高速铁路道岔综合维修整治方案
2023-10-09 12:34李晓光金琳涵王磊闫洪贺侯银庆刘永乾张宇超
铁道建筑 2023年8期
李晓光 金琳涵 王磊 闫洪贺 侯银庆 刘永乾 张宇超
1.中国铁路沈阳局集团有限公司 长春高铁基础设施段, 长春 130051; 2.中铁物总运维科技有限公司, 北京 100073
道岔结构复杂,是线路的薄弱环节[1-2]。由于道岔降低值、组合廓形的存在,轮轨过渡不良形成的冲击载荷也会极大地影响道岔行车安全性。
国内学者对岔区尖轨基本轨、心轨和翼轨过渡区域轮轨关系开展了试验研究和仿真分析,发现道岔区廓形不良、降低值偏差过大等问题均会影响轮轨关系,恶化动车组的运营环境[3-6]。轮轨关系不良会加速钢轨表面病害的发展,还会引起动车组的异常振动[7]。钢轨打磨能预防及缓解道岔钢轨伤损,提高动车组的过岔稳定性,显著改善道岔质量,已成为道岔养护的有效手段[8-11]。针对局部廓形、病害等问题可采用打磨手段进行整治,而道岔问题往往错综复杂,治理时需要进行精细化检测,结合检测结果制定综合维修整治方案。本文对某车站叉跟尖轨折断问题进行深入研究,提出道岔综合整治方案。
1 现场调研
一高速铁路设计速度为350 km/h,道岔侧向通过限速45 km/h,主要运行车型为CRH380B和CR400BF。某站12#道岔叉跟尖轨鱼鳞纹、剥离掉块等疲劳伤损发展较快,严重影响动车组的行车安全性。为深入分析病害产生原因,对该道岔进行全面检测。
经调研,该组道岔主要问题为光带宽窄不一、前后存在突变,部分位置存在双光带现象,尤其是心轨及叉跟尖轨位置光带问题表现最为突出,见图1。

图1 轨面光带调研情况
除轨面光带存在多处不良外,该道岔还存在疲劳伤损问题。鱼鳞纹病害多为岔前、直尖轨、长心轨、短心轨、叉跟尖轨等位置。直尖轨鱼鳞纹和叉跟尖轨剥离掉块见图2。

图2 轨面病害调研数据
由该道岔钢轨廓形数据(图3)可知:其右股钢轨廓形一致性、左右股对称性较差。与目标廓形对比,工作边最大偏差约为1.1 mm,非工作边的偏差约为1.0 mm,左右股工作边的廓形偏差约为0.7 mm。
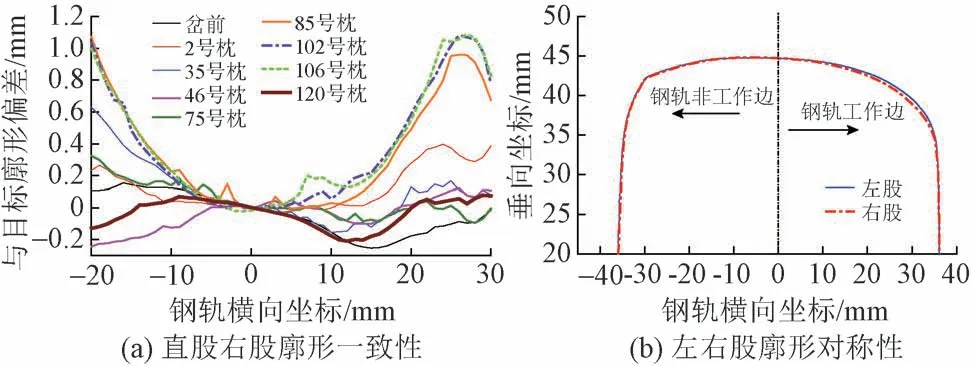
图3 道岔钢轨廓形数据
采用降低值测量仪采集12处关键断面的降低值,见表1。可知:降低值偏差在±1.0 mm 内的有3 处,降低值达标率为25%;降低值偏差超出±2.0 mm 的有6处,达50%。

