
Achieving gradient heterogeneous structure in Mg alloy for excellent strength-ductility synergy
2023-10-16 03:19JingHnJipengSunYunmingSongBingqinXuZhenqunYngSongsongXuYingHnGuosongWuJiyunZho
Journal of Magnesium and Alloys 2023年7期
Jing Hn ,Jipeng Sun ,Yunming Song ,Bingqin Xu ,Zhenqun Yng ,Songsong Xu ,Ying Hn,Guosong Wu,*,Jiyun Zho,*
a School of Mechanical and Electrical Engineering,China University of Mining and Technology,Xuzhou 221116,China
b College of Mechanics and Materials,Hohai University,Nanjing 211100,China
c Key Laboratory of Advanced Structural Materials,Ministry of Education,Changchun University of Technology,Changchun 130012,China
Abstract Most metals including Mg alloys have a longstanding dilemma of strength-ductility trade-off,which is hindering their wider applications.In this study,we propose a gradient heterogeneous grain (GHG) structure for evading this trade-off dilemma and ultrasonic severe surface rolling is attempted to construct this novel structure in ZE41 Mg alloy.Here,the GHG structure combine the benefits of gradient structure and heterogeneous grain structure and introduce large microstructural heterogeneities.Compared to the coarse-grain and heterogeneous-grain structured alloys,the GHG structured one exhibits dramatical enhancement in strength,ductility,and strain hardening capability.To the best of our knowledge,its strength becomes much higher than that of common ZE41 Mg alloys at no reduction in ductility.These unique mechanical properties stem from not only the individual contribution of the heterogeneous structure components including the fine/ultrafine grains and deformed coarse grains but also their synergistic effect via hetero-deformation induced strengthening and hardening effects.In summary,our study provides a feasible way to develop new Mg alloys with high strength and good ductility.
Keywords: Mg alloy;ZE41;Gradient;Heterostructure;Strength-ductility trade-off.
1.Introduction
It is well known that strength and ductility are mutually exclusive almost in all metals and alloys,resulting in the longstanding dilemma of strength-ductility trade-off [1,2].This trade-off dilemma is more prominent in Mg and its alloys due to their low absolute strength and poor ductility at room temperature [3–5],which has become a critical drawback hindering the wide application of Mg alloys as the potential lightweight materials [6,7].
Grain refinement is an effective and thus extensively used method for strengthening metals,which results in the rapid development of nanostructured metallic materials with nanocrystalline (NC) and ultrafine-grain (UFG) structures in the past three decades [8,9].NC metals with FCC and BCC lattice,such as Cu,Ni,and Fe,generally exhibit extremely high strength but poor ductility and low strain hardening rate [10],resulting in a prominent strength-ductility trade-off.Interestingly,the UFG Mg alloys typically exhibit simultaneously improved strength and ductility compared to their coarse-grain counterparts,making grain refinement an effective method to evade the strength-ductility trade-off dilemma for Mg alloys [11–14].Thus,the Mg alloys with homogenous UFG structure is long pursued,and many severe plastic deformation (SPD) techniques,such as equal channel angular pressing (ECAP) [15–17],high-pressure torsion (HPT)[18–20],friction stir processing (FSP) [21–23],deformationdriven metallurgy (DDM) [24,25],accumulative roll bonding(ARB)[26–28],and hard-plate rolling(HPR)[29,30],are successfully implemented to produce the UFG Mg alloys.However,when the grain size is less than a critical value,the strength of the pure Mg decreases with continuously decreasing grain size accompanied by an increased ductility,indicating an inverse Hall-Petch effect [31].The inverse Hall-Petch effect is ascribed to the transition of the deformation mode from slip and deformation twinning to grain boundary mediated plasticity with decreasing grain size [32,33].The critical grain size is approximately 1 μm for pure Mg [31,33].The inverse Hall-Petch effect is commonly reported in other NC metallic materials.Anyhow,we have touched or approached the strength ceiling through grain refinement.It is urgent to find new strategies of microstructure design to develop Mg alloys with high strength-ductility synergy.
The past two decades have witnessed the development of intelligent microstructure design to extract ductility from the NC metallic materials and thus evade the strength-ductility trade-off dilemma [10,34].The success stories involve gradient nanostructure [35,36],nanotwin structure [37,38],bimodal grain structure [39,40],heterogeneous lamellar structure [41,42],hierarchical structure [43,44],and so on.Now,these unconventional microstructures are labeled as heterogeneous structure,and corresponding materials are classified as heterostructured materials [45].However,few heterogeneous structures are successfully implemented in Mg alloys to evade the strength-ductility trade-off dilemma until now.Wang et al.reported a bimodal AZ91 Mg alloy prepared by HPR,which exhibited high strength and ductility[29].Wu et al.found that the Mg-15Gd-1Zn-0.4Zr (wt%) alloy with bimodal grain had ultrahigh tensile strength and extraordinary low compressivetensile asymmetry[46].The low compressive-tensile asymmetry is also found in a bimodal Mg-8.4Gd-2.3Y-0.2Zr (wt%)alloy by Zheng et al.[47].Xu et al.reported a superior strength-ductility balance in Mg-8.2Gd-3.8Y-1Zn-0.4Zr(wt%)alloy through bimodal microstructure design [48].Now,the bimodal grain design has been widely used to enhance the strength and ductility of Mg alloys [49–53].Recently,Sun et al.prepared a high strength and ductility AZ91 Mg alloy with multi-heterogeneous microstructure by high-temperature ECAP and short-time aging [54–56],which was featured by coexisting of heterogeneous grain and heterogeneous precipitates.
