
The aging behavior,microstructure and mechanical properties of AlN/AZ91 composite
2023-10-16 03:20YunxiaSunChanglinYangBinZhangJianfengFanHongxiangLiTianhaoZhaoJingLi
Journal of Magnesium and Alloys 2023年7期
Yunxia Sun ,Changlin Yang,* ,Bin Zhang ,Jianfeng Fan ,Hongxiang Li ,Tianhao Zhao ,Jing Li
aState Key Laboratory of Solidification Processing,Northwestern Polytechnical University,Xi’an,Shaanxi 710072,PR China
b Yangtze River Delta Research Institute of NPU,Taicang,Jiangsu 215400,PR China
c Key Laboratory of Interface Science and Engineering in Advanced Materials,Ministry of Education,Taiyuan University of Technology,Taiyuan 030024,PR China
d State Key Laboratory for Advanced Metals and Materials,University of Science and Technology Beijing,Beijing 100083,PR China
Abstract Microstructure evolution and mechanical properties of the aging treated AlN/AZ91 composites were systematically investigated by optical microscopy (OM),high resolution scanning electron microscopy (HRSEM) with an energy dispersive spectrum (EDS),and high-angle annular dark field scanning transmission electron microscopy (HAADF-STEM).The results show that the higher fracture elongation (14 ± 1%) and ultimate tensile strength (275 ± 6 MPa) were simultaneously obtained in the peak-aged AlN/AZ91 composites.Comparied with AZ91 matrix alloy,the strength was increased by about 44% and the elongation was approximately five times higher,which mainly attributed to the precipitation of nano-sized γ-Mg17Al12 phase and the activation of non-basal slip systems induced by in-situ AlN particles at room temperature.However,the in-situ formation of AlN reinforcements consumed part of Al element in the matrix alloy,which resulted into the volume fraction decreasing of γ-Mg17Al12 precipitates,and then the age hardening and strengthening efficiency were reduced in the AlN/AZ91 composites.On the other hand,the mismatch of thermal expansion coefficient between AlN particles and AZ91 matrix generated high density dislocations around AlN particles,which promoted the precipitation of γ-Mg17Al12 phase,and then the peak aging time and temperature were decreased.
Keywords: Magnesium matrix composites; In-situ AlN particles;Aging behavior;Microstructure;Mechanical properties.
1.Introduction
Magnesium alloys have the advantages of low density,high specific strength,good damping capacity,as well as easy recovery and recycling,and then magnesium alloys been applied in aerospace and automotive industries for saving energy and improving equipment performance [1,2].However,the lower strength of magnesium alloys restricts their wide applications as the structural components compared with the Al alloys and steels[3,4].Therefore,various methods have been used to improve the strength and ductility of magnesium alloys.Alloying and large plastic deformation as the main strengthening processes,especially,the addition of rare earth (RE),such as Gd,Y,Ce [5–9],and the severe plastic deformation (SPD),such as equal channel angular pressing(ECAP),high pressure torsion (HPT),accumulative roll bonding (ARB),can realize large strength improvement of magnesium alloys.However,the addition of rare earth (RE) can not singnificantly improve ductility of magnesium alloys,while the precondition of the SPD method is high plasticity of magnesium alloys.Thus these disadvantages still need to be solved urgently.Another important method is to develop magnesium matrix composites,i.e.,adding orin situforming the hard reinforcements in magnesium alloy matrix [10,11].Therefore,strength and ductility can be improved by the interaction of reinforcements and magnesium matrix,and that a variety of reinforcements,including particles [12–24],fibers [25–27],whiskers [28–32],have been used to reinforce magnesium alloys.Based on these strengthening methods,Dinaharan et al.prepared Ti-6Al-4 V particles reinforced AZ31 surface metal matrix composites(SMMCs) which reinforce a surface with particles by friction stir processing (FSP),and ultimate tensile strength was increased from 226 MPa to 322 MPa [12].By a modified version of FSP with the title of“friction stir vibration processing (FSVP)”,Behrouz Bagheri found that the microstructure of SiC/AZ91surface composites was refined and mechanical properties such as hardness,ductility,and strength were remarkably enhanced,and also small strengthening particles were distributed more uniformly as the vibration frequency increased [13–15].In addition,AZ91D reinforced with 5,10,15,20 vol.% Ti2AlC MAX phase were successfully fabricated by the stir casting method.And yield strength,Vikers hardness,ultimate compressive strength,and Young’s moduli increased with increasing Ti2AlC fraction [16].The graphite reinforced AZ91D magnesium matrix hybrid composite also exhibited a lower wear loss compared to the matrix alloy and B4C/AZ91D composites [17].By infiltration method,the yield strength (YS) of short Saffil alumina fiber reinforced AE44 (Mg–4.0Al–4.1RE–0.3Mn) magnesium matrix composite is 66.5% better than its matrix alloy,whereas the elongation (El.) to failure was significantly decreased [26].By preparing SiC nanowires (SiCNWs) reinforced AZ91D alloys with the higher microhardness,a new approach was provided to develope high hardness carbon fiber reinforced magnesium matrix composites [27].By Al18B4O33whiskers strengthening and squeeze casting,the yield strength,ultimate tensile strength and Young’s modulus at room temperature of GWZ1031K (Mg-10Gd-3Y-1Zn-0.4Zr,wt.%) magnesium matrix composite reached 364 MPa,380 MPa and 77.8 Gpa,respectively [28].However,during the aging treatment of the magnesium matrix composites,Zheng et al [32,33].thought that reinforcements accelerated the age hardening response of matrix alloys,but the age hardening efficiency was decreased.Xiao et al [34].found thatin-situTiB2particles not only accelerated the age hardening response of AZ91 alloy,but also increased the age hardening efficiency.Gu et al [35].found that B4C particles and SiC whiskers accelerated the age hardening response of ZK60 magnesium alloy,but there were no effects on age hardening efficiency.Kiehn et al [36].thought that the reinforcement had no influence on age hardening response of matrix alloy in Al2O3fiber reinforced AZ91D composite.From the above research results,it can indicate that these are the different aging behaviors in the magnesium matrix composites.So,it is important to investigate the aging mechanism of magnesium matrix composites in order to improve aging hardening efficiency.On the other hand,it is also necessary to clarify the aging behavior for the different magnesium matrix composites.
