
箱体自动化焊接生产线工艺研究
2023-10-23 13:13马汉勇戴开明邹文凤
新技术新工艺 2023年9期
马汉勇,戴开明,邹文凤
(中国兵器工业集团江山重工研究院有限公司,湖北 襄阳 441005)
随着武器轻量化要求的提出,铝合金、钛合金等轻质合金材料已逐渐应用到武器装备领域[1],但由于此类材料的焊接条件较为严格,限制了其进一步发展与应用。因此,在采用传统碳钢材料生产制造时如何减轻重量就成为了关键。为满足这一要求,将箱体设计为薄壁钢管与薄钢板焊接而成的框架结构,因箱体精度要求较高、气密性要求严格、结构刚性差、工艺较为复杂等特点,手工焊接效率低,焊接质量一致性差,技术指标难以保证。自动焊接技术在降低生产成本和提高生产效率方面具有较大的优势[2-3],采用自动化焊接,不但可以提高产品尺寸精度及产品质量,还可以降低劳动强度,是机械制造行业发展的必要手段[4]。
1 概述
该金属箱体的外形尺寸为9 500 mm×1 500 mm×1 300 mm,由板厚t=2 mm的高强钢作为密封板,壁厚5mm的低碳钢管作为架体。箱体由上顶板、下底板及左、右两侧板焊接而成,其中上顶板与下底板为单体焊接完成后再与左、右两侧板组合焊接成完整箱体(见图1)。箱体的工艺流程如图2所示,三大部件的生产均在箱体自动焊接生产线上完成。箱体各部件均为薄壁件焊接组成,薄板在焊接过程中极易出现焊接变形、焊穿等问题,箱体的焊缝数量多,精度要求较高,气密性要求严格,焊接工艺较为复杂,焊接难度大。同时因箱体尺寸较大,薄壁件数量多,造成箱体的结构刚性较差,对焊缝位置和焊接方法要求高。当前采用手工焊接方法,不仅对焊接操作者的技能水平要求较高,而且生产效率低,焊接质量一致性差,技术指标难以保证。通过机器人焊接工艺、柔性工装设计、焊缝跟踪等技术的应用,实现该箱体的自动焊接,减少人为因素带来的干扰,提高焊接效率和焊接质量的一致性。

图1 箱体结构示意图(单位为mm)
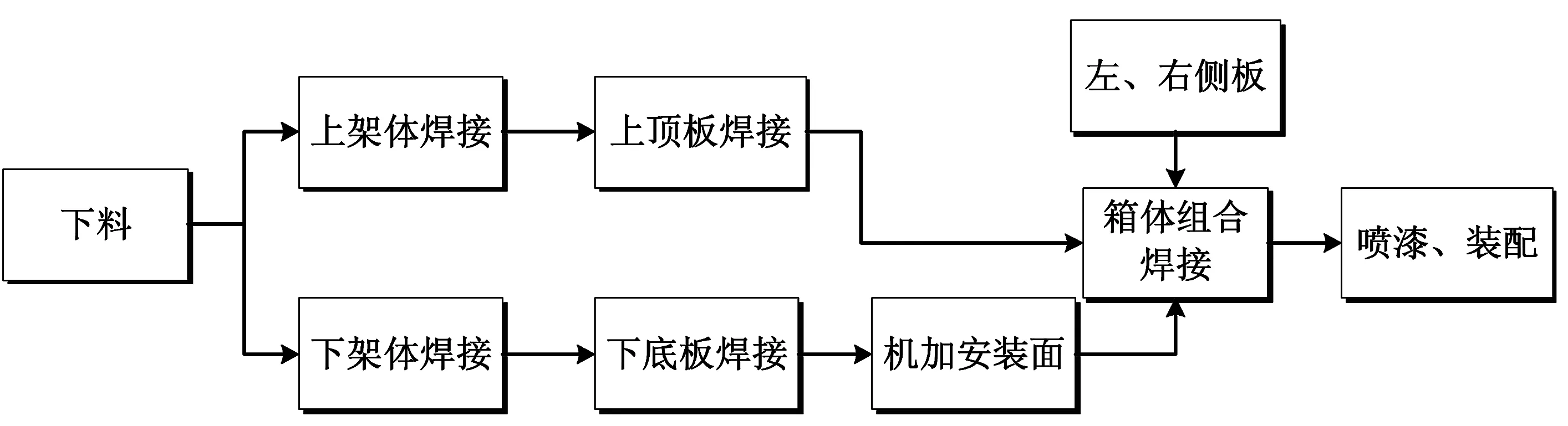
图2 箱体工艺流程图
2 自动焊接生产线组成及功能
生产线由机器人、焊接设备、变位机以及相关辅助设备构建而成,主要分为三大焊接区域,分别承担上顶板、下底板和箱体三大部件的自动焊接,对应的焊接区均配备了六轴机器人、机器人轨道、变位机、激光跟踪系统及专用工装等。上、下架体在工装上由人工组对完成后,工件随工装由AGV转运车运至焊接区,与焊接区的变位机匹配装夹并固定,调整变位机角度使工件的焊缝处于合适的焊接位置,调整焊枪姿态并对该工件进行编程,焊接过程中激光跟踪系统实时跟踪焊缝,及时纠偏,保证焊缝质量。三大焊接区独立作业,区域间物流由AGV转运车运输,生产线可连续、顺畅运行,布局图如图3所示。

图3 生产线布局图
2.1 上顶板焊接系统
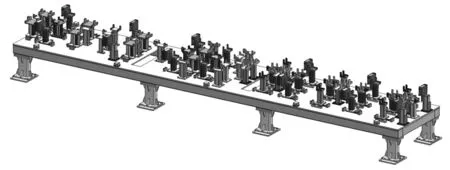