However,some intelligent microstructures to evade the strength-ductility trade-off dilemma in many metallic materials frequently lose their efficacy in Mg alloys,such as the gradient nanostructure.Wu et al.prepared an Mg-10Gd-3Y-1Zn-0.4Zr (wt%) alloy with gradient grain structure using surface mechanical attrition treatment (SMAT) [57].The SMAT alloy exhibited very high strength but low ductility.Liu et al.also applied SMAT in AZ31 Mg alloy to obtain a gradient structure [58],and the improved strength and hardness but slightly decreased ductility were reported.Ultrasonic surface rolling(USR)is one of the emerging methods to prepare the gradient nanocrystalline structure,which applies ultrasonic vibration and static force on the surface of the treated sample,and thus produces surface severe plastic deformation [59].Recently,USR has been applied to Mg alloys to obtain the gradient nanocrystalline structure.Ye et al.found that USR successfully generated a gradient structure in AZ31 Mg alloy [60].The grain size gradually increased from less than 1 μm in the surface layer to approximately 48 μm in the core region.The USR alloy exhibited the enhanced surface hardness,tensile strength,wear resistance,and corrosion resistance.However,the ductility was significantly decreased.Similar results were also reported by other researchers [61,62].Therefore,extracting ductility from the gradient structured Mg alloys is still a large challenge.
Limited studies exhibit the attractive potential and the huge challenge to achieve a good strength-ductility synergy in Mg alloys through architecting heterogeneous structure.More intelligent heterogeneous structures are expected to be designed and prepared in Mg alloys to achieve excellent strengthductility synergy.Here,we overcome the strength-ductility trade-off dilemma of the Mg alloy by developing a strategy of architecting a gradient heterogeneous grain (GHG) structure,which combines the advantages of gradient structure and heterogeneous grain structure.A facile approach called ultrasonic severe surface rolling (USSR) is presented to produce the GHG structure in ZE41 Mg alloy,which is generally used in aircraft.The GHG structured alloy exhibits the synchronous improvement in strength and ductility compared to its coarse-grain and heterogeneous grain structured counterparts.The microstructure of the GHG structured alloy was characterized using advanced electron microscopy to reveal the origin of the excellent mechanical properties.Molecular dynamics (MD) simulations were also conducted to deepen the understanding of the deformation and refinement mechanism during USSR process.Our results demonstrate that this structure design strategy can effectively offer high strengthductility synergy for Mg alloys.
2.Methods
2.1.Materials and processing route
As-cast commercial ZE41 Mg alloy was used in this study.The casting ingot was machined into sheets with the size of 50 mm × 25 mm × 4 mm.The sheets were preheated at 350 °C for 10 min and then rolled to 3 mm with a thickness reduction of 0.25 mm per pass,followed by rolling to 2 mm with a thickness reduction of 0.125 mm per pass.The sample was reheated at 350 °C for 3 min after the previous rolling pass.The roller held a constant temperature of 100 °C during processing.Finally,USSR was implemented on one surface of the plate-shaped sample for one pass.Before processing,the sheet was mechanically ground to remove the oxide layer and obtain a smooth surface.Fig.1 gives the schematic illustration of the processing route.
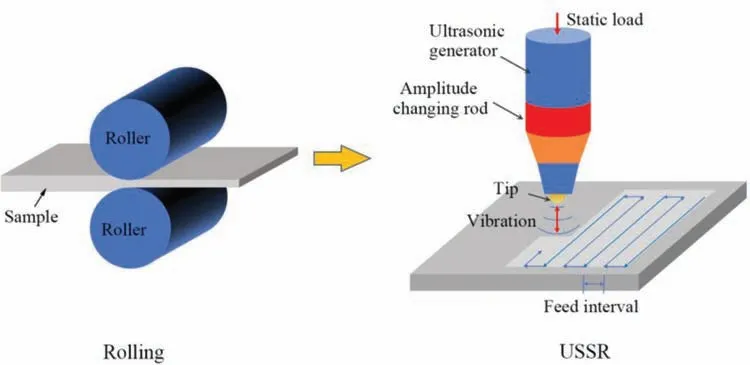
Fig.1.Schematic illustration of the processing route.
For a conventional USR,a small static force is applied to obtain a smooth surface and to prevent deformation of the treated sample.In this work,to produce a thick gradient structure layer,a modified ultrasonic surface rolling called USSR was developed.During USSR process,a rolling tip attached to an ultrasonic device scanned the surface of the plate-shaped sample line by line with a large static force.A tungsten carbide tip with a diameter of 14 mm was used.The large static force not only potentially produced a thick gradient structure layer but also induced a remarkably reduced thickness of the plate-shaped sample.After USSR process,the sample exhibited a thickness reduction of approximately 0.13 mm,which was comparable to the rolling reduction for the last several passes.The main USSR parameters are listed in Table 1.

Table 1USSR parameters.