Considering that AlN and Mg have similar hexagonal lattice structure [37],and the lattice mismatch between AlN and Mg along<1210>{0001} and<0001>{1010} are 3.7%and 4.6%,respectively [38],furthermore,AlN ceramic particles have a series of advantages,such as high melting point,high hardness,high strength,good thermal conductivity and low thermal expansion coefficient,these structural characteristics and thermophysical properties indicate that AlN can be an excellent reinforcement phase for Mg alloys.Thus,byinsitusynthetic method,AlN particle reinforced AZ91 magnesium matrix composites were successfully prepared [10,39],which had higher strength and ductility than AZ91 matrix alloy.Especially,the fracture elongation of as-cast AlN/AZ91 composites has reached more than 20%.In order to further improve the comprehensive performance of AlN/AZ91 composites,the aging behaviors were systematically studied,and the influencing mechanisms ofin-situAlN reinforcement on heat treatment were also discussed in this paper.
2.Experimental
2.1.Materials preparation
In this study,commercial AZ91 alloy (Magontec Xi’an Co.,Ltd) was chosen as the matrix alloy.The chemical composition of the matrix alloy is listed in Table 1.AlN reinforcement particles with 1.5 vol.% were formed in AZ91 alloys byin-situsynthetic method,which was described in details in the reference [10].The cylindrical ingots of AZ91 matrix alloy and AlN/AZ91 composite with 100 mm in diameter were prepared in steel mold under the protective atmosphere of CO2and SF6.Then,the as-cast AZ91 alloy andin-situAlN/AZ91 composite ingots were firstly homogenization treated at 415 °C for 24 h and quenched in cold water to room temperature.Lastly,the aging treatment was performed at 220 °C for different times to determine a peak-aging time.
2.2.Materials characterization
2.2.1.Mechanical property characterization
Microhardness of aged AZ91 alloy and AlN/AZ91 composite was tested to study the age hardening behavior using Vickers hardness tester (Shimadzu HMV-2T) by applying the load of 9.807 N for 15 s.On the surface of each aged sample at least five points were tested to obtain the average hardness values.In addition,the room temperature tensile stress and strain curves of the sheet specimens with thickness of 2 mm,width of 6 mm and gage length of 25 mm were tested with ASTM E8 standard on SHIMADZU AG-X Tester equipped with an Epsilon axial extensometer at a strain rate of 10-3s-1.Herein,three specimens were tested to obtain the average tensile properties.
2.2.2.Precipitation behavior characterization
Differential scanning calorimetry (DSC) tests were carried out from room temperature to 400 °C at a heating rate of 20 K/min under the argon gas atmosphere,which were used to characterize the precipitation behavior ofγ-Mg17Al12phase in the homogenization treated AZ91 alloy and AlN/AZ91 composite.
2.2.3.Microstructural characterization
As-cast and aging treated samples of AZ91 alloy and AlN/AZ91 composite were mechanically ground,subsequently polished and etched using the solution consisting of 3 vol.% HNO3and 97 vol.% C2H5OH at room temperature for 10–15 s.Optical microscopy (OM),high resolution scanning electron microscopy (HRSEM,FEI Nova 450 SEM)equipped with an energy dispersive spectrum (EDS) were used to observe the microstructure of as-cast and aged samples.Nano-sized AlN reinforcement particles,γ-Mg17Al12precipitates and the interaction of particles and dislocations were characterized using high-angle annular dark field scanning transmission electron microscopy (HAADF-STEM,FEI Talos F200X).TEM specimens were cut by diamond wheel and mechanically ground to thickness of 50 μm,and then thinned by the precision ion polishing system (Gatan 691,USA).
3.Results
Fig.1 (a,b) shows the as-cast microstructures of AZ91 alloy and AlN/AZ91 composite,respectively.It can be determined that the microstructure of as-cast AZ91 alloy was mainly composed ofα-Mg dendrites and inter-connected into net-like eutecticβ-Mg17Al12phase distributed along the grain boundaries,as shown in Fig.1a.As a contrast,theα-Mg dendrites were changed into cellular grains and the coarse eutecticβ-Mg17Al12phase was also refined distinctly due to theinsituformation of AlN reinforcements,as shown in Fig.1b.By estimating with Image Pro-Plus software,the volume fraction of eutecticβ-Mg17Al12phase was decreased from 13.5 vol.%in AZ91 alloy to 11.6 vol.% in AlN/AZ91 composite since thein-situformation of AlN particles consumed some Al elements.After homogenization treatments of both AZ91 alloy and AlN/AZ91 composite,the eutecticβ-Mg17Al12phase was almost fully dissolved intoα-Mg matrix,while the granular Al8Mn5intermetallic phases were still kept as shown in Fig.1 (c,d).In addition,a small number of fiber-like and mass-like AlN clusters were found in the AlN/AZ91 composite by Optical microscopy (OM) because these AlN particles were accompanied by solid/liquild interface moving,and then were pushed forward to accumulate during the solidification,as shown in Fig.1b,while other AlN particles with nanometer and sub-micrometer sizes were hardly to observe by OM,which were uniformly distributed in the AZ91matrix (Fig.2).Moreover,α-Mg grains were significantly refined since thein-situformed AlN particles prompted the heterogeneous nucleation ofα-Mg phases.By the grain measurement using linear intercept method [2],the grain size of homogenization treated AZ91 alloy was identified as 110 ± 10 μm,while it was refined to 59 ± 4 μm in AlN/AZ91 composite.
