
TC4钛合金TIG焊接接头的组织和力学性能研究
2023-10-10 06:19高晓刚梁建明贾慧慧任少博
辽宁科技学院学报 2023年4期
高晓刚,梁建明,王 烁,贾慧慧,任少博
(河北建筑工程学院 机械工程学院,河北 张家口 075000)
0 引言
TC4(Ti-6Al-4V)钛合金具有低密度、高强度、良好的抗蚀性能和高温抗氧化性能等突出的优点,在航天航空、化工、电力等工业领域具有广泛的应用[1]。因钛合金性质活泼,高温下溶解氮、氢、氧的能力大,导致其焊接性能较差,焊条电弧焊、气体保护焊等常规焊接方法并不适合于钛及其合金的焊接。目前最常用的焊接方法有钨极氩弧焊(TIG)、激光焊[2](LBW)、电子束焊[3](EBW)和等离子弧焊(PAW)[4],但激光焊和电子束焊等先进焊接技术在焊件尺寸和焊接位置(平焊、立焊、横焊、仰焊)方面存在局限性,且焊接的成本较高,因此考虑焊接成本且可实现全位置焊接,钨极氩弧焊仍旧是钛及其合金最常用的焊接方法[5]。
TC4钛合金在氩弧焊焊接过程中容易产生接头区脆化、晶粒粗大、焊接裂纹和气孔等焊接缺陷[6],导致其焊接接头的力学性能变差。为进一步优化TC4钛合金焊接工艺,试验通过改变焊接工艺参数:焊接电流、焊接速度,在四种热输入条件下对3 mm厚度TC4钛合金进行TIG焊接,焊后采用Imager.
A1蔡司光学显微镜观察了焊缝组织,采用WDW-200型万能试验机测试了焊接接头的拉伸、弯曲性能,采用显微硬度仪测量了接头区域的硬度分布,采用D/MAX-2500型X射线衍射仪对焊缝区进行物相分析,采用S-3400N扫描电子显微镜观察拉伸试样的断口形貌,采用EDS能谱仪对断口的典型位置进行了元素成分分析,研究了在四种焊接热输入条件下的焊接接头组织和性能的变化规律,所得试验结果对TC4钛合金的焊接生产具有一定的指导意义。
1 试验材料与方法