2.2.Microstructure characterization
The microstructure was characterized by scanning electron microscope (SEM,FEI,Quanta 250),electron backscatter diffraction (EBSD),and transmission electron microscope(TEM,FEI,Talos,F200X).High resolution high-angle annular dark-field scanning transmission electron microscopy(HAADF-STEM) was also conducted.EBSD analysis was performed in SEM (TESCAN MAIA3) equipped with a NordlysMax3EBSD detector.The SEM specimens were mechanically ground and polished,followed by electrochemical polishing in an electrolyte of 62.5% alcohol and 37.5% phosphoric acid.The EBSD specimens were mechanically ground,polished,and then ion beam polished (LEICA EM RES102).The observed surface of the rolled alloy was parallel to its rolling surface for both SEM and TEM observations.The microstructure near the untreated surface of the USSR alloy was also characterized by TEM,and the observed surface was parallel to the rolling surface.The foils for the TEM observations were prepared by mechanical ground followed by ion milling (PIPS II,Gatan 695).The cross-section TEM observation was carried out to characterize the microstructure evolution along depth from the USSR-treated surface.For preparing TEM specimens,a slice with a thickness of about 0.5 mm was cut from the cross-section of the USSR alloy by a low-speed saw,then mechanically ground to~0.05 μm.Finally,the thin foil was ion milled around the USSR-treated surface (PIPS II,Gatan 695).
2.3.Mechanical properties measurements
Uniaxial tensile tests were performed on a SUNS UTM4204X universal testing machine with a speed of 0.5 mm/min at room temperature.The tensile specimens were dog-bone-shaped with a gage length of 7.5 mm and a gage cross-section of 1.5 mm × 1.5 mm.The microhardness variation along depth from the USSR-treated surface was measured on a cross-sectional sample using a microhardness tester(Beijing TIME High Technology Ltd.,HVS-1000) under a load of 0.25 N with a dwelling time of 10 s.The microhardness of the as-cast and rolled alloys was measured on the surface.The reported hardness value represents the average value of at least five tests.
2.4.Molecular dynamic simulation
MD simulations were performed using the LAMMPS software to deepen the understanding of the deformation and refinement mechanism during USSR process [63].The randomly oriented NC Mg sample was generated using the 3D Voronoi method [64],while the overlapped atoms were deleted.The sample has a size of 50 nm × 50 nm × 50 nm and average grain size of 30 nm,resulting in more than 5 million atoms.The embedded atom method (EAM) potential developed by Sun et al.was used [65].The initial sample was heated to 300 K within 10 ps and kept for 100 ps to obtain the equilibrium grain boundaries (GBs) structure,and the resulted mode was shown in Fig.2 .
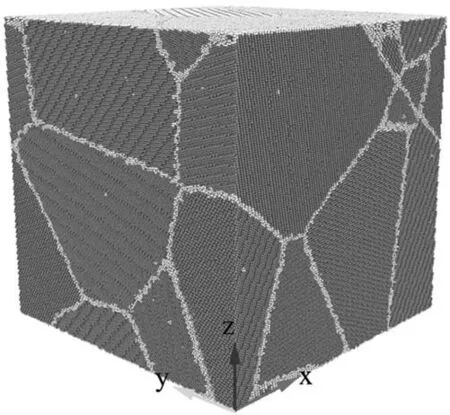
Fig.2.Simulation cell of NC Mg sample.Atoms are colored based on CNA.The green,pink,and gray represent HCP atoms,FCC atoms,and disordered atoms,respectively.
During USSR process,the spherical tip impacts the sample with a high frequency.Here,the single impact process was simulated with a constant speed of 10 m/s.A virtual spherical tip with a diameter of 100 nm was modeled using a repulsive force [66,67].A frozen atomic layer with a thickness of 1 nm on the bottom of the sample was set to provide structural stability,while other atoms maintained a constant temperature of 300 K using the Nosé-Hoover temperature thermostat [68].Atoms were colored based on common neighbor analysis (CNA) with a fixed cutoff of 0.385 nm and atomic shear strain using the OVITO software to identify deformation mechanisms [69–71].Using the CNA method,four types of atoms,i.e.,hexagonal close-packed (HCP) atoms,face-centered cubic(FCC)atoms,body-centered cubic(BCC),and disordered atoms,were distinguished.
3.Results
3.1.Microstructure and surface roughness
The initial as-cast alloy exhibits a coarse-grain (CG) structure with an average size of~89 μm,as shown in Fig.3a,b.The eutectic T-phase (Mg7Zn3RE) phase is also found in the microstructure [72],which shows a network structure.
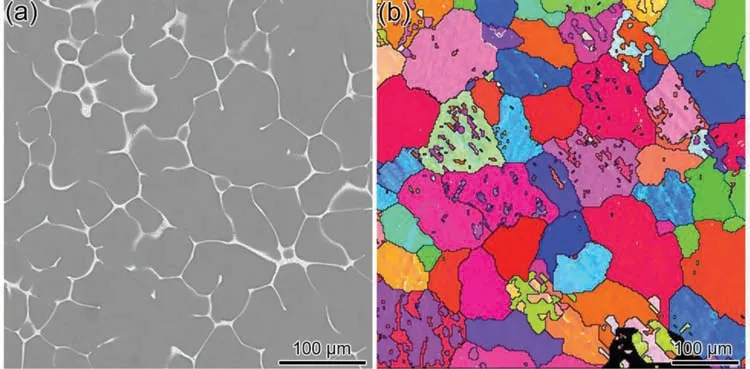
Fig.3.Microstructure of the as-cast alloy: (a) SEM image and (b) EBSD inverse pole figure map.
The TEM images show a heterogeneous grain (HG)structure in the rolled alloy,as shown in Fig.4.The HG structure is composed of domains with two different grain sizes,i.e.,recrystallized equiaxed grains and coarse deformed grains.The average grain size of the recrystallized grains is estimated to be approximately 1.5 μm measured from TEM images.The recrystallized grains are found to gather around the T-phase,indicating recrystallization developsviaa mechanism of particle stimulated nucleation (PSN)[73].Dense dislocations and subgrains are visible within the deformed grains.Moreover,the T-phase is torn into shreds,but its continuous network structure seems to be intact,as indicated by the TEM and SEM images shown in Fig.4a,d.Abundant nanoscale precipitates are also observed within many grains (Fig.4c).These intragranular nanoprecipitates are frequently reported in the deformed Mg-Zn-RE based alloys,but their structure is still not clear [74],which will be investigated in detail in future studies.