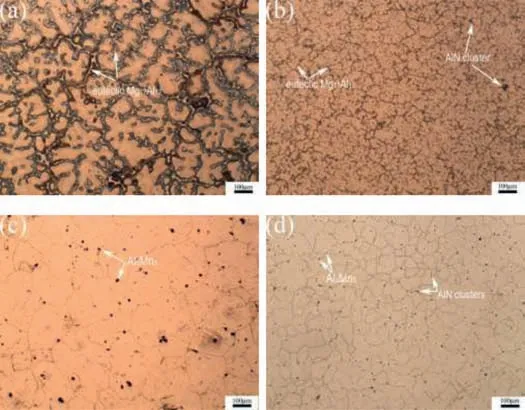
Fig.1.Optical microstructure of as-cast AZ91 alloy (a) and AlN/AZ91 composite (b),homogenization treated AZ91 alloy (c) and AlN/AZ91 composite (d).

Fig.2.(a–c) The morphologies and sizes of in-situ AlN particles in the homogenization treated AlN/AZ91 composite,(d) HRTEM image of the white rectangular region in (c).The insets show the EDS point analysis results of the particles marked with the white crosses.
Additionally,the results of EDS point analysis and interplanar spacing measurement further confirmed that thein-situAlN particles had micron-,submicron-and nano-sizes with rod-like and granular morphologies,as shown in Fig.2.The average diameters and volume fractions ofin-situAlN particles were measured and listed in Table 2.According to the HRTEM analysis in Fig.2d,no second phases and contamination were found on the interface of AlN particle and Mg matrix,indicating a strong interfacial bonding in AlN/AZ91 composite.However,the dislocations were formed on the AlN/Mg interfaces after homogenization treatment and water quenching.

Table 2The average sizes and volume fractions of multi-scale AlN particles.
Fig.3 shows the effect of aging times on the Vickers hardness of AZ91 alloy and AlN/AZ91 composite.It can be found that the hardness variation of AZ91 alloy and AlN/AZ91 composite with aging time had a similar tendency,i.e.,the hardness firstly increased,then reached the peak hardness,and finally decreased gradually with further prolongation of aging time.Differently,the aging time was 10 h to reach the peak hardness for AlN/AZ91 composite,while it was 12 h for AZ91 alloy,and the peak hardness of AlN/AZ91 composite was higher than that of AZ91 alloy,which indicatedin-situAlN particles accelerated the aging behavior and improved the hardness of matrix alloy.
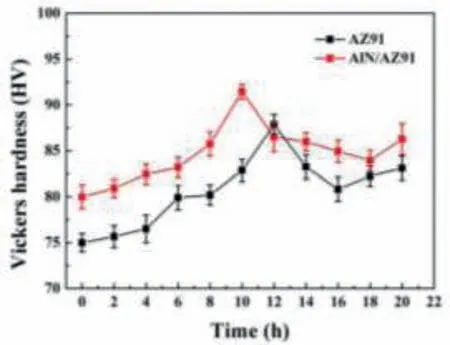
Fig.3.Age hardening curves of AZ91 alloy and AlN/AZ91 composite aged at 220 °C.
Fig.4 shows the DSC curves of homogenization treated AlN/AZ91 composite and AZ91 alloy,in which the only exothermic peak was respectively responding to the precipitation ofγ-Mg17Al12phase.Differently,the peak temperature (305 °C) of AlN/AZ91 composite was lower than that(322 °C) of AZ91 alloy,which means that thein-situformation of AlN reinforcements decreased precipitation temperature ofγ-Mg17Al12phase and promoted the precipitation ofγ-Mg17Al12phase,then the peak-aging time of AlN/AZ91 composite was shortened.
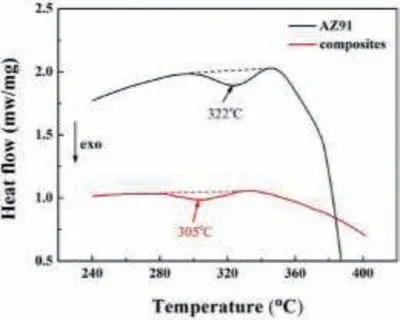
Fig.4.DSC heat flow curves of the homogenization treated AZ91 alloy and AlN/AZ91 composite.
Fig.5a shows the microstructure and EDS point analysis results of AZ91 alloy aged for 2 h Based on the EDS analysis,it was determined that the few precipitates along grain boundaries wereγ-Mg17Al12particles,and almost noγ-Mg17Al12precipitate was observed in the interior of grains Fig.5.(b–e) exhibit SEM images of AlN/AZ91 composite aged for 2 h and corresponding elemental chemical maps.It can be found that moreγ-Mg17Al12precipitates were precipitated around AlN clusters,which indicates thatγ-Mg17Al12precipitates were easier to nucleate near AlN particles than grain boundaries in AlN/AZ91 composite.
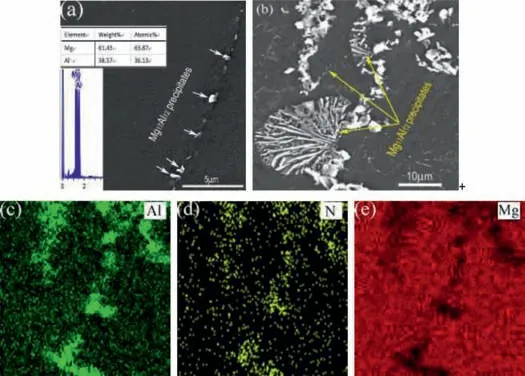
Fig.5.(a) SEM image of AZ91 alloy aged for 2 h,in which the insets show the EDS point analysis result of the white particles.(b–e) SEM images of AlN/AZ91 composite aged for 2 h and the corresponding elemental chemical maps of Al,N and Mg.
