90%的恶臭治理效率赋分为30分;TOER削减率在80%~90%的恶臭治理效率按比例赋分,具体见式(3)。
ST=[(T-80)/(90-80)]×30
(3)
式中:ST为TOER削减率在80%~90%时恶臭治理效率的得分;T为TOER削减率,%。
环境改善效果指标选择环境周边敏感点恶臭发生频率作为赋分依据,利用AUSTAL 2000对恶臭的影响进行模拟分析,参考《德国污染控制法》中的恶臭影响标准进行评价。《德国污染控制法》中的臭气浓度定义与我国标准中的无量纲臭气浓度概念相同,均指将恶臭气体稀释至嗅觉阈值的倍数,并要求居民区、混杂区年臭气浓度超出1的小时数占全年小时数(8 760 h)的比例不超过10%;商业区、工业园区年恶臭浓度超出1的小时数占全年小时数的比例不超过15%。
鉴于此,本研究将恶臭发生频率超过15%的环境改善效果赋分为0分;恶臭发生频率为10%的环境改善效果赋分为30分;恶臭发生频率在[0,10%)与(10%,15%)的环境改善效果按比例赋分。赋分方法见式(4):
(4)
式中:SI为环境改善效果的得分;η为恶臭发生频率,%。
1.2.3 减污降碳水平指标赋分
在相同工况下平行测试多种恶臭治理工艺的碳排放量,减污降碳水平指标赋分按式(5)进行计算:
(5)
式中:SR为减污降碳水平的得分;Eave为几种备选恶臭治理工艺CO2排放量的平均值,kg/h;E’为待评估工艺的CO2排放量,kg/h。
ABC分类法是目前最常用的库存管理方法之一。ABC分类法又称主次因素分析法或“帕累托”现象。这种方法简单易行,在库存管理中应用广泛。ABC分类法的基本原理是将库存物资按品种和占用资金的多少分为特别重要的库存(A类)、一般重要的库存(B类)和不重要的库存(C类)三个等级,然后针对不同重要等级分别进行管理和控制[2]。该方法的核心是“分清主次,抓住重点”,针对企业库存中占用大量资金的少数生鲜农产品,需要进一步加强库存管理和控制;而企业库存中占用少量资金的大多数生鲜农产品,可进行相对较为宽松的库存管理与控制。
1.2.4 技术经济成本指标赋分
技术经济指标以各项恶臭治理工艺的运行成本作为赋分依据。在相同工况下平行测试多种恶臭治理工艺的运行成本,技术经济成本指标赋分按式(6)计算:
(6)
式中:SE为恶臭治理工艺技术经济成本的得分;Oave为几种备选恶臭治理工艺运行成本的平均值,元/h;O’为待评估工艺的运行成本,元/h。
2 实例应用
2.1 企业概况
某染料企业为杭州湾的龙头企业,企业厂界周围共有12处环境敏感点(见图1),临近高架桥交通枢纽,地势平坦,园区周边多为农田。厂内全部采用喷雾干塔用于分散染料干燥。企业拟对喷干塔尾气进行深化治理以降低恶臭影响,备选技术方案包括“冷凝回用+分子共振”与“高能粒子氧化耦合”,评估比选两种工艺在恶臭治理效率、环境改善效果、技术成本经济性与减污降碳协同效能方面的表现。

图1 染料企业厂区范围与敏感点位置
2.2 预测情景设置
针对该企业喷干塔尾气恶臭问题,结合备选的两种治理工艺,设置3种情景进行模拟,其中情景1为当前现状;情景2为采用高能粒子氧化治理喷干塔尾气恶臭;情景3为冷凝回用+分子共振治理喷干塔尾气恶臭。利用AUSTAL 2000模型对不同情景下恶臭影响进行预测,扩散模型模拟使用的气象参数来源于研究对象所在区域2020年整年逐时观测数据,包括风速、风向、莫奥长度等。根据染料企业所在区域的主导风向,设置16 km×8 km的矩形区域为模拟区域,模拟区域可以覆盖厂界周围12处环境敏感点。
2.3 结果与分析
2.3.1 恶臭治理效率与改善效果
通过AUSTAL 2000模型模拟预测,得到3个情景下恶臭发生频率的区域分布,结果见图2。由图2可见,在情景2与情景3下,模拟区域中恶臭发生频率较高的面积相比情景1明显缩小,说明两种治理方案均能让大部分敏感点恶臭影响问题得到改善。
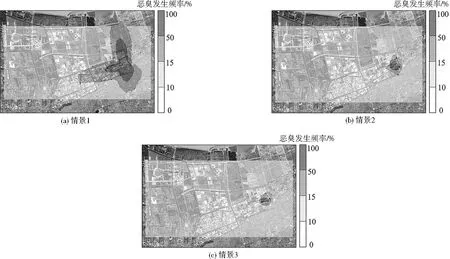
图2 染料企业恶臭发生频率区域分布
