煤基乙醇装置燃气加热炉NOx减排技改总结
2023-09-26 09:39魏银萍高晓奇
中氮肥 2023年5期
魏银萍,高晓奇
(陕西延长石油兴化新能源有限公司,陕西 兴平 713100)
0 引 言
陕西兴化集团有限责任公司(简称兴化集团)100 kt/a合成气制乙醇项目是全球首套煤基乙醇装置,于2017年初建成投产,后经持续的优化改造,于2019年年中完成最终标定工作并纳入正常生产管理。该乙醇装置配套3台燃气加热炉(燃料为天然气)用于原料加热、新催化剂活化和旧催化剂再生等,燃气加热炉排放尾气中的NOx折算值约250 mg/m3,满足2019年国家生态环境部颁发的《工业炉窑大气污染综合治理实施方案》中关于加热炉尾气中NOx含量<300 mg/m3的排放限值要求。
2021年12月,咸阳市政府环保部门发文要求燃气加热炉尾气中NOx排放指标按《石油化学工业污染物排放标准》(GB 31571—2015)中5.1.3条规定的特别排放限值(NOx含量<100 mg/m3)执行,兴化集团乙醇装置燃气加热炉尾气无法实现达标排放。为尽快解决这一环保问题,乙醇装置生产技术人员从NOx生成机理入手,在深入对比分析市场上现有低氮燃烧技术优劣的基础上,选择了符合现有工艺要求且经济合理的改造方案,最终实现了加热炉尾气达标排放、节能减排的目的,取得了显著的生态效益和经济效益。以下对有关情况作一介绍。
1 燃气加热炉尾气中NOx排放情况
兴化集团100 kt/a合成气制乙醇装置实际生产中投用加热炉3台。其中,甲醇加热炉(F202)用于将原料甲醇气加热至反应所需温度;再生加热炉(F203)原设计用于对加氢系统原料氢气进行加热,后因工艺变更,用于再生羰基化废旧催化剂时对氮气进行加热;间歇加热炉(F204)主要在羰基化新催化剂干燥活化时使用,用于对活化氮气进行加热。这3台燃气加热炉结构基本一致,主要由对流室、辐射室和烟囱构成,燃烧器安装于加热炉底部,F202、F203各配套2台燃烧器,F204配套1台燃烧器。
燃气加热炉所用天然气纯度>95%,正常投用时由第三方对加热炉尾气进行监测,监测结果显示,各加热炉尾气中NOx含量维持在300 mg/m3以上;技术人员尝试通过调节风门和翻板以调节炉膛的氧含量,以降低尾气中NOx含量,调整后最佳效果为尾气中NOx含量维持在250 mg/m3左右,无法满足最新排放限值(NOx含量<100 mg/m3)要求。
2 燃气加热炉NOx减排研究与分析
2.1 NOx产生机理
石化行业所说的NOx主要指NO和NO2等,其产生机理主要分为燃料型、快速型、热力型3种类型。燃料型是指燃料中本身携带的氮化物(如HCN、NH3等)燃烧时转化成了NOx,兴化集团乙醇装置加热炉采用天然气为燃料,氮化物含量仅0.5%左右,产生的燃料型NOx非常少;快速型是指富烃类燃料燃烧时空气中的N2与O2在高温条件下快速反应生成NOx,该反应在温度>1 000 ℃后基本趋于稳定;热力型是指在火焰高温区空气中的N2与O2反应生成NOx,其生成量与燃烧温度关系很大——燃烧温度<1 400 ℃时热力型NOx的生成量并不大,燃烧温度>1 400 ℃时热力型NOx的生成速率开始大幅提高。研究表明,天然气加热炉尾气中NOx的产生以热力型和快速型为主,其中热力型约占90%、快速型约占10%。可见,控制好燃气加热炉的燃烧火焰温度是降低其尾气中NOx含量的关键。