Fig.6 shows HAADF-STEM images and the corresponding TEM-EDS elemental mappings of AlN/AZ91 composite aged for 2 h,in which the white submicro-sized particles were identified asin-situAlN phase,while the large number of nano-sized (marked with the dash white ellipses),and submicro-sized (marked with the white arrows) particles formed in the vicinity of AlN particles,were regarded asγ-Mg17Al12precipitates.This is fairly faithful to the experimental observation in Fig.5b,and further demonstrates that the AlN particles acted as new nucleation sites during aging process and facilitated the precipitation ofγ-Mg17Al12phase around AlN particles.
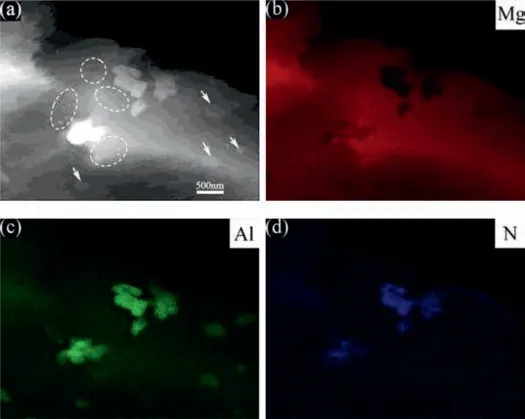
Fig.6.(a) HAADF-STEM image of AlN/AZ91 composite aged for 2 h and(b–d) the corresponding TEM-EDS elemental mappings.
Fig.7 (a,b) shows SEM images of AlN/AZ91 composite aged for 4 h and the corresponding EDS point analysis result of the particles within the yellow rectangular region.Compared with the microstructure in Fig.5b,the amount ofγ-Mg17Al12precipitates around fiber-like and mass-like AlN clusters was increased.Meanwhile,it is worth noting in Fig.7a that a few granularγ-Mg17Al12precipitates (marked with the white arrows) were detected onα-Mg grain boundaries,which means that the discontinuousγ-Mg17Al12precipitations were formed in AlN/AZ91 composite aged for 4 h With aging time increased to 6 h,as shown in Fig.7c,the number and size of discontinuousγ-Mg17Al12precipitates were increased and extended gradually from grain boundaries to intragranular region with a cellular shape Fig.7.d presents the corresponding morphology of discontinuous precipitatedγ-Mg17Al12phase.By comparing Fig.7(a,d),it can be easily found that discontinuousγ-Mg17Al12precipitates grew from granular into typical lamellar morphology with increasing the aging time.When the aging time reached the peak-aged time,as depicted in Fig.7e,continuousγ-Mg17Al12precipitates occupied the rest of regions within grains.Different from discontinuous precipitates,continuousγ-Mg17Al12precipitates had a lath-shaped morphology and finer size (Fig.7f).
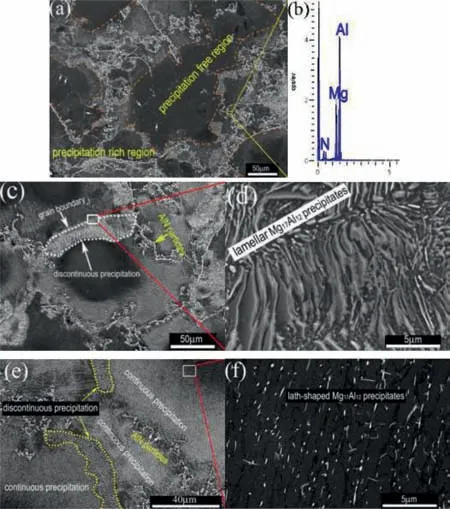
Fig.7.SEM images of AlN/AZ91 composite aged for 4 h (a),6 h (c) and 10 h (e),respectively,(b) is the corresponding EDS point analysis result of the particles in the rectangular region in(a),(d),and(f)are the corresponding magnification of the rectangular region in (c) and (e),respectively.
Fig.8a shows bright-field TEM image of continuousγ-Mg17Al12precipitates in peak-aged AlN/AZ91 composite.Similar to SEM image of Fig.7f,a few lath-shaped continuousγ-Mg17Al12precipitates with micron and submicron sized (highlighted by the white arrows) were observed in Fig.8a.Moreover,in addition to a few black nano-AlN particles (highlighted by yellow arrows),many densely distributed gray nano-particles were also found in peak-aged AlN/AZ91 composite.The HRTEM image of gray nano-particle is displayed in Fig.8b.According to the measured inter-layer spacing and Fast Fourier Transformed(FFT)selected area electron diffraction (SAED) pattern analysis,it can be confirmed these uniformly distributed sphere-like nano-particles were nanosizedγ-Mg17Al12precipitates.The average size and volume fraction of these nano-sizedγ-Mg17Al12precipitates were estimated by analyzing at least five TEM images using Image Pro-Plus software,which were identified as 31 nm and 4.7%,respectively Fig.8.(c–e) show the HAADF-STEM images and corresponding TEM-EDS elemental mappings of discontinuousγ-Mg17Al12precipitates in peak-aged AlN/AZ91 composite.Therefore,it can be concluded that the lamellar precipitates in Fig.8c wereγ-Mg17Al12phase,which agreed well with the morphology observed by SEM in Fig.7.Moreover,the size of discontinuousγ-Mg17Al12precipitates was mainly micrometer scale,which was much bigger than that of continuous precipitates.
