Ti6Al4V 合金低真空激光焊接头形貌特征分析
2023-09-20 09:14:30黄瑞生李想邹吉鹏武鹏博滕彬苏金花孙元奇
焊接学报 2023年9期
黄瑞生,李想,邹吉鹏,武鹏博,滕彬,苏金花,孙元奇
(中国机械总院集团哈尔滨焊接研究所有限公司,哈尔滨,150028)
0 序言
目前相对成熟的真空环境焊接方式为电子束焊与高功率激光焊,其中,真空电子束焊应用最为广泛,国内外学者已经对钛合金电子束焊的工艺特性、微观结构和力学性能等进行了大量研究[6-8].相比之下,自1985 年日本大阪大学[9-10]首次提出真空激光焊方法后,只在近十几年时间内国内外对该技术的研究开始增多[11-14],这跟近些年工业激光器的飞速发展息息相关.
Youhei 等人[15]、Reisgen 等人[16]试验证明,真空激光焊所需的“真空环境压力”更加宽泛,焊接缺陷率大幅降低,焊缝几何形状及其轮廓可以得到极大的改善;Jiang 等人[17]发现这种亚气氛很容易获得良好的激光焊接质量,并且其加工窗口比在常压下要大得多.目前,国内外关于环境压力对激光焊熔深和焊缝质量的影响研究报道较多,对真空激光焊接头形貌特征研究相对较少.因此,文中将以Ti6Al4V 合金为研究材料,分析低真空环境(5 Pa)下激光功率及离焦量对焊缝形貌的影响规律,对典型接头形貌的稳定性及形成区间进行分析,获得优化的焊接工艺窗口,为真空激光焊技术在钛合金厚板焊接领域的实际应用提供技术参考.
1 试验方法
试验材料为退火态的Ti6Al4V 合金,化学成分见表1,将尺寸为300 mm × 150 mm × 80 mm 的钛合金待焊试板采用酸洗方法(酸洗液HF∶HNO3∶H2O=1∶3∶6 浸泡5 min,然后用NaOH 溶液进行碱中和)去除焊接面氧化层后清水冲洗并烘干,以确保试件表面清洁,处理好的试板放置在真空舱内并加持固定.

表1 试验材料化学成分(质量分数,%)Table 1 Chemical composition of the base metal Ti6Al4V
低真空激光焊示意图如图1 所示,使用的激光设备是IPG YLS-30000,最大持续输出功率为30 kW,激光束通过光纤传输到激光枪头,激光枪头位于真空舱室内部并通过运动系统进行枪头运动控制.在实际焊接过程中,为保证激光枪头不受反射光的损伤,激光头沿着焊接方向倾斜10°,激光束以10°入射角作用于焊接位置,焊接方向沿着试板轧制方向.玻璃真空箱采用一组旋片式机械泵进行抽气,可以提供最低5 Pa 的工作环境压力,为了讨论低真空环境下焊接参数对焊缝形貌的影响规律,试验采用的工艺参数如下:环境压力为5 Pa,焊接速度为0.8 m/min,激光输出功率为5~ 30 kW,离焦 量为-50~ 0 mm,试验均为未熔透平板焊接.
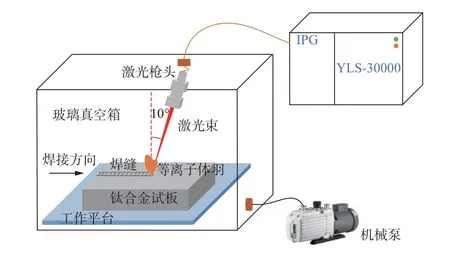
图1 低真空激光焊接布置示意图Fig.1 Layout of low vacuum laser welding
将焊接完成后的样件使用电火花数控线切割机床进行金相试样取样,并按照标准程序制备金相试样.在研磨、粗抛、精抛后用酒精洗净后进行浸蚀,浸蚀液配比为HF∶HNO3∶H2O=1∶4∶45,时间控制在20 s 左右,最后将残酸用酒精冲洗掉,并用吹风机吹干,采用OLYMPUS GX71 光学显微镜对焊接接头进行观察.
2 试验结果与分析
2.1 低真空激光焊接头形貌
在低真空激光焊中,激光功率与离焦量对焊缝形貌有十分显著的影响,因此,为了分析工艺参数对钛合金低真空激光焊特性的影响,开展了系列试验.为保证数据准确性,每个参数下截取同一焊缝的多处横截面进行焊接接头形貌分析,截取同一焊缝纵截面进行焊接接头熔深波动分析.不同激光功率和离焦量下,焊缝的表面和横截面典型形貌特征如图2 和图3 所示.不同激光功率和离焦量下对应焊缝的熔深、熔宽、熔深波动数值,如图4 和图5所示.