实际生产中燃气加热炉NOx生成量除了受燃烧温度的影响外,还受燃烧方式(预混或扩散)、空气温度、燃料中的氢含量、炉膛温度、过量空气系数等多方面因素的影响。兴化集团乙醇装置加热炉用燃料为纯度约95%的天然气,不含氢组分,且采用自然通风,空气温度和燃料组分的影响可忽略不计;加热炉炉膛温度与NOx的生成量一般呈线性增长关系,兴化集团乙醇装置加热炉炉膛温度不超过500 ℃,温度不高,其影响不大。因此,结合理论分析和实践检验,认为乙醇加热炉中炉膛过剩空气量对尾气NOx的含量影响比较大。乙醇装置加热炉燃烧器属于外混式气体燃烧器,混烧方式下燃气加热炉尾气中NOx生成量随过剩氧含量的增加而增加,过剩氧含量超过一定值后又随之降低,因此,选择适宜的氧含量有助于有效降低尾气中的NOx含量。
2.2 NOx减排技术
从NOx的产生机理出发,得出两种对应的减排方案:一是通过燃烧法控制NOx生成反应而减少其在尾气中的含量;二是通过燃烧后烟气处理技术实现尾气的达标排放,主要应用技术有SNCR技术和SCR技术。实际应用中,烟气处理技术具有初始投资费用和运行成本高、易造成二次污染等缺点,而燃烧法控制NOx生成则兼具设备投资和改造成本小、运行费用低的优点,为此,兴化集团确定择优选用燃烧法对加热炉进行改造论证,以实现加热炉尾气的达标排放。
深入分析NOx产生机理可知,燃气加热炉尾气中NOx主要为热力型,减少NOx生成的应对措施有二:一是降低燃烧过程中的高温区域范围和峰值温度,二是选择适当的过量空气系数和局部氧浓度。目前市场上常见的低氮燃烧改造技术,其设计在本质上就是围绕以上这两方面应对措施开展的,常见低氮燃烧技术有如下几种。
2.2.1 空气分级技术
空气分级技术是基于抑制NOx生成应对措施提出的,其核心在于通过将参与燃烧的空气分两级加入炉膛而有效降低燃烧过程中NOx的生成,同时提高燃烧效率。其中,第一级控制燃烧区风量为总配风量的约75%,使燃料在缺氧条件下燃烧,通过控制燃烧速度和温度抑制NOx的生成;第二级在加热炉主燃烧区域上部通入二次空气,与第一阶段燃烧生成的烟气混合,在过量空气系数>1的条件下完成剩余燃烧过程。实践表明,空气分级燃烧法对NOx减排效果有限。
2.2.2 燃料分级技术
燃料分级技术又称再燃烧技术或三级燃烧技术。其开发以控制热力型NOx生成条件为基础,共设3个燃烧区域:一级燃烧区设置在加热炉最下部,控制该区域过量空气系数>1,大部分燃料进入一级燃烧区后,在氧化性燃烧环境下燃烧生成NOx;二级燃烧区设置在一级燃烧区上部,控制其过量空气系数<1,少量燃料在还原性氛围下生成碳氢原子团,碳氢原子团再与一级燃烧区中生成的NOx进行还原反应生成N2;二级燃烧区上方设置三级燃烧区,即燃烬区,配二次风使加热炉内残余的燃料充分、完全燃烧,该过程有NOx再次生成,但数量非常少。燃料分级燃烧技术通过先氧化后还原的分级燃烧环境设计有效抑制了NOx的生成。燃料分级技术中的二级燃烧区燃料量需可靠控制,太少达不到还原已生成NOx的效果,太多又会出现燃料燃不烬的问题,均不利于尾气中NOx的降低。实践表明,一般二级燃烧区的燃料量大致控制在燃料总量的10%~20%较为理想。