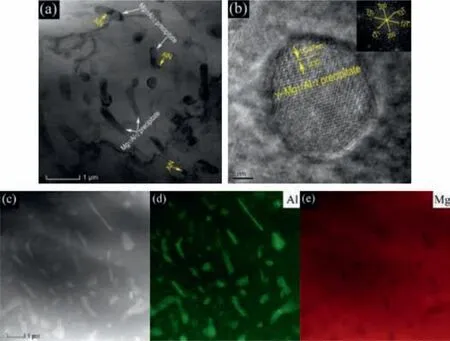
Fig.8.Bright-field TEM (a) and HRTEM (b) images of continuous γ-Mg17Al12 precipitates in peak-aged AlN/AZ91 composite,the inset is the FFT SAED pattern of the nano-precipitate of (b).(c–e) are the HAADFSTEM images and the corresponding TEM-EDS elemental mappings of discontinuous γ-Mg17Al12 precipitates in peak-aged AlN/AZ91 composite (For interpretation of the references to color in this figure,the reader is referred to the web version of this article.).
Fig.9 (a–c) shows the SEM images of continuousγ-Mg17Al12precipitates in AlN/AZ91 composite in peak-aged(Fig.9a) and over-aged (Fig.9b,c).By comparison,it was found that with further increasing the aging time after peakaging,i.e.,the aging time increased from 10 to 14 h and 18 h,the average length and width ofγ-Mg17Al12precipitates were respectively increased from 0.71 μm,64 nm to 2.29 μm,109 nm,and to 3.71 μm,179 nm,as shown in Fig.9d,which also matches well with the hardness decreasing in the age hardening curves (Fig.3),indicating that hardness changes were mainly derived fromγ-Mg17Al12precipitates.
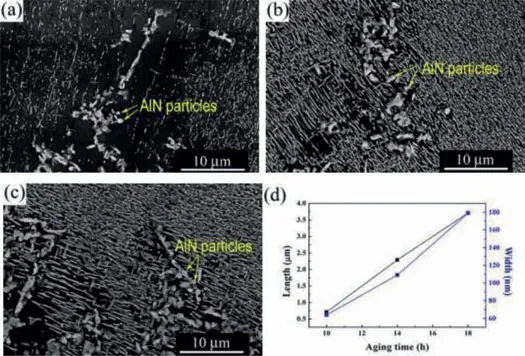
Fig.9.SEM images of AlN/AZ91 composite aging at 220 °C for 10 h (a),14 h (b) and 18 h (c).(d) is the variation of the average length and width of continuous γ-Mg17Al12 precipitates with aging time.
Fig.10a shows the engineering stress-strain curves of as-cast and peak-aged AZ91 alloy and AlN/AZ91 composite.The corresponding yield strength (σ0.2),ultimate tensile strength (σb) and elongation to fracture (ε) are listed in Table 3.Though both the yield strength and ultimate tensile strength of AZ91 alloy and AlN/AZ91 composite were significantly improved by a peak aging treatment,the peakaged AlN/AZ91 composite acquired a higher strength which was increased from 108 ± 4 MPa and 234 ± 6 MPa to 156 ± 5 MPa and 275 ± 6 MPa,respectively.Furthermore,the peak-aged AlN/AZ91 composite still maintained a higher ductility of 14 ± 1%.In Fig.10b,the tensile properties of the peak aged AZ91 alloy,AlN/AZ91 composite and other AZ91 matrix composites were compared,from which it can be seen that the peak aged AlN/AZ91 composite realized a high strength-ductility combination with the highest ductility and the higher strength.
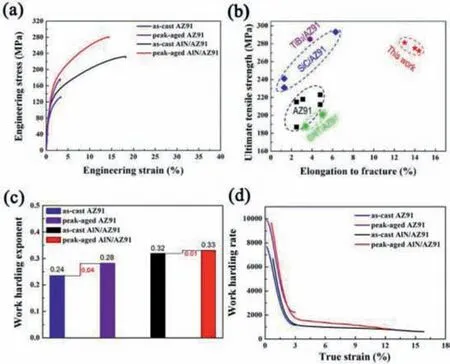
Fig.10.Engineering stress-strain curves (a),corresponding work hardening exponent(c)and work hardening rate as a function of true strain (d)of AZ91 alloy and AlN/AZ91 composite under the as-cast and peak-aged conditions;(b) Ultimate tensile strength and elongation to fracture of T6 heat treated AZ91 alloy and various magnesium matrix composites.
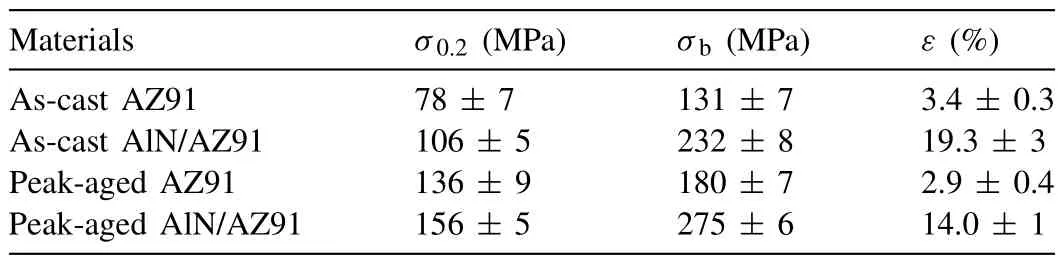
Table 3Tensile properties of as-cast and peak-aged AZ91 alloy and AlN/AZ91 composite at room temperature.