试验选用上海创端实业有限公司生产的3 mm厚TC4试板,试板的化学成分及力学性能测试值见表1和表2。焊丝为与母材成分相同的φ3 mm实芯焊丝,焊接设备为美国 miller square wave 250焊机。焊前对试板和焊丝表面酸洗,去除钛合金表层氧化物和杂质,拿取时应戴洁净的白手套防止油污污染待焊试件表面。TIG焊接方式使用电源直流正接法,电极为φ2.5 mm铈钨极,喷嘴为φ15 mm的铜质喷嘴。为了避免焊接过程中高温熔池与氧、氮、氢等元素发生冶金反应,焊接试验在纯度为99.99%的充氩玻璃箱内进行,设定焊枪氩气流量15 L·min-1。焊接过程中通过调整焊接参数(电流、焊接速度)得到了四组焊接热输入数据,分别为:572 J·mm-1、613 J·mm-1、629 J·mm-1、638 J·mm-1。
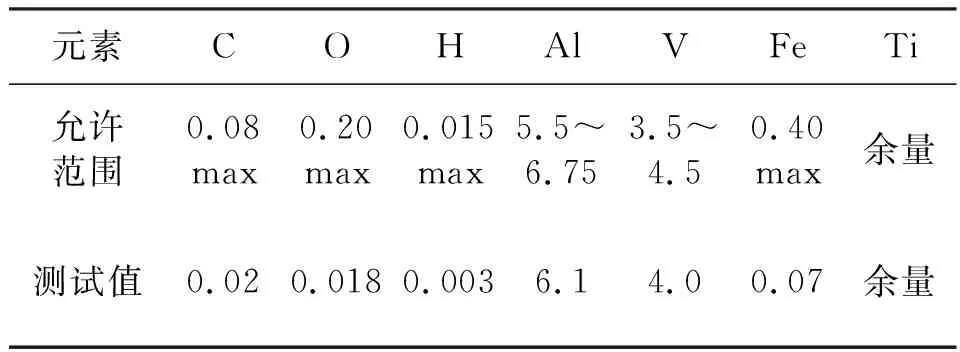
表1 TC4钛合金化学成分(质量分数%)
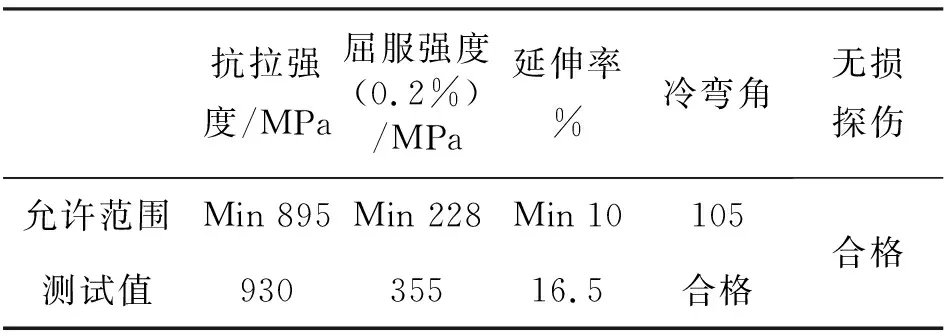
表2 TC4钛合金力学性能
2 试验结果与分析
2.1 接头组织分析
图1为TC4钛合金TIG焊接接头的微观组织形貌。因不论在何种热输入条件下焊接,焊接接头的组织转变过程和晶粒度变化的规律基本一致,明显的区别在组织形态和晶粒大小上[7],现以629J·mm-1热输入条件下的焊接试样为例,分析焊接接头各区的组织转变过程及特征。从图中看出,焊接接头在经历焊接热循环以后,组织可以分为母材区(BM)、过渡区(TZ)、细晶区(FGR)、粗晶区(CGR)和焊缝区(WM)。母材区组织为等轴状的α相和β相的机械混合物[8];过渡区、细晶区和粗晶区属于热影响区,在强烈的TIG电弧热冲击作用下,原始α相和β相开始逐步熔合向高温β相转变,冷却后只有部分α相形成α′马氏体相,组织组成物为α+β+α′相;焊缝区中的高温β相通过晶格重构形式向针状α′马氏体转变,生成了α′马氏体,并相互交织成网篮状组织结构,见图2。