上顶板焊接系统由1套360°变位机、1台机器人、1套焊接电源、1套机器人轨道及其他辅助设施组成(见图4)。因上顶板结构简单、焊道连续的特点,根据焊缝长度和焊接速度计算,配备1台机器人即可满足生产节拍要求。上顶板的架体组对焊接在柔性工装平台上完成,组焊后的上顶板架体与焊接工装固定,柔性工装平台通过气动控制将焊接工装顶起,焊接工装与工装平台分离,AGV小车将上顶板架体及其焊接工装转运至上封板组对区,预焊上封板,再由AGV小车将上顶板及其焊接工装转运至变位机处,两端装夹固定后进行自动焊接,焊后由AGV小车转运至箱体组对区,焊接工装供全工艺过程使用。
2.2 下底板焊接系统
下底板焊接系统由1套360°变位机、2台机器人、2套焊接电源、1套机器人轨道及其他辅助设施组成。下底板结构复杂,焊缝数量多,薄板焊接时易发生翘曲变形,对焊接顺序和焊接参数要求较为严格,自动焊接工艺复杂,配备2台机器人同时焊接,可以与上顶板焊接保持相近的生产节拍。其焊接工艺过程与上顶板相似,先进行架体人工组焊,再进行下封板预焊,然后通过机器人完成下底板自动焊接,再由AGV小车将下底板转运至箱体组对区。
2.3 箱体焊接系统
箱体焊接系统由1套360°变位机、2台机器人、2套焊接电源、1套机器人轨道及其他辅助设施组成。箱体焊接工序繁琐,工艺较为复杂,配备专用合箱组对平台进行组对预焊。预焊完成时箱体随同合箱内模工装一起由AGV小车转运至变位机处,两端装夹固定后进行自动焊接(见图5),焊后将合箱内模工装退出,完成箱体其他零部件的焊接。
3 关键技术
3.1 柔性工装技术
柔性工装可缩短焊前的准备时间,在柔性工装平台上设有不同工装的定位块,一套工装可以同时满足上顶板与下底板的装配需要,减少工装更换调整时间,此种工装设计理念特别适用于多品种小批量的产品生产,在节约生产成本方面具有显著优势[5]。
通过分析产品的结构组成,发现产品的基本结构均由薄壁钢管和薄板焊接而成,整个箱体由多个横纵交叉的钢管组成框架,再与薄板组合而成完整箱体。分析上顶板和下底板的钢管结构位置和定位尺寸,根据产品使用特点确定了关键尺寸,即工装必须兼容的尺寸定位。对定位方式和定位位置进行了深入研究和分析,最终确定以上顶板和下底板重要支撑处的间距尺寸作为柔性工装的基准尺寸,并以此为基准,延伸上顶板和下底板的定位,达到一套工装兼容2个产品部件的目的。同时,考虑到不同类型箱体结构和尺寸的差异性,在此工装的基础上增加可调节定位机构,并设置对应的定位卡点,在保证工装精确性的前提下,实现多种箱型的兼容。最终设计及制造的工装如图6所示。
a) 模型图
3.2 伸缩式内模工装技术
箱体的尺寸精度由焊接直接保证,箱体内部档距、上顶板与下底板间距、箱体端部的垂直度和对称度、箱体底面的平面度等技术指标均通过焊接直接保证。因下底板在合箱前已经过精加工处理,故下底板的上表面可以作为箱体合箱的内部基准。通过分析箱体内部结构,结合下底板精加工的上表面,以及箱体关重部位的结构尺寸,设计箱体合箱内模工装的整体结构形式(见图7)。同时根据下底板和上顶板与合箱内模工装接触部位的表现形式,对合箱内模工装的上、下表面做局部优化调整,实现合箱内模工装的支撑和定位功能。

图7 合箱内模工装