It is well known that work hardening effect is often characterized by the work hardening exponent and work-hardening rate during tensile deformation.High work hardening exponent and work-hardening rate implies excellent ductility,toughness and formability,especially uniform plastic elongation at room temperature [40–43].So based on the Hollomon relationship between the true stressσtrueand true strainεtrueduring tensile deformation,i.e.,,whereKis a constant,nis work hardening exponent,the work hardening exponent (n) of AZ91 alloy and AlN/AZ91 composite under the as-cast and peak-aging conditions were compared in Fig.10c.The work hardening rate (θ) curves of the as-cast and peak-aged AlN/AZ91 composite and AZ91 alloy were also calculated by the equation,,as shown in Fig.10d.Therefore,it can be clearly found that thenvalue increment of AZ91 alloy was much higher than that of AlN/AZ91 composite after aging treatment,which was due to lessγ-Mg17Al12precipitation phases in the peakaged AlN/AZ91 composites.However,nvalue of peak-aged AlN/AZ91 composite was still much higher than peak-aged AZ91 matrix alloy.At the same time,with increasing strain in AZ91 alloy and AlN/AZ91 composite,theθvalues were firstly high and then steeply drop down,eventually remained almost a constant,as shown in Fig.10d.However,AlN/AZ91 composites had higherθvalues than AZ91 alloys under both as-cast and peak-aged conditions.So it can be concluded thatin-situformation of AlN reinforcement and the aging treatment improved the work hardening of AlN/AZ91 composite.Whereas,the work hardening rate faster declining in AlN/AZ91 composite,especially at later deformation stage,was corresponding to a slightly ductility decrease,and then further revealed that the aging treatment was not conductive to effective maintenance of work hardening for AlN/AZ91 composite.
4.Discussion
4.1.Effect of in-situ AlN particles on the precipitation behavior of γ-Mg17Al12 phase
As described above,thein-situformation of AlN particles promoted the precipitation ofγ-Mg17Al12phase and accelerated the aging process of AlN/AZ91 composites.On the contrary,the precipitation ofγ-Mg17Al12phase was delayed due to the slow diffusion rate of aluminum atoms in the matrixα-Mg during the aging process of AZ91 alloy [44].However,it should be noted that the dispersion of nano-sized AlN particles into the metal matrix was a precondition for the precipitation ofγ-Mg17Al12phase.Hassanzadeh-Aghdam et.al utilized a novel multi-step micromechanics approach to predict the mechanical properties of GNS-Sn nanocomposite active plate and short SiC fiber-reinforced aluminum matrix hybrid composites (AMHCs),and found that the volume fraction,diameter,dispersion type and agglomerated degree of nanoparticles were main parameters to control the stress in the nanocomposites,in which uniform dispersion of nanoparticles into the nanocomposites was the favorable state from the designing point of view [45,46].Based on these research results,AlN particles,especially nano-sized particles werein situformed in AZ91matrix by liquid nitriding reaction method in order to realize uniform distribution of AlN particles [10].In addition,it was also found that dislocations were generated around AlN particles during water quenching of homogenized AlN/AZ91 composite,as shown in Fig.2d.According to the strain mismatch mechanism,the difference of thermal expansion coefficient (CTE) between AlN particles and AZ91 matrix produced a large mismatch strain around AlN particles,and then a lot of dislocations were induced.The increased dislocation densityΔρCTEin AlN/AZ91 composite was estimated by following equation [45]:
wherefAlN(as listed in Table 2) is the volume fraction ofin-situAlN particles,Δα(=26.3 × 10-6K-1[10]) is the difference in thermal expansion coefficient between AlN ceramic and AZ91 matrix,ΔTis the temperature difference between homogeneous treated temperature and room temperature,b(=0.32 nm) is magnitude of the Burgers vector anddAlN(as listed in Table 2) is the average diameter ofin-situAlN particles.Thus,the increased dislocation densityΔρCTEis calculated as 1.29 × 1014m-2(Eq.1),which is much higher than general dislocation density of annealed metals(1010~1011m-2[45]).On the one hand,the high density dislocations facilitated the diffusion of aluminum atoms in subsequent aging process,thus accelerating the precipitation ofγ-Mg17Al12phase [46].On the other hand,as misaligned regions of atoms,the high density of dislocations acted as the heterogeneous nucleation sites forγ-Mg17Al12precipitates by reducing the interfacial energy and strain energy of precipitation [47].Besides,the grain refinement of the matrix,due to thein-situformation of AlN particles,also provided more nucleation sites forγ-Mg17Al12phase,which further promoted the discontinuous precipitation ofγ-Mg17Al12phase.
4.2.Effect of in-situ AlN particles on the aging process of AZ91 alloy
Based on the microstructure analysis results of aging treated AlN/AZ91 composites,the schematic diagrams of the aging process of AlN/AZ91 composite were depicted in Fig.11.Firstly,theβ-Mg17Al12eutectic phase were completely dissolved into the matrix after homogenization treatment,while the AlN particles with granular and rod-like morphology still distributed in grain interior due to their high melting point,as shown in Fig.11a.Secondly,in the early stage of aging treatment process (Fig.11b),theγ-Mg17Al12phase preferred to precipitate near the AlN particles.Then,with the increase of aging time,granular discontinuousγ-Mg17Al12precipitates started to nucleate on the grain boundaries ofα-Mg and gradually grew towards the grain center in cellular form,as displayed in Fig.11c.Subsequently,the continuous precipitatedγ-Mg17Al12phase was activated in the interior of grains and uniformly distributed withinα-Mg matrix.And then the amount ofγ-Mg17Al12precipitation was increased to saturation,which was corresponding to the peak aging (Fig.11d).With further prolongation of aging time,the size of both continuous and discontinuous precipitatedγ-Mg17Al12phases were significantly increased (Fig.11e).