此外,从图1中还可以看出,随着越靠近焊缝中心区,β晶粒的粗化程度逐渐变大,圆整度也变差,且晶粒长大具有突变特性。通过X射线衍射物相分析,在四种热输入条件下的焊缝组织均为单一的α′马氏体相,见图3。这表明焊接过程中冷速较快,β相来不及向α相转变,只能形成它们之间的一种亚稳态过渡相α′[9]。α′马氏体相因具有很高的硬度和强度,从而使焊缝表现出优良的抗拉性能。
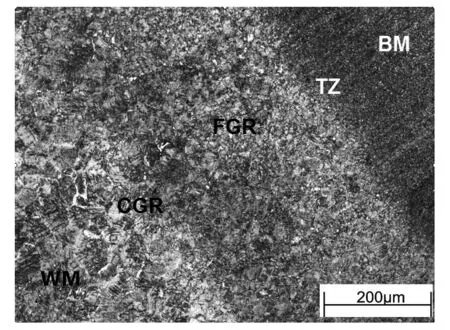
图1 TIG焊接头的微观组织形貌母材(BM)、过渡区(TZ)、细晶区(FGR)、粗晶区(CGR)和焊缝区(WM)
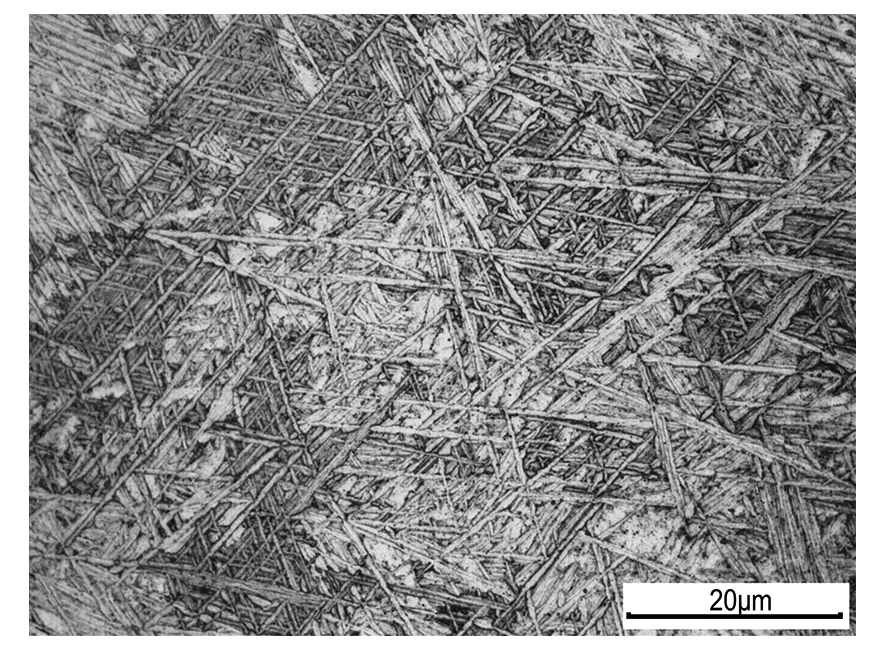
图2 接头焊缝区微观组织
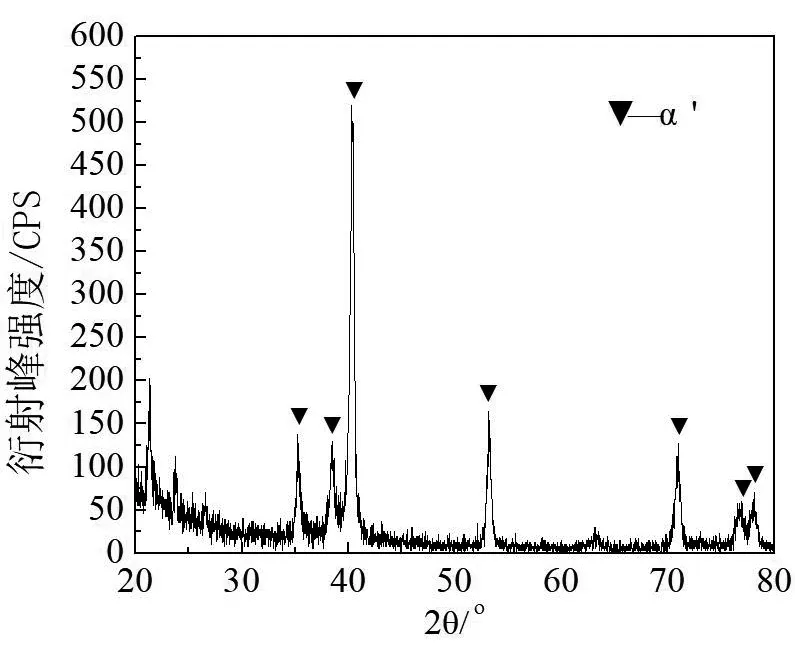
图3 焊缝区组织X射线衍射图谱
2.2 显微硬度分析
图4为在四种热输入条件下TC4钛合金TIG焊接接头的显微硬度变化曲线,其中横坐标为到焊缝中心线的距离,纵坐标为接头处的显微硬度测试值。从图中看出,随着离开焊缝中心距离的增加,四组接头试样的显微硬度均呈现先降低后升高的趋势。其中焊缝区域的硬度值最高,平均硬度值在HV340~HV360,表明该区域具有较高的强度和变形阻力,这是因为在焊接热循环作用下,焊缝区生成了大量由针状α′相组成的网篮状马氏体组织的缘故;在热影响区即距离焊缝中心4 mm~6 mm处,存在一个软化区,该区域内的硬度值最低,其平均硬度值在HV305~HV325之间,表明在该区域较容易发生断裂,是焊接接头性能比较薄弱的一个区域;母材区的硬度值恒定在HV330~HV335之间变化。