通过分析箱体焊后尺寸变化情况,将工装对应位置的尺寸进行放大处理,预留焊接收缩量,降低焊后收缩对箱体尺寸造成的影响。同时,考虑到箱体合箱时和合箱后内模工装的工作方式,设计了伸缩式工装结构,便于内模工装的装配、支撑和拆卸,装入和退出时将伸缩机构收缩,两侧定位装置随之收缩,支撑时将伸缩机构扩张,两侧定位装置随之归位,实现快速装配、准确定位。
合箱内模工装为适配多型箱体共用,采用了内模工装主体不变、更换工装小部件的柔性化设计方案。在工装上设计了多个定位槽、定位板、定位块用于箱体各部件的定位,不同型号箱体应用时,对应更换定位块、调节定位块高度等,通过局部定位微小调节即可实现工装的互换使用。
3.3 激光跟踪技术
焊缝跟踪技术可以有效减少焊前的准备工作,跟踪系统将随着焊缝的位置进行实时跟踪并进行反馈,使被焊产品精度大幅提升。焊缝跟踪的精度和实时性是评价焊接质量的重要指标。焊缝跟踪以传感技术为基础,通过传感器实时检测跟踪焊缝位置并将数据反馈至控制系统,引导焊枪按照检测跟踪到的轨迹进行焊接,确保焊接轨迹的准确与焊接质量的稳定[6-7]。
生产线选择激光跟踪传感器作为焊缝跟踪的手段,激光跟踪传感属于主动结构光的传感技术[8],跟踪精度较高,在焊接领域应用也较为广泛。激光视觉传感器由CCD摄像机和激光器组成,其工作原理如图8所示[9]。传感器以预先设定的距离安装在焊枪前部,以便于观察焊缝,调节焊枪的位置,保证焊枪在焊缝上方的正确定位后,焊缝应接近激光条纹的中心,使得摄像机可以观察到激光条纹和焊缝。

图8 激光视觉传感器结构图
激光器作为结构光源,以预定的角度将激光条纹投影到传感器下部的工件表面,摄像机直接观察在传感器下部的激光条纹,对其进行采集与图像处理,通过分析得到焊缝中心线的位置[10],并将其转化成以毫米计算的距离,实现焊缝自动跟踪焊接。通过调节激光传感器的安装距离和安装角度,不断优化轨迹算法,将激光跟踪技术和机器人自动焊接技术完美结合,实现了大型箱体无示教的自动跟踪焊接。
3.4 箱体合箱组对技术
合箱组对平台对合箱后箱体的尺寸精度影响至关重要,在平台设计时,结合箱体各部件的结构特征,设计了专用夹具和定位装置,用于箱体各组成部件的夹紧和定位。因箱体外形较大、结构刚性较差,对工装的设计要求也较为严格;同时考虑到合箱组对工装要实现AGV小车物流转运,其组对平台下方设计了悬空结构,预留AGV小车进入和退出空间,靠近两端处采用齿轮传动机构,控制悬臂支撑梁的伸缩,中间部位采用液压系统,控制悬臂支撑座的起落(见图9)。针对箱体的左、右侧板,设计了电磁吸附机构,用于左右侧板的上料组对,配合液压油缸的伸缩实现工件的翻转,因侧板为大尺寸薄板,刚性非常差,需同时设计8对电磁吸盘实现侧板的上料。

a) 合箱组对平台
箱体合箱时,悬臂支撑梁和支撑座运动至指定位置,起到支撑下底板和箱体的作用;电磁吸附机构吸附侧板时为通电状态,控制液压系统将侧板由水平状态翻转至竖直状态,并将侧板推至合箱内模处,侧板内侧与合箱内模贴紧,侧板上下两端与上顶板、下底板接触,点焊固定后,电磁吸附机构断电并退出。再进行箱体立梁预焊,合箱结束后,AGV小车运行至平台底部,与箱体底面接触并支撑,悬臂支撑梁和支撑座收回,箱体落在AGV小车上,AGV小车载运箱体转运至箱体自动焊接系统的变位机处,两端装夹固定后进行自动焊接。
