
红外探测器高精度低温钎焊引线环设计
2023-10-24 01:37:48卢加涛
激光与红外 2023年9期
赵 璨,杨 斌,刘 森,卢加涛,李 硕
(华北光电技术研究所,北京 100015)
1 引 言
引线环是制冷型红外探测器(以下简称探测器)的电学接口[1],用于实现探测器与系统的电学输入和输出。目前国内外探测器所用引线环主要有39 pin、41 pin、54 pin、64 pin及72 pin等多种规格型号,其主要结构形式均为圆环形。
传统引线环主要由上金属环、下金属环和陶瓷圆环三部分构成(如图1所示)。陶瓷圆环上下表面分别布置焊盘及插针;焊盘通过引线与探测器芯片连通,插针与外部的处理电路连通;陶瓷圆环内部布置引线连通焊盘与插针,各引线之间通过陶瓷进行绝缘。上下金属环与陶瓷圆环通常使用银铜钎料在800 ℃以上高温钎焊连接,钎焊完成后在金属环表面镀镍处理,在陶瓷圆环的焊盘及插针表面镀镍-金处理。上下金属环与探测器金属零件焊接实现探测器芯片的封装。

图1 传统引线环结构示意图
对于某些探测器,受到与整机耦合的限制,其引线环需兼具电学引出与机械定位两种功能,且定位精度要求高。这类引线环(如图2所示)的定位精度要求通常需要达到0.02 mm以内。传统的引线环在制备工艺过程中,金属环经过机械加工、高温钎焊、电镀等多道工艺。高温钎焊过程中焊接热应力会导致母材发生形变,因此成为影响引线环尺寸精度的重要原因,其尺寸精度只能达到0.1 mm;其次先钎焊后电镀的工艺顺序使引线环的尺寸精度进一步降低。综合上述两个原因,传统的引线环难以满足探测器的高精度定位要求。

图2 引线环定位方式示意图
针对这类探测器,本文设计一种兼具电学引出与高精度定位两种功能的引线环。改变了传统引线环的焊接结构,实现了电学接口位置的可调节。选用金锡钎料在350 ℃以下钎焊引线环的金属件与陶瓷件,大幅度降低了高温钎焊导致的焊接热应力。此外,本文通过研究钎焊温度和保温时间对焊缝表面形貌和引线环漏率的影响,成功制备出高精度引线环。在保证引线环电学性能、力学性能和密封性能的同时大幅度提高了机械尺寸精度,对探测器杜瓦的精密封装具有指导意义。
2 引线环设计
2.1 结构设计
传统的引线环由于其圆环形的结构,插针和焊盘的位置为固定值,难以进行探测器轴向方向的位置调节。如图3所示,本文的引线环由金属环与两个矩形陶瓷构成,金属环设计为法兰结构,用于探测器的安装与定位,内部设计两个方形通孔,用于矩形陶瓷的装配与焊接。矩形陶瓷插入到金属环的方形孔中,构成十字形焊接接头。十字形焊接接头可以通过调节矩形陶瓷的上下位置来改变插针和焊盘的位置,以适应不同位置的电学接口。
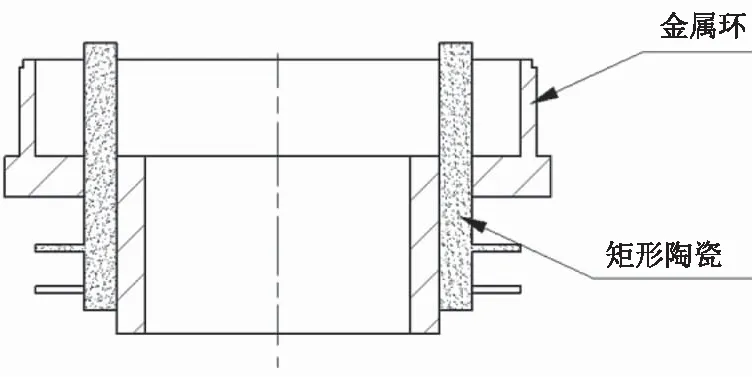
图3 引线环十字形焊接接头示意图
为保证钎料熔化后可以通过毛细作用充分填充到母材间隙之中,矩形陶瓷与金属环之间设计合理的间隙值。
矩形陶瓷的一端为焊盘,侧面设计为插针,两者之间的夹角为90°。插针尺寸为标准尺寸,其排列形式为“品字形”分布,横向间距与纵向间距均为标准间距。焊盘可以通过引线键合工艺与内部电学零件连接,插针通过锡焊工艺与外部接插件连接。
综上,本文的引线环兼具电学引出与高精度定位两种功能,实现了电学接口位置的可调节。
2.2 材料选择
氧化铝陶瓷因其高强度、刚度以及良好的电绝缘性能而广泛应用于引线环的制作当中。这种材料已经在探测器上已经得到过充分验证,因此本文将矩形陶瓷的材料选定为氧化铝陶瓷,其主要性能参数如表1所示。