试样1#,2#,3#,4#的焊接热输入值是一个递增的关系,图中进一步可看出,随着热输入的增加,四组试样焊缝区的硬度值呈现升高的趋势,热影响区位置的软化区逐步向母材侧移动,且软化区的硬度值也均呈现升高的趋势,即在高的焊接热输入下,其软化区的硬度值相比低的焊接热输入要高。焊接接头软化区组织由α相、α′相和β相组成,其中针状α′马氏体的含量和分布综合决定了该区硬度值的大小[10]。
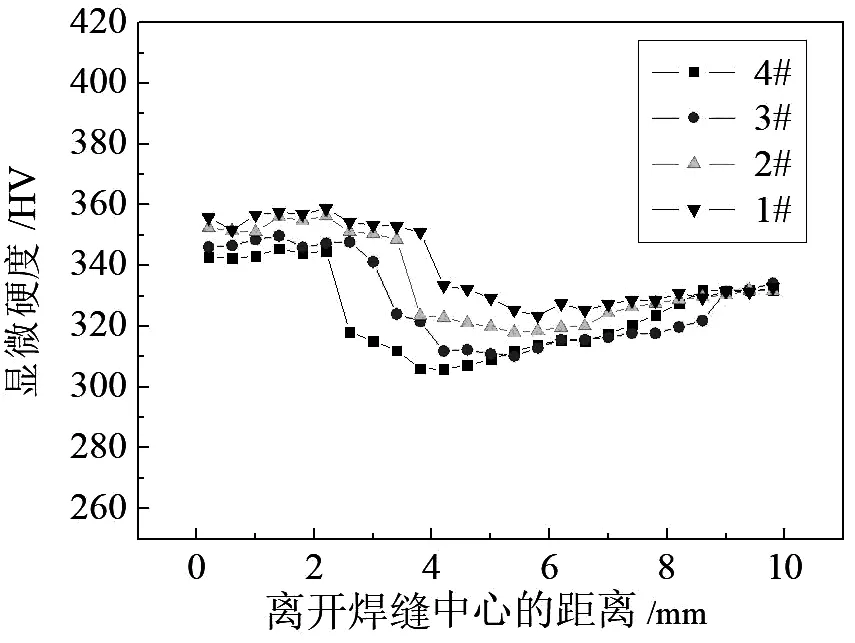
图4 TC4钛合金TIG接头显微硬度分布曲线
2.3 拉伸、弯曲力学性能测试
表3为在四种热输入条件下焊接接头的拉伸和弯曲力学性能测试数据。在每种焊接热输入条件下焊接3个试样,取平均值作为最终测试值。在拉伸试验中大部分试样的断裂位置均处在焊缝熔合线附近并偏向热影响区(HAZ)侧,其中有3组试样断裂在焊缝区(WM)。从图5看出,随着焊接热输入的增大,焊接接头的抗拉强度值在单调递增。在最大热输入值 638 J·mm-1时,焊接接头的平均抗拉强度值为901 MPa,达到了母材抗拉强度的98%,基本接近母材的抗拉强度值;在最小焊接热输入572 J·mm-1时,焊接接头的平均抗拉强度值为853 MPa,也达到了母材抗拉强度的92%。表明在四种热输入工艺下,焊接接头的拉伸性能良好。进一步通过Origin软件中的多项式回归拟合方法对焊接热输入与焊接接头的抗拉强度的关系曲线进行拟合,得到回归方程:Y=7 555.32-23.05X+0.02X2(其中Y为抗拉强度值,X为焊接热输入值),用来表征抗拉强度与热输入大小关系的数学模型。从图中可看出,在实验中给定的热输入范围内,焊接接头抗拉强度随焊接热输入的增加在单调递增,表明在制定工艺时,还可以增大焊接热输入,以进一步提高焊接接头的力学性能。这对TC4钛合金TIG焊接工艺的制定及优化具有一定的借鉴和指导作用。
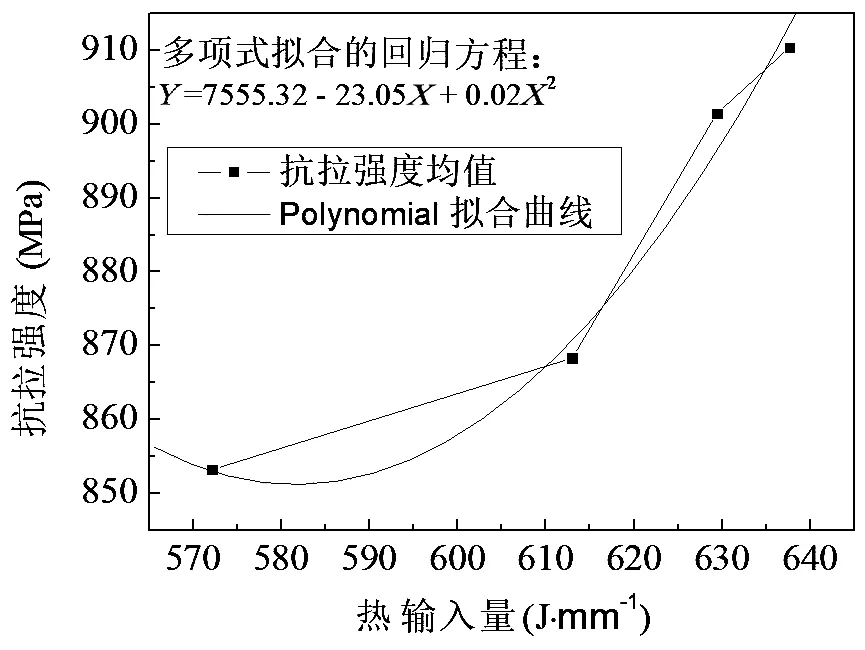
图5 焊接接头抗拉强度与热输入的关系