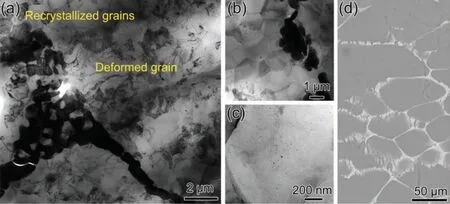
Fig.4.Microstructure of the rolled alloy: (a-c) TEM and (d) SEM images.
Figures 5 and 6 present the cross-sectional TEM images of the USSR alloy.A nearly equiaxed UFG structure is observed in the topmost surface layer,as shown in Fig.5a-c.These UFGs have sharp grain boundaries and an average grain size of about 161 nm determined from TEM images.The corresponding selected area electron diffraction (SAED) pattern demonstrates the formation of UFGs with random orientations.STEM-energy dispersive spectroscopy (EDS) elemental mapping indicates that there is no visible elemental segregation at grain boundaries,as shown in Fig.5c,d.
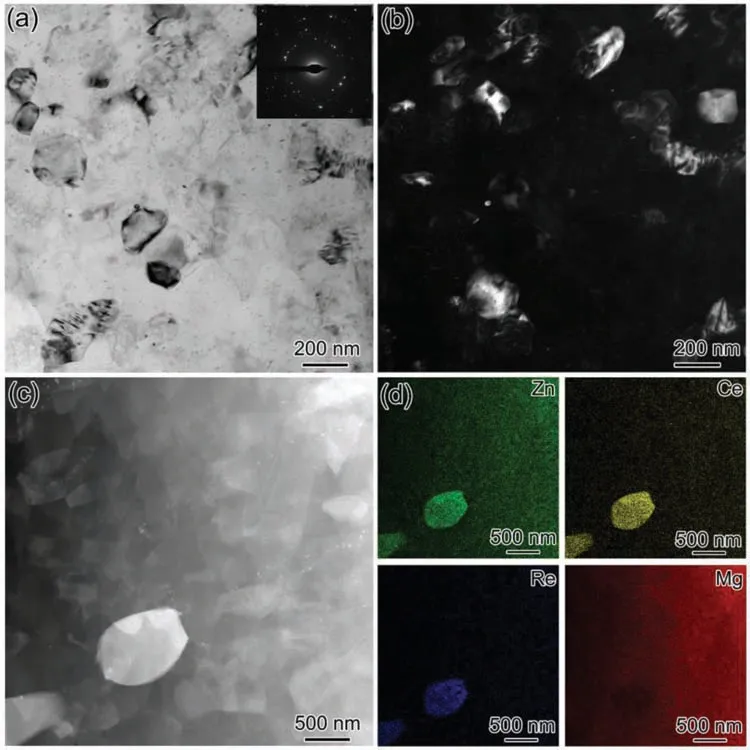
Fig.5.Typical cross-section TEM images of the USSR alloy in the topmost surface layer: (a) bright-field image,(b) dark-field image,(c) HAADF-STEM image,(d) EDS elemental mapping.The inset in (a) shows the corresponding SAED pattern.
In a depth span from 50 μm to 300 μm from the USSRtreated surface,the microstructure is featured by the elongated UFGs mixed with fine twin lamellae,as shown in Fig.6.In a depth of 50 μm,some equiaxed UFGs are also visible,whose size is slightly larger than that in the topmost surface layer.The grain size and aspect ratio of the elongated UFGs gradually increase with increasing the depth.Their typical transversal grain size and aspect ratio are 391.4 nm and 1.7 in the depth of 50 μm,respectively,and increase to 406 nm and 2.7 in the depth of 300 μm.The twin lamellae are comparable in size to the UFGs and are more frequently observed in the deep depth.Their thickness increases with increasing the depth.Dense dislocations are also observed within the twin lamellae.It is suggested that dislocation slip is the primary deformation mechanism during USSR process in a depth span from 50 μm to 300 μm based on the microstructure observation.With increasing depth to 500 μm,profuse lamellar twins containing dense dislocations are observed,which divide the initial grains into the fine lamellar structure.The thickness of the twin lamellae is about 515 nm measured from TEM images.It is suggested that the main deformation mechanism during USSR process translates to deformation twinning and dislocation slip in the depth of 500 μm.
Figure 7 shows the TEM images of the USSR alloy in the layer near the untreated surface.A high density of dislocations and elongated grains feature the microstructure.Lamellar twins contained high-density dislocations are also frequently observed.This observation indicates that the layer near the untreated surface still undergoes severe plastic deformation,giving rise to a deformed HG structure.This result suggests that the gradient plastic deformation induced by USSR crosses the whole sample along the thickness,while it is generally confined to a thin surface layer for the conventional ultrasonic surface rolling [62].
Figure 8 shows the cross-section SEM images of the USSR alloy.Compared to the rolling alloy,the T-phase network structure of the USSR alloy is elongated and further broken,giving rise to a necklace-like morphology.