表1 道岔降低值采集结果
2 问题分析及整治方案
2.1 现场问题原因分析
根据现场调查,该组道岔主要存在光带异常和疲劳伤损问题,同时道岔几何尺寸存在缺陷。根据检测数据,分析得出主要原因如下。
1)道岔长期未进行钢轨打磨,钢轨表面疲劳伤损未及时打磨消除,疲劳伤损的进一步发展引发了叉跟尖轨剥离掉块。
2)道岔大机和小机配合打磨时缺乏前期廓形调研,未能根据实际廓形进行非对称打磨,导致廓形差异大,轮轨间的横向、垂向振动加剧,轮轨间动载荷的增大加速了疲劳伤损的发展。此外,侧向通过时轮轨间横向位移增大,加剧了轮缘对尖轨的冲击振动。
3)降低值偏差过大,导致动车组在尖轨、心轨通过时,尖轨向基本轨过渡不良,尤其是降低值过大,轮轨在组合廓形区域受力不均匀,加剧了轮轨横向振动,进而引起岔区内轨距、轨向及轨距变化率恶化,影响光带形成和动车组运行品质。
道岔打磨可以消除钢轨表面的疲劳伤损、修复钢轨廓形、优化道岔降低值不良等问题,进而改善轮轨接触关系,提升动车组运行品质。
2.2 道岔打磨机械设备
目前国内道岔打磨主流车辆为CMC-20 型,属大型道岔打磨机械,具有磨削量大、作业效率高等优势,符合天窗时间内道岔打磨作业需求。全车由两节打磨小车组成,共20 个磨头单元。其中,杯形砂轮磨头有16个,直径为152 mm;碟形砂轮磨头有4个,直径为280 mm。日常道岔打磨时主要采用杯形砂轮进行打磨作业。打磨时,液压系统作用于打磨小车,使砂轮平面与轨头接触,通过高速旋转的砂轮对钢轨轨头进行磨削。该打磨车可有效去除钢轨表面疲劳,修复钢轨廓形,但受限于打磨车长度、磨削量和操作的灵活性,道岔打磨车作业时岔区内存在多处受限(图4),增加了起落刀位置,导致岔区平顺性差,且无法针对局部问题进行打磨处理。
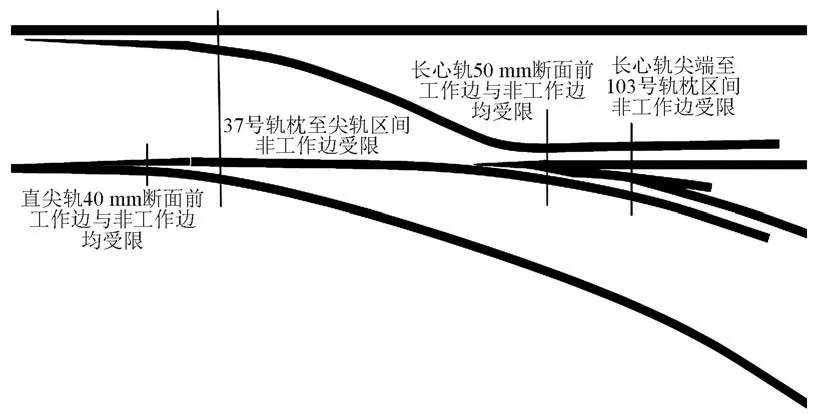
图4 道岔大机直股打磨受限情况
道岔小型打磨机具通常作为大机的补充打磨装备,可对道岔进行补充打磨作业,作业区域通常为大机打磨受限区。与大机相比,小机磨削量小,天窗利用率低,但小机具有大机无法比拟的灵活性,可以对局部区域进行单独打磨作业,而且通过多种小型打磨机具相互配合,具有打磨角度覆盖范围广、道岔全断面打磨的优势。为了探索道岔小机整组打磨的可行性,采用多台小机协同配合作业,利用小机群对道岔进行打磨,弥补小机打磨作业效率低的缺点。道岔小机打磨群配备方式为5+1+1,即5 台垂直打磨机、1 台道岔打磨机和1台手持抛光机。
2.3 综合维修整治方案
该组道岔局部问题突出,重点打磨区域多为大机打磨受限区、局部廓形差异区段以及道岔大机从未打磨过的曲股。此外,道岔几何尺寸调整也是道岔维护的重要策略之一。因此,综合维修方案包括几何尺寸调整+小机群配合打磨,具体实施方案如下。
1)打磨前,依据TG/GW 115—2012《高速铁路无砟轨道线路维修规则(试行)》对道岔的几何尺寸进行调整。根据现场检测数据,对三角坑和轨向问题进行调整,对轨距变化率不良、小轨向、小高低进行精调。整治后轨距、水平、三角坑、轨距变化率各项指标均控制在TG/GW 115—2012要求的合理范围内。
2)打磨实施。①将直曲尖轨按照道岔大机打磨受限区进行划分,分为直曲尖轨部分、尖轨和心轨连接处、心轨位置、心轨后基本轨部分。②打磨时,根据先局部再整体原则,即先修理基本轨、尖轨、心轨的局部廓形差异大、光带突变位置的廓形,确保修理后同股廓形前后一致性偏差在±0.2 mm 范围内。③对尖轨、心轨、基本轨进行贯通打磨。受限区位置打磨时,需在斥离状态下打磨尖轨轨顶至非工作边位置区域,基本轨打磨工作边至轨顶;闭合状态下打磨尖轨工作边及基本轨非工作边区域,将整体廓形修至目标廓形。④对整组道岔的每个股别进行整体贯通式抛光打磨,根据病害程度增加打磨量,在不改变廓形的前提下提升道岔整体的平顺性。
3)打磨后对道岔基本轨廓形和尖轨、心轨组合廓形进行验收,使廓形偏差控制在±0.2 mm范围内;同时对道岔的平顺性和轨面粗糙度进行检测。
4)打磨后对动车组进行添乘,采集动车组过岔时的振动加速度,通过数据精准分析打磨质量。此外,定期对道岔光带进行观测,综合评价道岔打磨效果。
3 道岔整治效果
通过对该组道岔的综合整治,道岔的鱼鳞伤病害基本消除,叉跟尖轨的剥离掉块得到控制,光带异常问题同样得到有效改善。打磨后实测钢轨廓形与目标廓形偏差基本控制在±0.19 mm范围内,轮轨接触关系得到改善,动车组运行品质明显提升。
3.1 轨面状态
图5为该道岔叉跟尖轨疲劳伤损及轨面光带整治效果。该组道岔在上道后未及时打磨的情况下短时间发生了剥离掉块,换轨后通过初次预打磨避免了疲劳掉块的再次形成;而后经过综合整治修复了钢轨廓形,并调整了几何尺寸。整治后1 年未再产生剥离掉块,光带异常问题得到有效解决。