2.2.3 空气/燃料分级+烟气外循环技术
空气/燃料分级+烟气外循环技术是在空气/燃料分级的基础上增加烟气再循环的技术,其空气/燃料分级原理与2.2.1和2.2.2所述一致,烟气外循环是指将烟囱尾气引出一股与新鲜空气混合后通过风门送入加热炉内,或单独接管送入加热炉炉膛内,以稀释炉内氧浓度和降低火焰中心烟气温度,进而减少NOx的生成。但该技术对炉内氧含量和炉膛温度控制要求较高,控制不当易引起炉膛熄火或闪爆,一般加热炉很少使用。
2.2.4 空气/燃料分级+烟气内循环技术
与空气/燃料分级+烟气外循环技术对应的还有空气/燃料分级+烟气内循环技术,其核心主要在于燃烧器喷嘴和耐火砖的设计上:喷嘴设计成阶梯状,分布于耐火砖内外两侧,内部位置较低处为一级燃烧区,该区域空气过量,又称淡燃烧区,此处燃烧温度相对较低,生成的热力型NOx量会明显减少;耐火砖外侧烧嘴区域为二级燃烧区,又称浓燃烧区,此处燃料气高速喷射而产生低压区,将炉内遇冷下沉的贫氧烟气吸入燃烧区参与燃烧,如此不但降低了二级燃烧区的火焰温度,还降低了二级燃烧区的氧浓度,从而可达到减少NOx生成的目的。实践表明,空气/燃料分级+烟气内循环技术是目前降低NOx的最有效的方法,能满足石化行业加热炉装置中圆火焰、底烧、燃料分级可调的低NOx气体燃烧器的要求,火焰不舔炉管、不脱火,燃烧效率高。
3 NOx减排技术对比与市场调研
对比各NOx减排技术可以看出,空气/燃气分级+烟气内循环技术综合了其他技术的优势,除具有避免炉膛局部高温、温度分布更均匀、有效抑制热力型NOx生成的优势外,还具有改造投资和后期运行成本较低、操作安全和简便等优势,应用效果相对较好,因此,最终决定将其作为本次燃气加热炉超低氮排放改造的技术路线。
确定技术路线后,技术人员与陕西大秦环保设备有限公司、西安航天源动力工程有限公司、北京航天石化技术装备工程有限公司及江阴石化机械有限公司4家具备上述改造技术的单位进行对接交流,结合了解到的实际应用情况,对各技术方提供的初步改造方案进行了详细的对比分析,具体如下。
(1)陕西大秦环保设备有限公司的初步方案:采用超蓝燃烧器技术,融合燃料分级+烟气内循环双重设计理念,改造后可控制尾气中NOx含量≤50 mg/m3,燃烧器的保质期为18个月。本方案仅给出了甲醇加热炉(F202)和间歇加热炉(F204)的改造报价为153万元,预计3台燃气加热炉改造总费用约230万元。
(2)西安航天源动力工程有限公司的初步方案:采用燃料分级燃烧器+烟气内循环技术,同时增加旋流器、燃气与氧比例混合控制系统,以增强燃料气与空气的有效混合,改造后正常工况下可保证尾气中NOx含量≤80 mg/m3。该单位之前承接项目偏重于锅炉低氮燃烧改造,燃气加热炉方面暂无实际业绩。本方案3台燃气加热炉改造总预算费用约220万元。