Microstructure characterizations clearly show that the microstructure of the USSR alloy graduates from the UFG structure in the USSR-treated surface to the deformed HG structure with high-density dislocations in the untreated surface,manifesting a GHG structure.The grain size spans several orders of magnitude from hundreds of nanometers to tens of microns.The dislocation density and twin also dramatically change in the GHG structure with the depth from the treated surface.
Figure 9 displays the evolution of the surface profile.The as-cast alloy was grounded using 400 grit sandpapers,and therefore presents a rough surface with a surface roughness(Ra) of 0.34 μm.Following rolling,the surface roughness decreases to 0.078 μm.After USSR,the heights of the peaks and depths of the valleys on the surface decrease sharply,giving rise to a very small surface roughness of 0.034 μm.The surface roughness of the USSR alloy may meet the requirement of most industrial applications.
3.2.Mechanical properties
Figure 10a gives the hardness profile of the GHG structured alloy (i.e.,USSR alloy) from the USSR-treated surface.The hardness approximately decreases with increasing the depth in the range of 0 μm to 900 μm.The maximum hardness of 112.2 HV in the topmost surface layer is about 2 times that of the CG structured alloy (i.e.,as-cast alloy) and approximately 1.8 times that of the HG structured alloy (i.e.,rolled alloy).This hardness value is much larger than that of the UFG ZE41 alloy and ZE41 Mg composites reported in the literature [75,76].With increasing depth from 900 μm to its maximum value of 1300 μm,the hardness increases to a slightly large value of about 84 HV,which is much larger than that of the rolled sample.This result confirms the TEM observation that the gradient plastic deformation induced by USSR process is effective across the whole thickness of the treated sample.According to this hardness profile,the gradient layer is about 900 μm in thickness,and the deformed layer is about 400 μm in thickness.This gradient layer generated by USSR is much thicker than that in the Mg alloys prepared by other surface treatment techniques (<500 μm)[57–62].
Figure 10b shows the tensile stress-strain curves of the investigated alloys,and the mechanical properties are collected in Table 2.The GHG structured alloy exhibits both maximal strength and ductility among all the investigated alloys,giving rise to excellent strength-ductility synergy.The measured yield strength (0.2% offset) and ultimate strength of the GHG structured alloy are 272.8 MPa and 390.3 MPa,which is approximately 2.9 and 2.6 times as high as that of the CG structured alloy.Its elongation is still more than 1.6 times that of the CG structured alloy.The HG structured alloy shows significantly increased strength but almost the same ductility compared to the CG structured alloy,while both its strength and ductility are much lower than that of the GHG structured alloy.The GHG structured alloy exhibits a dramatically high strain hardening rate (Θ=dσ/dε) compared to the other two alloys (Fig.10c),which can suppress inhomogeneous deformation to initiate at small strain and thus gives this alloy a good ductility.Fig.10d shows a comparison of ultimate strength and elongation of the GHG and HG structured alloys to the ZE41 alloys prepared by other methods [75–80],including conventional plastic deformation methods and severe plastic deformation methods.It is evident that the present GHG structured alloy exceeds the known strength limit of ZE41 Mg alloy whilst maintaining good ductility.

Table 2The microstructure and mechanical properties of the investigated alloys.
The GHG structure is also obtained in a medium entropy alloy (MEA) prepared by ultrasonic assisted cyclic thermal dynamic solid-state physical process [81].The yield strength of the GHG structured MEA is increased by 8 times compared to that of its coarse-grain counterpart,accompanied by an improved ductility.To the best of our knowledge,the GHG structure achieved in Mg alloys is the first to be reported.It can be speculated that the GHG structure has tremendous potential for evading the strength-ductility trade-off dilemma of Mg alloys and other metals based on this study and previous studies in the literature.
4.Discussions
4.1.Mechanism of extraordinary high strength and good ductility
The observed extraordinary high strength and good ductility of the GHG structured ZE41 Mg alloy (i.e.,USSR alloy)can be ascribed to its unique structure.The UFGs in the gradient layer introduce significantly high hardness and strength through the grain-refinement strengthening effect,which can be confirmed by the microhardness profile (Fig.10a).Gao et al.reported that the strength of the gradient structured Ni increased with increasing the thickness of the gradient layer[82].Li et al.also found the thick gradient structure layer contributed to a high synergetic strengthening in brass [83].These studies indicate that the thick gradient layer introduces extremely high strength into the GHG structured alloy.Besides the gradient layer,the GHG structured alloy involves a deformed layer with a deformed HG structure.The tensile results indicate that the rolled alloy with HG structure exhibits a significant increment in strength compared to the as-cast alloy with CG structure (Fig.10b).The enhanced strength is ascribed to the fine recrystallized grains and dense dislocations in the deformed coarse grains of the HG structure.The deformed HG structure in the USSR alloy has higher strength than the HG structure in the rolled alloy due to its high dislocation density and twins (Fig.7).

Fig.7.TEM images of the USSR alloy in the untreated surface layer: (a) low magnification image and (b) high magnification image.
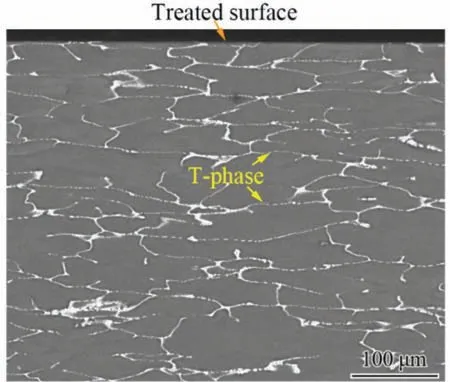
Fig.8.Typical cross-sectional SEM images of the USSR alloy.