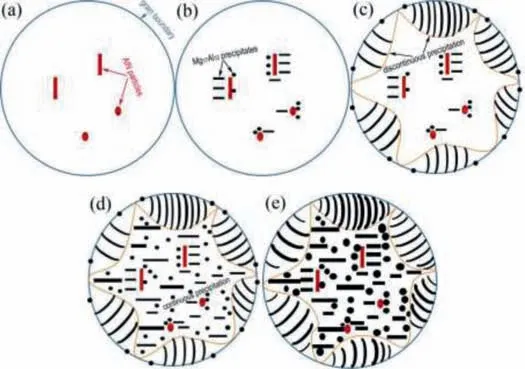
Fig.11.Schematic diagrams of the aging process for AlN/AZ91 composite.
However,the precipitation ofγ-Mg17Al12phase in AZ91 alloy only was initiated at the grain boundaries ofα-Mg under the same aging condition [46,48],which was also confirmed in the present experimental observation in Fig.5a.Thus,it can be concluded that thein-situformation of AlN particles changed the aging process of AZ91 alloy,leading toγ-Mg17Al12phase preferred to precipitate around AlN particles rather than grain boundaries.
Fig.12a exhibits the HRTEM image of homogenized AlN/AZ91 composite Fig.12.(b–d) are the corresponding FFT SAED pattern,the inverse FFT HRTEM image along the matrix (-1100) planes and the strain distribution of the red rectangular region in (a),respectively.According to the analysis results of Fig.12b,it can be confirmed that the phases around the interface in the red rectangular were AlN andα-Mg,respectively.However,a large number of thermal mismatch dislocations were formed near AlN/Mg interface during water quenching process,due to the significant CTE difference between AlN particle andα-Mg matrix,as observed in Figs.2d and 12c.By comparing the distribution of dislocations and strain,it can be found that the maximum strain always occurred at the cores of the edge dislocations,and the strain gradually was decreased with away from the dislocation cores.Thus,it can be inferred that there was a strain field around dislocation core,and the overlap of many strain fields generated the high energy strain regions aroundin-situAlN particles.Y.Wu and E.J.Lavernia called the region in the vicinity of reinforcements with high dislocation density as“plastic zone [49];,which served as effective nucleation sites forγ-Mg17Al12phase by reducing nucleation barrier [46],and facilitated the precipitation ofγ-Mg17Al12phase,so the granular and lath-shaped continuousγ-Mg17Al12precipitates were preferentially nucleated around AlN reinforcements during aging treatment process.

Fig.12.Analysis of the strain field around in-situ AlN particles (a) HRTEM image of AlN/AZ91 composite after homogenization treatment and (b) the corresponding FFT pattern,(c) inverse FFT HRTEM image along matrix(-1100) planes and (d) the strain distribution of the red rectangular region in (a) (For interpretation of the references to color in this figure legend,the reader is referred to the web version of this article.).
4.3.Effect of in-situ AlN particles on the age hardening and strengthening efficiency
From the above property test results,the hardness and strength of peak-aged AlN/AZ91 composites were much higher than that of peak-aged AZ91 alloy.However,the increment of the hardness (10 HV) and the yield strength(48 MPa) in AlN/AZ91 composite were lower than that of AZ91 alloy (12 HV and 58 MPa).This suggests AZ91 alloy had a higher age hardening and strengthening efficiency than AlN/AZ91 composite in aging treatment process,which was also agreement with the increment of work hardening exponent (Fig.10c).
In terms of aging strengthening mechanism in AZ91 alloy,the ability of age hardening and strengthening was closely related toγ-Mg17Al12precipitates,and the size decrease and volume fraction increase ofγ-Mg17Al12precipitates can generally improve the age hardening and strengthening efficiency[45].Although the formation of AlN particles in AlN/AZ91 composites decreased the average size ofγ-Mg17Al12precipitates by providing more nucleation sites for the precipitation ofγ-Mg17Al12phase,it also consumed Al element of AZ91matrix[10],leading to a decrease in the volume fraction of the precipitatedγ-Mg17Al12phase during aging treatment process.This is quite consistent with the fact that the smaller endothermic peak area on DSC curve of the AlN/AZ91 composites than that of AZ91 alloy in Fig.4,thus further confirming that the volume fraction decrease ofγ-Mg17Al12precipitates is the main factor for the decrease of the age hardening and strengthening efficiency in AlN/AZ91 composite.
4.4.Effect of in-situ AlN particles on aging strengthening and plasticity
It can be known from Table 3 that the yield strength was improved by about 44% in peak-aged AlN/AZ91 composites.According to the conventional strengthening theory,three possible strengthening mechanisms were involved.
Firstly,it is inevitable forα-Mg grains growth during the homogeneous treatment,which will not efficiently hinder the movement of intragranular dislocations,leading to the decrease of yield strength in AlN/AZ91 composites.However,only a small growth was induced from 50 to 61 μm in the average size of theα-Mg grains due to the pinning effect of AlN particles,as shown in Fig.1 (b–d).According to Hall-Petch equation [50],i.e.,,whereΔσgis the yield strength change,kis the Hall-Petch coefficient,dpeak-agedanddas-castare the average grain sizes of peak-aged and as-cast AlN/AZ91 composite,respectively.Thus the decreased yield strength is only 1.74 MPa due toα-Mg grains growth after aging treatment.
Secondly,though high density dislocations were introduced into AlN/AZ91 composites before aging treatment,similar to annealing process,the annihilation and rearrangement of dislocations would take place by promotingγ-Mg17Al12phase to precipitate during the aging treatment.As a result,almost no dislocations were remained,which has been confirmed in Fig.8 (a,b).Thus,the dislocation strengthening was greatly weakened and it can be ignored.
Lastly,the uniform precipitation ofγ-Mg17Al12phase,especially,the more and dispersed nano-sizedγ-Mg17Al12precipitates were induced in peak-aged AlN/AZ91 composite,as shown in Fig.8a.The contribution of nano-precipitates for increased yield strength can be estimated by the Orowan equation [51]:
whereG(=17.2 GPa) is the shear modulus of magnesium,b(=0.32 nm) is magnitude of the Burgers vector,ν(=0.29) is the Poisson’s ratio of magnesium,fanddpare the volume fraction and mean planar diameter ofγ-Mg17Al12nano-precipitates.Thus,the Orowan strengthening increment from nano-sizedγ-Mg17Al12precipitates are calculated as 51.7 MPa.