表1 氧化铝陶瓷的主要性能参数[2-3]
金属环的可选材料主要有钛合金、不锈钢和可伐合金。钛合金密度低,比强度高,耐腐蚀性好,但焊接性差,难以进行低温钎焊;不锈钢强度、刚度高,成本低廉,适用性广泛;可伐合金具有与氧化铝陶瓷相近的热膨胀系数,较高的强度、刚度等优点。表2为钛合金、不锈钢和可伐合金的热膨胀系数和弹性模量,对比几种材料的热膨胀系数,可伐合金的热膨胀系数与氧化铝陶瓷极为接近,可以大幅度降低两者焊接时的热应力,因此金属环的材料选取可伐合金。此外,在可伐合金表面镀镍以提高引线环的耐腐蚀性。
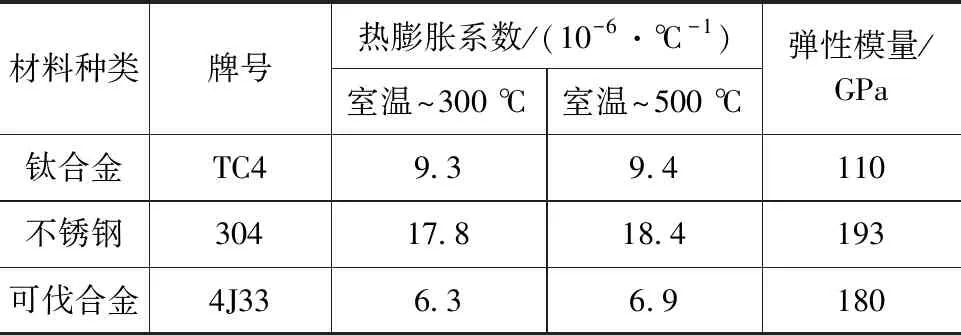
表2 几种材料的性能参数[3]
3 工艺研究
针对传统引线环高温钎焊过程中焊接热应力导致的形变以及电镀导致的尺寸精度降低,本文改进引线环制备的工艺流程,焊接前完成金属环的电镀,之后通过低温钎焊焊接矩形陶瓷。
金锡钎料是一种共晶钎料,具有对镀金层无溶蚀、对镀金层的润湿性良好、焊接接头强度高及较低的熔点等一系列优点,已经广泛应用于高可靠镀金器件的无钎剂钎焊和气密性封装中,其性能参数如表3所示。本文使用金锡钎料焊接金属环与矩形陶瓷,钎料采用的预成型焊料片。