图5 叉跟尖轨疲劳伤损及光带异常整治效果
图6为直尖轨40 mm 断面位置打磨前后钢轨表面状态。可知:打磨前存在明显的鱼鳞纹;打磨后钢轨表面的鱼鳞纹得到明显改善,未见鱼鳞纹发展迹象。

图6 直尖轨40 mm断面打磨前后轨面状态
图7、图8 分别为直股左股岔前和直股右股106 号轨枕不同程度的光带突变、双光带等问题的打磨整治效果。可知:打磨后光带突变问题得到有效控制,双光带位置打磨后未再出现双光带。

图7 直股左股岔前轨面光带打磨整治效果

图8 直股右股106号轨枕轨面光带整治效果
图9 为道岔长心轨轨面光带打磨整治效果。可知:打磨前长心轨和翼轨光带过渡不良,长心轨光带呈蛇形;打磨后光带突变问题得到控制,未再出现光带过渡不良现象。

图9 长心轨轨面光带整治效果
3.2 降低值及轮轨关系
打磨前后道岔降低值变化情况见图10。

图10 打磨前后道岔降低值变化情况
由图10 可知:打磨后,降低值偏差在±1 mm 内的有4处,降低值达标率由打磨前的25%提高到33%;降低值大于±2 mm 的有3 处,较打磨前减少3 处,降幅为50%。
图11为该组道岔右股打磨后廓形一致性、左右股对称性情况。可知:打磨后最大偏差约为0.19 mm,廓形偏差相较打磨前减小约0.91 mm,右股廓形前后的一致性提升明显;打磨后左右股基本贴合,偏差控制在±0.1 mm左右。