(3)北京航天石化技术装备工程有限公司的初步方案:方案立足长远、相对综合,共包括燃气加热炉节能降耗改造、燃烧器低氮改造及新增烟气排放连续监测系统(CEMS)三部分内容,其中燃烧器改造采用的是燃气分级技术,改造后可保证设计工况下尾气中NOx含量≤50 mg/m3、正常工况下尾气中NOx含量≤80 mg/m3。本方案后因投资较大而被排除。
(4)江阴石化机械有限公司作为兴化集团乙醇装置现用加热炉燃烧器原设计厂家,对我方加热炉设备构造相对熟悉,其在充分了解了我方改造需求和实际运行负荷后,给出了初步方案:将现有燃烧器更换为一种融合了高分级燃料和烟气内循环技术的超低氮燃烧器——通过高速喷射的方法,将从分级喷嘴喷出的燃料气与周围的惰性燃烧产物混合,大大降低热力型NOx的产生,同时优化设计燃烧器周围耐火砖的结构,以实现内部烟气循环,并增设长明灯调风圈以保证炉内稳定燃烧状态;改造后可保证设计工况下尾气中NOx含量≤50 mg/m3、正常工况下尾气中NOx含量≤60 mg/m3。本方案改造内容少、改造周期短,3台燃气加热炉改造总预算费用约15万元。
对比以上4家技术方的初步改造方案可以看出,江阴石化机械有限公司的技术方案针对性强、效果好,且改造周期短、费用低,加之其是原加热炉燃烧器设计厂家,对加热炉设备构造相对更熟悉,故最终确定其作为技术方按改造方案对3台燃气加热炉实施技改。
4 技改内容
4.1 技改相关技术参数
根据确定的改造方案,按要求向技术方提供了天然气组分和加热炉最大燃气消耗量,技术方据此确定加热炉的热负荷及风门尺寸,并出具设计图纸及参数。3台燃气加热炉技改配套新燃烧器的技术参数见表1。
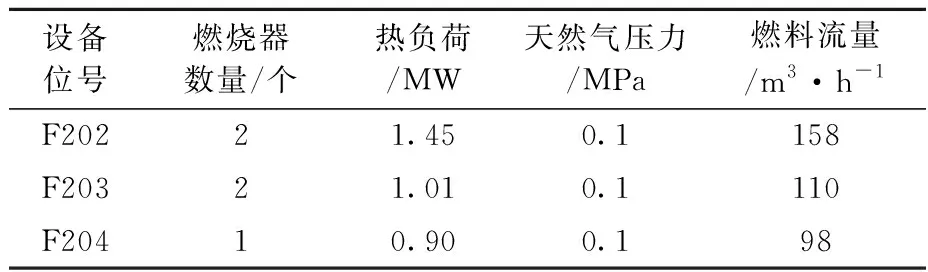
表1 3台燃气加热炉配套新燃烧器的技术参数
4.2 新、旧燃烧器对比
兴化集团3台加热炉配套的旧燃烧器属常规燃烧器,燃料气枪布置在燃烧器炉盘中心位置,火盆砖和火道砖(又称耐火砖)围绕在炉盘四周形成燃烧道,燃气通过气枪进入炉盘,然后在燃烧道内燃烧。此结构下燃烧器炉盘中心位置温度高(高于1 400 ℃)且火焰较厚,燃烧后会生成大量热力型NOx,导致排放尾气中NOx浓度无法达到最新标准要求。
3台加热炉配套的新燃烧器结构与旧燃烧器相比有了根本性改变,设计依据NOx减排应对措施,围绕分级燃烧(多枪结构)和烟气内循环技术开展,在燃烧器中间设长明灯喷枪和一级辅助气枪,耐火砖四周分两级均匀布置主气枪,燃料气从一级主气枪喷出后,在耐火砖周围均匀燃烧,燃烧形成的烟气通过耐火砖烟道喷孔喷出,与二级气枪喷出的燃料气混合后再次充分燃烧。此设计可有效降低燃烧区的火焰温度、厚度及周围氧气浓度,使燃烧更加均匀,从而实现NOx的超低排放,满足加热炉尾气最新排放指标要求。相较于旧燃烧器,新燃烧器结构简单,且燃气喷嘴设计为可拆卸式,便于检修更换。
5 改造后的运行情况及效益分析
5.1 运行情况