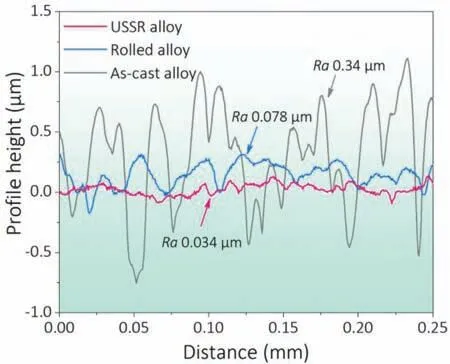
Fig.9.Surface profiles.
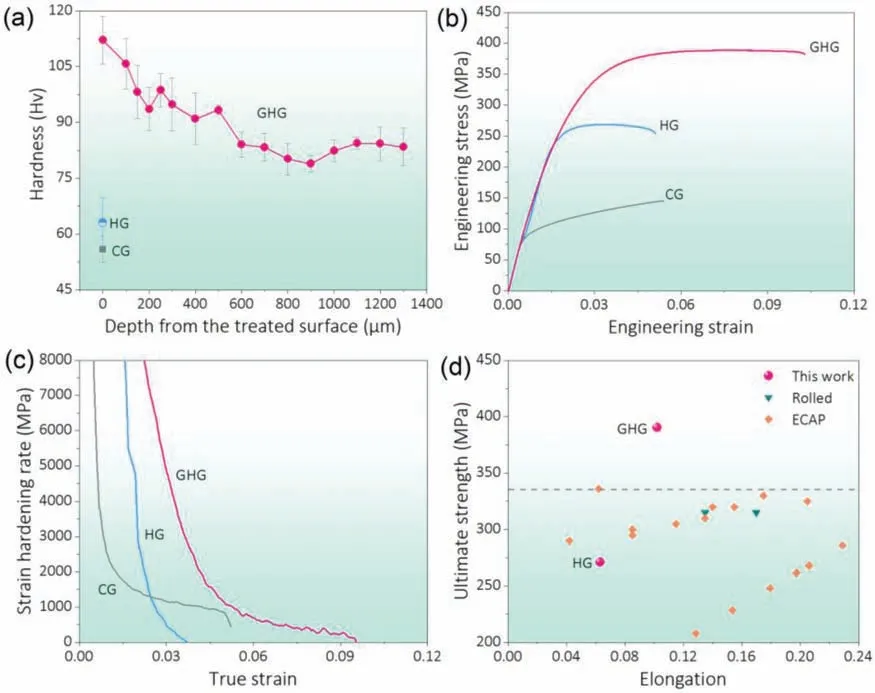
Fig.10.Mechanical properties and strain hardening: (a) variation of hardness along increasing depths from the USSR-treated surface for the GHG structured alloy,(b) tensile engineering stress-strain curves,(c) strain hardening rate versus true strain,(d) ultimate strength and elongation of the HG and GHG structured alloys.Other data of ZE41 Mg alloy in the literature are also shown for comparison [75–80].The hardness of the CG and HG structured alloys is also shown in Panel (a) for comparison.
Besides the individual contribution of the structural components of the GHG structure to strengthening,including the fine/ultrafine grains with different sizes and the deformed coarse grains with high-density dislocations and twins,they can produce a significant synergistic strengtheningviamechanical incompatibility,i.e.,hetero-deformation induced(HDI) strengthening caused by the pile-up and accumulation of geometrically necessary dislocations (GNDs) [84].The HDI strengthening is regarded as an inherent strengthening mechanism of the heterostructured materials [45].Here,the HG structure in the rolled alloy can also produce HDI strengthening due to the different mechanical behavior between the fine-grain domains and coarse-grain domains,and thus induces a significant strength increment compared to the CG structured alloy.It is suggested that the combination of the gradient UFG layer and deformed HG layer and a large span of grain size make the GHG structure effective for developing HDI stress and thus facilitate an extremely high strength.
The enhanced ductility of the GHG structured alloy compared to both the CG and HG structured alloys stems from a few aspects.The first is HDI hardening and dislocation hardening.The hetero-deformation caused by the GHG structure produces extra GNDs and internal strain hardening,i.e.,HDI hardening [84].The high strain hardening rate of the USSR alloy provides solid evidence for the HDI hardening(Fig.10c).The combination of the gradient UFG layer and deformed HG layer in the GHG structure could effectively develop HDI hardening and dislocation hardening,and thus introduces high strain hardening capability and good ductility.The second is the good ductility of the gradient structure layer.The gradient structure layer in the GHG structure can induce multiaxial stress states under uniaxial loading conditions and promote the activation of new slip systems and dislocation accumulation [85],which provides extra strain hardening to retain good ductility.Moreover,previous studies in the literature indicated that the decreased grain size in Mg and its alloys could promote the activation of the non-basal slip and inter-granular deformation,and thus enhances ductility[32,33].Here,the USSR alloy has a grain size spanning several orders of magnitude,and thus may have different deformation modes in different heterogeneous domains.From the above consideration,it is suggested that the gradient UFGs layer in the GHG structure shows good ductility as well as high strength,which is very different from the gradient nanostructured surface layers with high strength but low ductility in conventional gradient-structured materials.Therefore,the deformation mode,development of HDI stress of the present GHG structured ZE41 Mg alloy must be different from the other heterostructured materials,which will be investigated in detail in future studies.Also,more studies are needed to reveal the deformation mechanism and optimize the structural design for better strength-ductility synergy.At last,the broken T-phase is also contributed to ductility enhancement in the USSR alloy compared to the as-cast alloy.