According to above strengthening mechanism analysis,the theoretically increased yield strengthΔσTheory(ΔσTheory=Δσg+Δσp) in peak-aged AlN/AZ91 composite is identified as 49.96 MPa,which is in very agreement with the experimental value of 50 MPa.Herein,the strengthening effect of AlN particles can be considered as the same due to no change in structure characteristics before and after the aging treatment.Hence,the increase of yield strength by the peak aging treatment can be mainly ascribed to the precipitation strengthening of nano-sizedγ-Mg17Al12precipitates (Eq.2).
4.5.Effect of in-situ AlN particles on higher plasticity
As shown in Table 3,although the elongation (14 ± 1%)of AlN/AZ91 composites was decreased by about 27% after peak aging treatment,it was still approximately five times higher than that of peak-aged AZ91 alloy (2.9 ± 0.4%).Additionally,it was also far higher than that of other peak-aged magnesium matrix composites,as shown in Fig.10b.
It is well known that non-basal plane slip systems of the dislocation are rather difficult to activate at room temperature due to high critical resolved shear stress (CRSS) in Mg alloys having hexagonal close packed (HCP) crystal structures,so basal plane slip and twinning are the dominate deformation modes at room temperature [52].Whereas the(0001)<110>basal plane slip can only provide two independent slip systems,failing to satisfy Von-Misses criterion and to accommodate c-axis strain.Although twinning can accommodate c-axis strain,the enhancement of twinning deformation mode on ductility is quite limited [53].For a grain with ideal orientation for twinning (Schmid factor is 0.5),1.5 vol.% twins can only induce 0.1% plastic strain [54].As a result,magnesium alloys have low ductility at room temperature.Especially,S.R.Kada et al [55].found that aging could respectively increase the CRSS of basal plane slip and tension twinning by 5–8 MPa and 36 MPa in AZ91 alloy due to the precipitation ofγ-Mg17Al12phase,and then the activation of basal plane slip and twinning were further suppressed.This was also the main reason that the elongation was decreased after aging treatment of AZ91 alloys and AlN/AZ91 composites in this study.
Considering that dislocation slip is a main factor to determine deformation capacity,different types of dislocations were identified in the tensile sample of peak-aged AlN/AZ91 composite,as shown in Fig.13.Only few dislocations were paralleled with the basal trace,i.e.,highlighted by solid white line in Fig.13a,which demonstrates the basal dislocation slip was largely suppressed.On the contrary,a lot of prismatic dislocations,i.e.,marked with white ellipses in Fig.13a,were formed during the tension deformation,which means prismatic slip systems were activated.Moreover,based on theg·b=0 vector criterion,wheregis the diffraction vector andbis Burgers vector,〈a〉 dislocations were invisible in Fig.13c under two beam condition with a diffraction vector ofg=0002 (Fig.13d),the straight dislocation segments in green ellipses were identified as pyramidal
Fig.13.(a,b) TEM bright field image and the corresponding SAED pattern,(c,d) the observation of dislocations under two beam condition with g=0002 diffraction vector.
5.Conclusion
In this work,the precipitation ofγ-Mg17Al12phase,age hardening and strengthening efficiency were systematacially investigated in thein-situAlN/AZ91 composites.It has been shown that thein-situformation of AlN particles reduced the efficiency of aging hardening and strengthening in AlN/AZ91 composites.However,high density dislocations were generated aroundin-situAlN particles due to the CTE mismatch of magnesium matrix and AlN particles,which promoted the nucleation ofγ-Mg17Al12phase near the AlN particles,and then the peak-aged time and precipitation temperature ofγ-Mg17Al12phase were reduced.Furthermore,higher fracture elongation and tensile strength were simultaneously obtained in peak-aged AlN/AZ91 composites.The microstructure characterization results show that the increased yield strength was mainly attributed to the precipitation strengthening of nano-Mg17Al12precipitates,while the room temperature activation of the non-basal dislocation slip systems led to a high ductility in peak-aged AlN/AZ91 composite.Thus the present works further confirm thatin-situformation of the reinforcement can significantly improve strength and ductility of ascast and aging treated magnesium matrix composites,which also provides an achievable method to develop magnesium matrix composites with a high comprehensive performance.
Declaration of competing interest
All authors declare that No conflict of interest exists.
Acknowledge
The authors are grateful for financial support for this research by the National Natural Science Foundation of China(Grant Nos.52071268,51771151),Key Laboratory of Interface Science and Engineering in Advanced Materials,Ministry of Education,Taiyuan University of Technology,Taiyuan 030024,China(Grant No.KLISEAM201603),State Key Laboratory of Advanced Metals and Materials (Grant No.2019-Z06),and the Innovation Foundation for Doctor Dissertation of Northwestern Polytechnical University,China (Grant No.CX201905).
 Journal of Magnesium and Alloys2023年7期
Journal of Magnesium and Alloys2023年7期
- Journal of Magnesium and Alloys的其它文章
- Recent progress in MgB2 superconducting joint technology
- “Smart” micro/nano container-based self-healing coatings on magnesium alloys: A review
- Recent advances using equal-channel angular pressing to improve the properties of biodegradable Mg–Zn alloys
- Twin evolution in cast Mg-Gd-Y alloys and its dependence on aging heat treatment
- Effects of Ce content on the modification of Mg2Si phase in Mg-5Al-2Si alloy
- Solute drag-controlled grain growth in magnesium investigated by quasi in-situ orientation mapping and level-set simulations