此外,从表3中可知,焊接接头的平均弯曲强度值随焊接热输入增加先降后增,相比TC4母材的弯曲强度值2 673 MPa,试样弯曲性能最大测试值也仅达到了54%,说明TC4钛合金TIG焊接接头的弯曲性能普遍不佳;试样的延伸率随热输入的增加而增加,断面收缩率则先降低后增加,总体来看其值偏低。TC4在经历不同的焊接热输入后,其焊接接头的塑韧性严重变差,这是由于在经历焊接热循环后焊缝和热影响区的晶粒粗大以及生成α′马氏体脆硬相导致的。
2.4 断口形貌及能谱分析
图6是在四种热输入条件下焊接接头拉伸试样的断口形貌图。从图中看出,四组拉伸试样的断口形貌具有共同的特征,均表现为断面齐平,且与正应力的方向相互垂直,图中还可观察到解离面和解离台阶的存在,以及在撕裂棱处大小不一的韧窝。总体来看,韧窝尺寸均较小和较浅,虽然存在一定的塑性变形能力,但塑性变形的程度很小,这些小而浅韧窝在拉伸过程中不足以吸收足够多的能量,客观上仍旧以脆性断裂为主。这也是焊接接头的断面收缩率和伸长率偏低的原因所在。
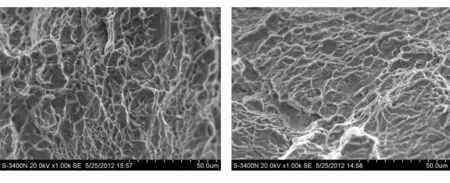
(a)1#试样 (b)2#试样
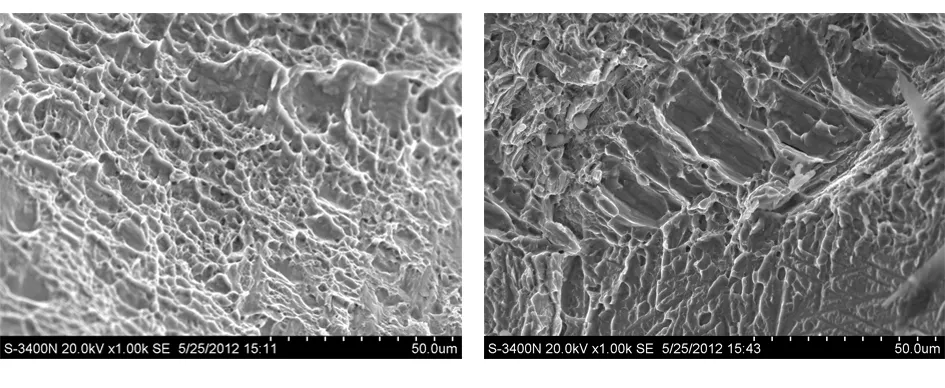
(c)3#试样 (d)4#试样图6 试样拉伸断口形貌
利用能谱仪对试样进行EDS能谱分析可以确定元素组成及含量,能进一步检验焊缝在受热过程中的保护效果,同样可解释拉伸试样的微观断裂机理。图7为焊缝区的能谱分析结果,从图中可知,焊缝区的主要元素组成为Al、Ti、V,这些元素属于基体元素,并无其他元素出现,表明焊接过程中保护效果良好。此外,Al、Ti、V三种元素含量比例与母材成分元素比例两者差别较大,表明焊接过程中出现了元素的烧损和偏析。Al作为α相稳定元素,V作为β相稳定元素。Al元素的烧损可以使β相变的稳定,在焊缝金属冷却凝固及后续固态相变过程中,β相转变为焊缝和热影响区中针状α′相的量减少,也会在一定程度上影响焊接接头的综合力学性能。