图11 道岔打磨后廓形一致性及对称性情况
计算12#道岔短心轨及叉跟尖轨20 mm、50 mm 断面打磨前后等效锥度,见表2。可知:打磨前20 mm 断面等效锥度均大于0.300,50 mm 断面的等效锥度在0.130 左右,前后相连断面等效锥度差异大;打磨后仅短心轨20 mm 断面等效锥度为0.211,其余位置的等效锥度均控制在0.130左右,等效锥度前后变化均匀。

表2 短心轨及叉跟尖轨打磨前后等效锥度
打磨前后的轮轨接触点分布见图12、图13。可知:打磨前接触点存在明显的跳跃,20 mm断面接触力集中;打磨后关键断面接触点分布均匀,轮轨接触关系改善明显。

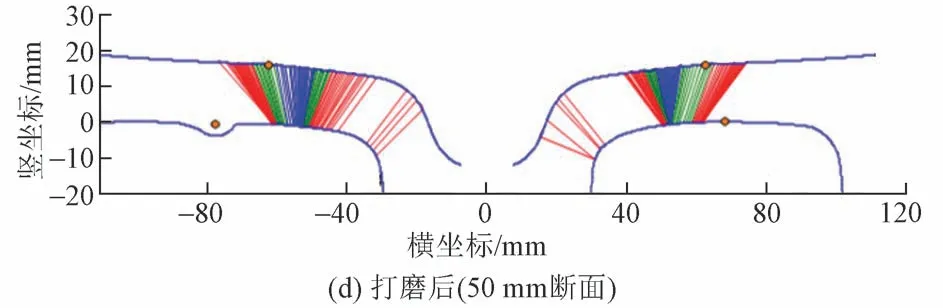
图12 短心轨打磨前后轮轨接触点分布

图13 叉跟尖轨打磨前后轮轨接点分布
3.3 车体振动加速度
打磨前后道岔侧向通过时(车速45 km/h)动车组车体振动加速度的变化曲线见图14。

图14 打磨前后侧向通过时振动加速度变化曲线
由图14可知:打磨后侧向通过时心轨位置的横向和垂向振动加速度变化较为明显,相较打磨前减小约50%,其余位置减小约10% ~ 20%。
打磨前后道岔正向通过时(车速300 km/h)动车组车体振动加速度的变化曲线见图15。可知:转辙区的横向和垂向振动加速度变化较为明显,相较打磨前减小约40%。

图15 打磨前后正向通过时振动加速度变化曲线
4 结论
1)该高速铁路道岔产生频发性叉跟尖轨剥离掉块,原因是:欠打磨疲劳伤损未得到及时消除;廓形不良与几何尺寸恶化共同作用,加剧了动车组道岔通过时轮轨横向冲击振动,引起叉跟尖轨剥离掉块频发。
2)实施几何尺寸调整+小机群配合打磨的综合维修方案,改善了岔区内几何尺寸的同时修正了钢轨廓形,提升了动车组运行品质,为高速铁路道岔整治方案制定提供了参考依据。
3)道岔小机群整组打磨改善了岔区内基本轨、尖轨、心轨廓形,尤其是短心轨和叉跟尖轨等效锥度变化更为平缓,动车组通过时轮轨接触过渡平滑,从而改善了轮轨接触关系。
猜你喜欢
优雅(2022年12期)2022-12-28
计算机与生活(2022年1期)2022-01-18
日用电器(2020年9期)2020-12-09
湖南工业大学学报(2020年6期)2020-11-27
铁道通信信号(2019年9期)2019-11-25
铁道通信信号(2019年6期)2019-10-08
计算机技术与发展(2018年9期)2018-09-21
铁道建筑(2014年3期)2014-12-25
中国铁道科学(2014年1期)2014-06-21
铁路通信信号工程技术(2014年4期)2014-02-21