进一步分析该染料企业在3种情景下的恶臭发生频率与TOER模拟结果。情景1企业尾气没有恶臭治理措施的情况下,大部分模拟区域的恶臭发生频率均处在5.0%~50.0%,其中最大值落在厂区内,为52.0%;厂界外部分区域达到20.0%以上,敏感点中最高为22.3%,敏感点TOER均值为7.137×106。情景2使用高能粒子氧化技术进行尾气处理后,模拟区域恶臭发生频率基本处于1.0%~15.0%,其中厂区内最大值为28.5%,厂界外绝大部分区域控制在15.0%内,敏感点中仅有1个点位恶臭发生频率大于10.0%,情景2下敏感点TOER均值为0.785×106。情景3使用冷凝回流+分子共振技术后,模拟区域的恶臭发生频率在1.0%~15.0%,厂区内最大值为22.6%,厂界外区域恶臭发生频率全部在15.0%以内,所有敏感点的恶臭发生频率均在10.0%以下,情景3下敏感点TOER均值为0.478×106,与情景2相比恶臭治理效果有一定提升。
根据模拟得到的TOER,得到高能粒子氧化技术与冷凝回用+分子共振技术的TOER削减率分别为89.0%、93.3%;在情景2中,12处敏感点中最大恶臭发生频率为10.7%,而情景3中该指标为7.4%。根据赋分规则,高能粒子氧化耦合工艺与冷凝回用+分子共振工艺的恶臭治理效率得分分别为27.0、30.0分,环境改善效果得分分别为25.8、32.6分。
2.3.2 减污降碳水平与经济成本指标
根据工艺原理分析,结合企业设备运行参数,对不同工艺下的碳排放量与运行成本进行推算与审核,得到两种治理技术CO2排放量分别为243.94、424.77 kg/h;运行成本分别为327.49、580.79 元/h。按照式(3)、式(4)进行计算,得到高能粒子氧化耦合工艺与冷凝回用+分子共振工艺的减污降碳水平得分分别为10.6、7.4分,技术经济成本得分分别为10.7、7.3分。
2.3.3 工艺比选
综合4项指标得分情况,高能粒子氧化耦合工艺、冷凝回用+分子共振工艺的评估总分分别为74.1、77.3分,二者得分同在70~80分的档次区间,总体相差不大。就单项指标而言,前者在恶臭治理效率与环境改善效果方面均略差于后者,但在减污降碳和运行成本上优于后者,综合而言,两种工艺均可满足该企业恶臭治理需求。结合染料行业实际生产来看,高能粒子氧化耦合工艺是《重点行业挥发性有机物综合治理方案》[17]中恶臭异味治理的推荐技术“低温等离子”的优化形式,该治理工艺可以在确保喷干尾气恶臭异味治理效果的同时,减少企业环保负担,在能耗方面也有降低,因此建议染料行业推广使用此法。
3 结 论
(1) 创新性建立了包含恶臭治理效率、环境改善效果、减污降碳水平与技术经济成本4个维度的恶臭治理技术综合评估体系,为企业恶臭治理技术方案的制定与优化提供科学支撑。
(2) 基于AUSTAL 2000模拟结果与德国异味发生频率控制标准判断恶臭污染对环境周边敏感点的影响,定量评估技术方案的恶臭治理效率与环境改善效果。
(3) 采用某染料企业尾气恶臭管控评估实例对构建的方法进行验证。恶臭治理技术综合评估结果表明,冷凝回用+分子共振工艺与高能粒子氧化耦合工艺均能让大部分敏感点恶臭影响问题得到改善;高能粒子氧化耦合技术可以在确保喷干尾气恶臭异味治理效果的同时,减少企业经济、环保负担,并降低能耗。
(4) 恶臭污染影响定量评价方法与恶臭治理技术综合评估体系有助于客观评价恶臭嗅辨结果,综合全面地评估恶臭治理工艺的治理效果,对解决“达标性异味扰民”等问题具有积极作用。
猜你喜欢
——业绩赋分
中国管理信息化(2021年13期)2021-09-18
机械设计与制造(2020年6期)2020-06-20
石油石化绿色低碳(2019年6期)2019-01-14
廉政瞭望·下半月(2018年11期)2018-10-21
数学物理学报(2018年4期)2018-09-14
宠物世界·猫迷(2017年7期)2018-01-25
猪业科学(2018年8期)2018-01-22
小品文选刊(2017年16期)2017-11-25
课程教育研究·新教师教学(2016年12期)2017-04-11
四川电力技术(2015年5期)2015-12-19