4.2.Formation mechanism of the GHG structure
4.2.1.Deformation induced by USSR
During USSR processing,the vibratory rolling tip impacts and rolls on the surface of the plate-shaped sample,forming a vibro-impact contact.Following the contact theory,a gradient plastic strain is introduced into the treated sample by USSR[86],and thus generates the gradient microstructure.The loadFapplied on the surface generated by the rolling tip can be divided into a static forceFsand a dynamic forceFd.The dynamic forceFdis caused by ultrasonic vibration and is generally described as a sinusoidal force [87]:
whereF0andfare amplitude and frequency of ultrasonic vibration,respectively,andtis time.Considering the conservation of energy,the maximum value ofFd,i.e.,F0,increases with the increase of the maximum vibration velocity and mass of the rolling tip.In this work,a large static load of 1000 N and a large rolling tip with a diameter of 14 mm are used during USSR process,which increase the total load.It is reported by Amini et al.that the surface plastic strain and relevant affected depth increase with increasing the static force[87].As the diameter of the rolling tip increases,the plastic strain near the surface decreases but increases at a deep depth,as well as the plastic indentation depth.Therefore,the large static load and dynamic load used in the present USSR enable the treated sample to have a thick gradient structure layer.
The USSR generates an extremely high strain rate,which is in sharp contrast to the very low strain rate of the conventional SPD processes,such as ECAP,HPT,and FSP.The maximum value of the strain rate induced by USSR can be expressed below [87]:
According to Eq.(2),the high frequency of the ultrasonic vibration induces an extremely high strain rate.The strain rate of each impact caused by the present USSR process can reach 1.8 × 105s-1,which is higher than that induced by SMAT (102–103s-1),surface mechanical grinding treatment (SMGT),and surface mechanical rolling treatment (SMRT) (103–104s-1) [88].The high gradient strain and strain rate result in the unique deformation mechanism and the effective grain refinement for the ZE41 Mg alloys.
4.2.2.Deformation and refinement mechanism during USSR process
Single impact during the USSR process was investigated by the MD simulation on the NC Mg sample to reveal atomiclevel deformation mechanism,as shown in Fig.11.Four main deformation mechanisms are observed: (i)developing of stacking fault (SF) associated with partial dislocations activation,(ii) non-basal slip activation,(iii) deformation twinning,(iv)GBs-mediated deformation.Two types of intrinsic SFs are observed,i.e.,I1SF and I2SF,as indicated in Fig.11a,b,d,e.The I1SF has a stacking sequence of ABABACAC showing a single FCC layer,while the I2SF has a stacking sequence of ABABCACA showing two continuous FCC layers [89].Profuse SFs demonstrate their significant contribution to plastic deformation.A few twins originated from GBs are also found and frequently interact with dislocations.Non-basal slip is also activated to providec-axial strain.Moreover,high atomic shear strain is observed at GBs (Fig.11c,f),manifesting activation of GBs-mediated deformation (GBs sliding/rotation).The previous experiments and MD simulations have also verified that the GBs-based mechanism is gradually suppressed as the grain size increases[32,33,90].In this study,the grain size of the GHG structured alloy ranges from hundreds of nanometers to tens of microns,which is much larger than that used in the MD simulation.Therefore,it is suggested that the GBsmediated deformation has a negligible effect on the straininduced grain refinement process induced by USSR process.Moreover,our MD results also indicate that the atomic shear strain and the density of deformation defects gradually decrease from the USSR-treated surface to the inner region,as shown in Fig.11c.Therefore,the refinement effect induced by USSR declines with depth,thus,the gradient structure is generated.
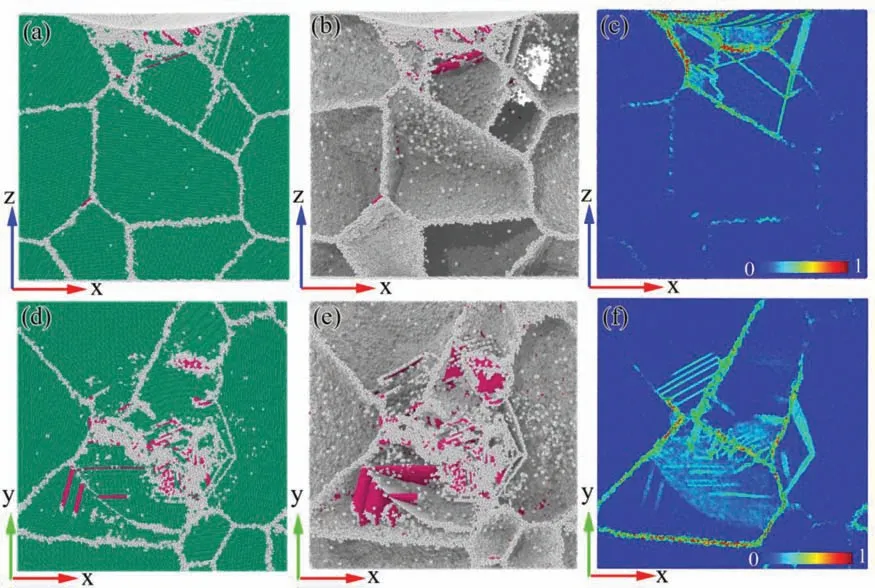
Fig.11.Atomic snapshots at an impact depth of 3.4 nm: (a-c) the xz-plane cross-section view at y=26.3 nm,(d-f) the xy-plane cross-section views at z=46.3 nm.Atoms in (a,b,d,e) are colored based on CNA.The green,pink,and gray represent HCP atoms,FCC atoms,and disordered atoms,respectively.The HCP atoms in (b,e) are hid.Atoms in (e,f) are colored according to atomic shear strain.