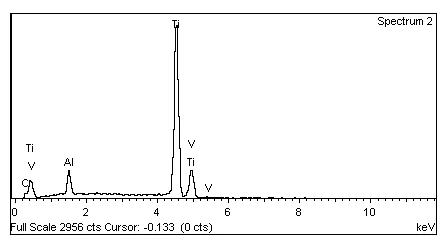
图7 试样能谱分析结果
3 结论
(1)经历焊接热循环后,TC4钛合金TIG焊接接头组可以分为母材区(BM)、过渡区(TZ)、细晶区(FGR)、粗晶区(CGR)和焊缝区(WM)。在四种焊接热输入条件下,焊缝组织为单一的针状α′马氏体相编织成的网篮状组织,保证了焊缝具有优良的抗拉性能。
(2)焊接接头中焊缝区硬度值最高,在热影响区存在一个明显的软化区。随着焊接热输入的增加,四组试样焊缝区的硬度值呈现升高的趋势,热影响区位置的软化区逐步向母材侧移动,且软化区硬度值也均呈现升高的趋势。
(3)随焊接热输入增加,焊接接头抗拉强度值在单调递增。试验中最小的抗拉强度平均值也达到了母材抗拉强度的92%。表明在四种热输入工艺下,焊接接头的抗拉性能均良好;焊接接头的弯曲性能普遍不佳,延伸率和断面收缩率值偏低,表明焊接接头的塑韧性较差。
(4)拉伸断口分析结果显示,断口处存在大量的解离面和解离台阶,且韧窝小而浅,断裂形式仍以脆性断裂为主;焊缝区的主要元素组成为Al、Ti、V,无其他元素出现,表明焊接过程中保护效果良好。
猜你喜欢
山东冶金(2022年1期)2022-04-19
装备制造技术(2020年1期)2020-12-25
中国自行车(2018年8期)2018-09-26
四川冶金(2017年6期)2017-09-21
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
上海金属(2016年1期)2016-11-23
设备管理与维修(2016年7期)2016-04-23
当代化工研究(2016年9期)2016-03-20
山东冶金(2015年5期)2015-12-10