表3 金锡钎料的主要性能参数[4]
为增加金锡钎料对母材的浸润性,金属环与矩形陶瓷的焊接接头处局部镀金处理。为保证引线环的定位精度,金属环机械加工时预留出镀层厚度,然后在金属环表面电镀。
钎焊温度和保温时间是影响钎焊焊缝质量的重要参数,本文将将钎焊温度设为310 ℃和330 ℃,保温时间设置在一定区间内。将完成电镀后的金属环、矩形陶瓷和钎料装配,通过专用夹具固定,放入真空钎焊炉中,焊接温度曲线如图4所示。
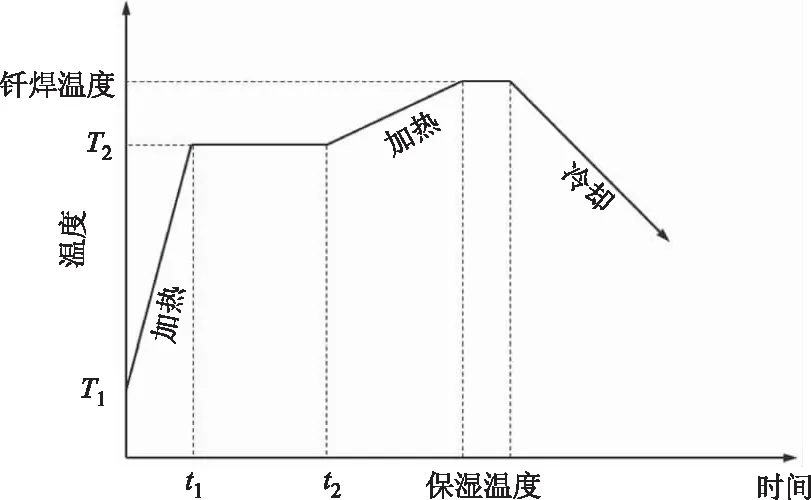
图4 引线环钎焊温度曲线
图5为焊接完成后的引线环。测量引线环的电学性能,结果均满足引线环电导通和电绝缘的性能指标;测量引线环定位面的尺寸,结果均满足精度要求,后面不再赘述。使用光学显微镜拍摄引线环的钎焊焊缝,观察焊缝表面形貌;使用氦质谱检漏仪检测引线环的漏率。

图5 引线环实物图
4 结果与分析
4.1 焊缝表面形貌
不同焊接参数下的焊缝表面形貌如图6所示。如图6(a)~(c)所示,310 ℃时在不同保温时间下金锡钎料均未顺利铺展,焊缝区域均存在不同数量的气孔。这是因为在真空钎焊炉中熔化钎料所需的热量主要来源于引线环的热传导,焊缝与真空钎焊炉之间存在一定的温度梯度,在此钎焊温度下与保温时间,没有足够的热量传递到焊缝处,导致钎料未完全熔化。

图6 不同焊接参数下的焊缝表面形貌
330 ℃下保温不同时间的焊缝表面形貌如图6(d)~(f)所示,当保温时间不足时,钎料未顺利铺展,焊缝区域存在一定数量的气孔;保温时间延长一定时间后,焊缝区域的气孔消失,钎料在焊缝区域铺展均匀、填充饱满,焊缝形貌良好;随着保温时间的继续延长,钎料呈现出凝固堆积的现象。图7为Au-Sn二元相图,AuSn二元合金在在共晶点附近随着Au成分的增加,熔点迅速提高。由于保温时间的延长,镀金层中的Au扩散至金锡钎料之中,导致钎料的熔点迅速升高凝固,因此保温时间不宜过长。

图7 Au-Sn二元合金相图[5]
根据上述分析,可以得知在钎焊温度为330 ℃,保温时间适中时焊接的引线环焊缝形貌良好,钎料在焊缝区域铺展均匀、填充饱满,符合设计预期。
4.2 引线环的漏率分析
不同参数下制备的引线环的漏率如表4所示,其漏率随着焊缝质量的提高而减小。在钎焊温度为330 ℃,保温适当时间时的漏率≤10-11atm·cc·s-1,可以满足探测器的高真空、长寿命密封要求。

表4 引线环漏率
5 结 论
本文针对探测器的高精度定位需求设计了一种新型引线环,并进行了工艺研究,得出以下结论:
(1)本文的引线环兼具电学引出与机械定位两种功能,在焊接工艺过程中调节矩形陶瓷的位置实现电学接口的位移;
(2)选取具有高强度、低熔点的金锡钎料低温钎焊引线环的金属件与陶瓷件,大幅度降低了热应力导致的变形;
(3)研究了钎焊温度和保温时间对焊缝表面形貌及引线环漏率的影响,在选择合适的工艺参数时获得表面形貌良好的焊缝,此时引线环的漏率≤10-11atm·cc·s-1,满足探测器的密封要求。
(4)在保证引线环电学性能、力学性能和密封性能的同时将引线环的机械尺寸精度由0.1mm提升至0.02 mm,实现了引线环的高精度定位功能。
猜你喜欢
发明与创新(2018年17期)2018-08-09 09:24:22
机械工业标准化与质量(2018年1期)2018-03-21 05:09:41
幼儿教育·父母孩子版(2017年1期)2017-04-05 02:15:47
科技资讯(2016年4期)2016-06-11 08:09:32
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
物理通报(2015年10期)2016-01-12 07:51:51
现代制造技术与装备(2015年4期)2015-12-23 10:20:20