The TEM observation indicates that deformation twin governs the plastic deformation at a large depth of 500 μm from the USSR-treated surface.This observation demonstrates that deformation twinning is the main refinement mechanism of the ZE41 alloy in the initial stage of the strain-induced grain refinement process induced by USSR.Due to the limited slip system at room temperature in Mg alloys with HCP lattice,deformation twinning is an important deformation mode besides basal slip,which can provide the deformation components alongc-axis [30].It has been proven that the operation of deformation twinning is strongly related to grain size[32,33].Deformation twinning is an essential contributor to plastic deformation in the coarse grains,while it is suppressed when the grain size reduces to several micrometers for pure Mg at a quasi-static strain rate of 8.3 × 10-4s-1and at room temperature [33].Our TEM observation and MD simulation indicate that deformation twinning still contributes to plastic deformation to a certain extent in the UFGs and NC grains,which may stem from the high strain rate.Deformation twinning is also regarded as the main refinement mechanism of the AZ91D alloys at the initial stage during the SMAT process [91]and the AZ31 alloys during the rotary swaging process [92].
With the increase of the impact number on the USSRtreated surface,the grain size continuously decreases,and thus deformation twinning becomes harder and harder.Non-basal slip is necessary to be activated to adjust thec-axis strain.For Mg alloys,the critical resolved shear stress (CRSS) for non-basal slip is significantly higher than that of basal slip and {10-12} extension twinning at room temperature [33].It is difficult to activate non-basal slip in the coarse-grain Mg alloys at room temperature.However,the activation of nonbasal slip is frequently reported in the fine-grain or UFG Mg alloys and significantly contributes to ductility enhancement[32,33].In this study,the scarce deformation twins in the UFG region (Figs.5 and 6) imply the activation of non-basal slip.The MD simulation further demonstrates that non-basal slip can be activated in the NC Mg during the high-speed impact processing.Therefore,basal slip and non-basal slip become the dominant plastic deformation mode for further refinement.
Finally,UFGs are formed through dynamic recrystallization (DRX) in the surface layer,as shown in Figs.5 and 6,although USSR is conducted at room temperature.The sharp GBs of the UFGs provide solid evidence for the occurrence of DRX.We also note that the T-phase particle can facilitate DRX by providing nucleation position for UFGs,as shown in Fig.12.Mg and its alloys possess a low recrystallization temperature because of their low melting point.During USSR process,the high-frequency impact load combining with the large static load accumulate very high strain and stored energy,which significantly decreases the recrystallization temperature.Moreover,the USSR can lead to the temperature rise of the treated sample.As the temperature exceeds the recrystallization temperature,DRX occurs and thus generates the UFGs in the surface layer.
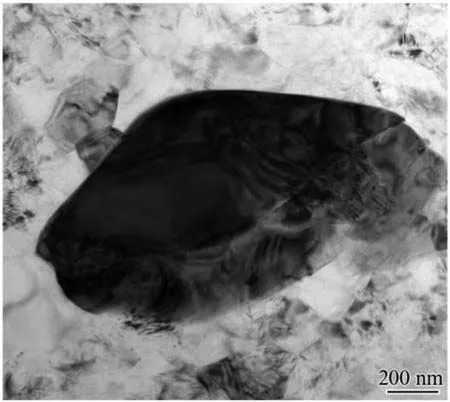
Fig.12.Cross-sectional TEM images of the USSR alloy at a depth of 50 μm,showing a T-phase particle as a nucleation position of UFGs.
5.Conclusions
In this study,a strategy is proposed to develop a kind of new Mg alloy with a GHG structureviaa combination of rolling and USSR.The GHG structure is composed of the thick gradient UFG layer(thickness of about 900 μm)and deformed HG layer.The grain size spans several orders of magnitude from hundreds of nanometers to tens of micrometers.The GHG structured ZE41 Mg alloy exhibits synchronously improved strength and ductility compared to the CG and HG structured ones.The improvement stems from not only the individual contribution of the heterogeneous structure components,including the fine/ultrafine grains and deformed coarse grains,but also their synergistic effectviaHDI strengthening and HDI hardening effects.Furthermore,our processing method with rolling and USSR may be used to prepare the GHG structure in other alloys and easily scaled up for mass production.
Acknowledgments
The authors acknowledge the financial support of the National Natural Science Foundation of China (Grant No.51971088 and No.U1910212) and Priority Academic Program Development of Jiangsu Higher Education Institutions(PAPD).We also acknowledge the Analysis and Computation Center of China University of Mining and Technology for providing us with scanning electron microscope (FEI,Quanta TM 250).
 Journal of Magnesium and Alloys2023年7期
Journal of Magnesium and Alloys2023年7期
- Journal of Magnesium and Alloys的其它文章
- Recent progress in MgB2 superconducting joint technology
- “Smart” micro/nano container-based self-healing coatings on magnesium alloys: A review
- Recent advances using equal-channel angular pressing to improve the properties of biodegradable Mg–Zn alloys
- Twin evolution in cast Mg-Gd-Y alloys and its dependence on aging heat treatment
- Effects of Ce content on the modification of Mg2Si phase in Mg-5Al-2Si alloy
- Solute drag-controlled grain growth in magnesium investigated by quasi in-situ orientation mapping and level-set simulations