4 产线应用
箱体自动焊接生产线自建成投产以来,已完成40余个箱体的自动焊接,运行良好,物流畅通,焊接过程稳定,作业时间大幅缩短,生产效率显著提高。各组对工装定位准确,基准设计合理,夹紧机构使用方便,减少了人工划线找正时间;与工件随行的焊接工装刚性好,定位锁紧机构设计精巧,AGV小车装卸方便快捷;焊接机器人轴臂运行顺畅,激光跟踪准确,焊接工艺参数设计合理,焊缝质量良好,各焊接系统利用率达70%以上,生产的产品满足工艺技术要求。统计箱体原手工焊接时间与现自动焊接时间,并对其进行数据分析,上顶板与下底板自动焊接所用时间均比手工焊接减少200 min以上,箱体自动焊接时间比手工焊接减少500 min以上,整体生产效率提高了40%以上,各部件的自动焊接时间稳定在一定范围内,生产线的工位节拍基本固定。生产线平衡率是衡量生产线各个工位节拍相符度的一个综合比值[11],计算如下
(1)
式中,P为生产线平衡率;Ti为各个工位的作业时间;n为工位数量。
一般而言,若生产线的平衡率为70%~85%,对生产线的管控基本符合科学管理的原则[12]。根据金属箱体焊接生产线各工位的作业时间和生产线平衡率计算式计算出该生产线的平衡率为77%,符合科学管理的要求。
5 结语
随着先进技术的发展,焊缝跟踪技术越来越成熟,制造业已从手工焊接、机器人示教焊接逐渐向自动跟踪焊接领域发展,自动焊接技术也从汽车制造领域向传统工业制造领域扩张,自动化进程持续加速。该箱体自动焊接生产线实现了自动转运、自动装夹、自动焊接,针对不同型号箱体实现了柔性化生产,通过一系列关键技术的应用,箱体的焊接质量和稳定性得以保证,焊接效率大幅提升,箱体焊接生产线平衡率达77%,符合科学管理的原则,运行效果良好。该自动焊接生产线的成功应用,证明了大型薄壁箱体类结构件的自动焊接技术可行,自动焊接技术提高了箱体的焊接效率和焊接质量,能够在有限的生产周期内制造出大量产品,解决了手工作业劳动强度大、人工成本高、生产效率低的问题。柔性工装技术等关键技术的应用,为小批量多品种的焊接结构件自动化生产线的建设提供了参考,使自动焊接成为可能。
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30
今日农业(2021年13期)2021-11-26
锻压装备与制造技术(2021年2期)2021-07-19
防爆电机(2020年6期)2020-12-14
模具制造(2019年4期)2019-06-24
中国铸造装备与技术(2017年6期)2018-01-22
现代企业文化(2016年1期)2016-12-23
工业设计(2016年4期)2016-05-04
现代商贸工业(2016年35期)2016-04-09
专用汽车(2016年9期)2016-03-01