2022年下半年,兴化集团利用乙醇装置检修机会先后完成了3台燃气加热炉燃烧器及耐火砖的更换,加热炉投运后,不同负荷下第三方对加热炉尾气NOx含量的监测结果(见表2)表明,本次改造比较成功,尾气中NOx含量稳定在60 mg/m3以下,完全能满足本地最新环保要求,超预期实现了改造目标。
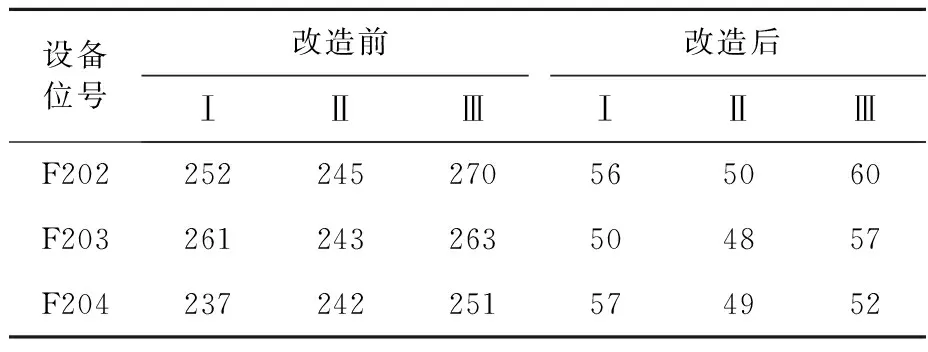
表2 改造前后加热炉尾气中NOx含量数据 mg/m3
5.2 效益分析

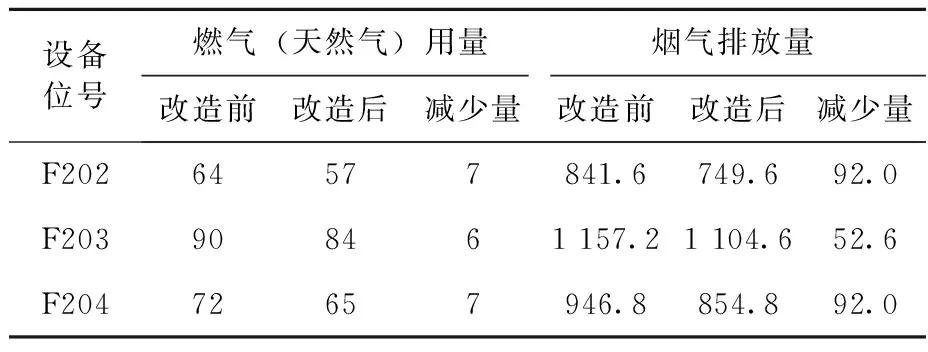
表3 改造前后加热炉燃气用量及烟气排放量 m3/h
5.2.1 经济效益
由表3可知,兴化集团乙醇装置3台加热炉改造后可节约燃气20 m3/h,年可节约天然气7×8000+6×4000+7×500=83 500 m3,天然气价格按1.64元/m3计,年可节约燃气(天然气)费用13.69万元,1 a多时间即可收回本项技改投资。
5.2.2 环保效益
据第三方对燃气加热炉尾气的监测数据(见表2),改造前烟气中携带的NOx量平均为250 mg/m3,改造后烟气中携带的NOx量平均以60 mg/m3计,结合燃气加热炉烟气排放量数据(见表3),可计算得出改造后3台燃气加热炉年减排NOx量:F202减排NOx量=(841.6×250-749.6×60×8000÷109=1.323 t,F203减排NOx量=(1157.2×250-1104.6×60)×4000÷109=0.892 t,F204减排NOx量=(946.8×250-854.8×60)×500÷109=0.093 t;合计3台加热炉年减排NOx量=1.323+0.892+0.093=2.308 t。另外,据第三方对加热炉尾气的监测数据(见表2),改造后3台加热炉年减排烟气(92.0×8000+52.6×4000+92.0×500)÷1000=992.4 km3。总之,3台燃气加热炉改造后烟气和NOx减排效果非常显著,为本地环境质量改善做出了一定贡献。
6 结束语
兴化集团100 kt/a煤基乙醇装置3台燃气加热炉低氮燃烧改造项目,以最少的改动和最小的投资超预期实现了节能减排目标,有力地推动了企业环保生产工作的稳步提升,在带来良好生态效益的同时还产生了一定的经济效益,可为类似燃气加热炉尾气治理及锅炉低氮燃烧改造提供一些参考与借鉴。
猜你喜欢
上海节能(2020年3期)2020-04-13
消费导刊(2018年10期)2018-08-20
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01
设备管理与维修(2016年7期)2016-04-23
工业设计(2016年6期)2016-04-17
石油化工(2015年11期)2015-08-15
浙江大学学报(工学版)(2015年1期)2015-03-01
石油工程建设(2014年5期)2014-03-20
压缩机技术(2014年3期)2014-02-28
天津冶金(2014年4期)2014-02-28