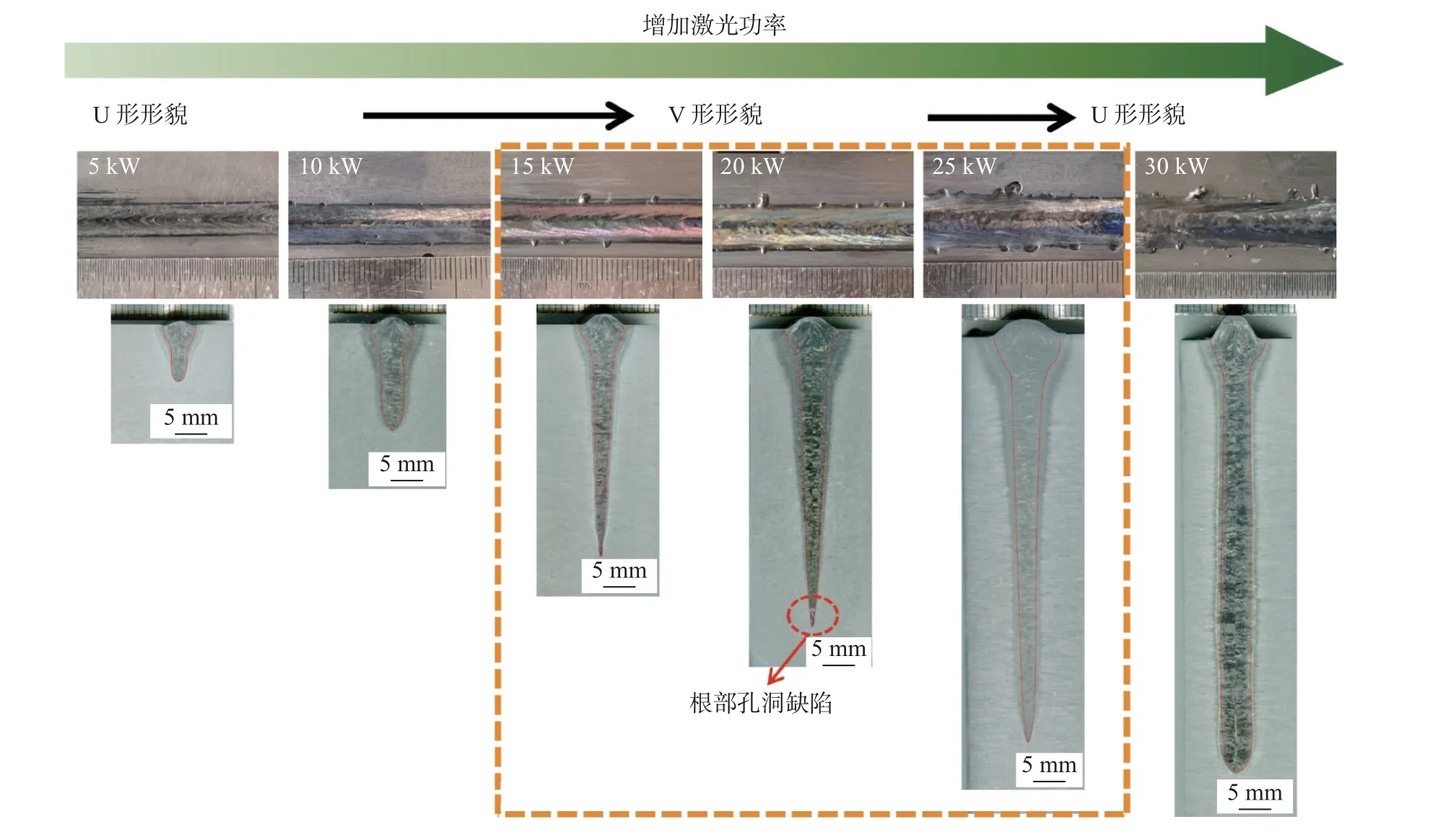
图2 离焦量-50 mm 条件下,不同激光输出功率的焊缝表面和截面形貌Fig.2 Weld surface appearances and cross sections with different laser power at -50 mm defocus distance
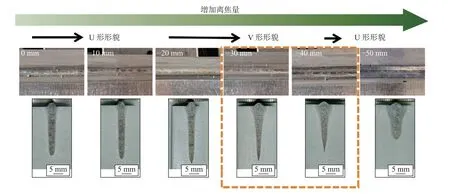
图3 环境压力5 Pa,焊接速度0.8 m/min,激光输出功率10 kW 条件下不同离焦量的焊缝表面和截面形貌Fig.3 Weld surface appearances and cross sections with different defocus distance at laser power 10 kW
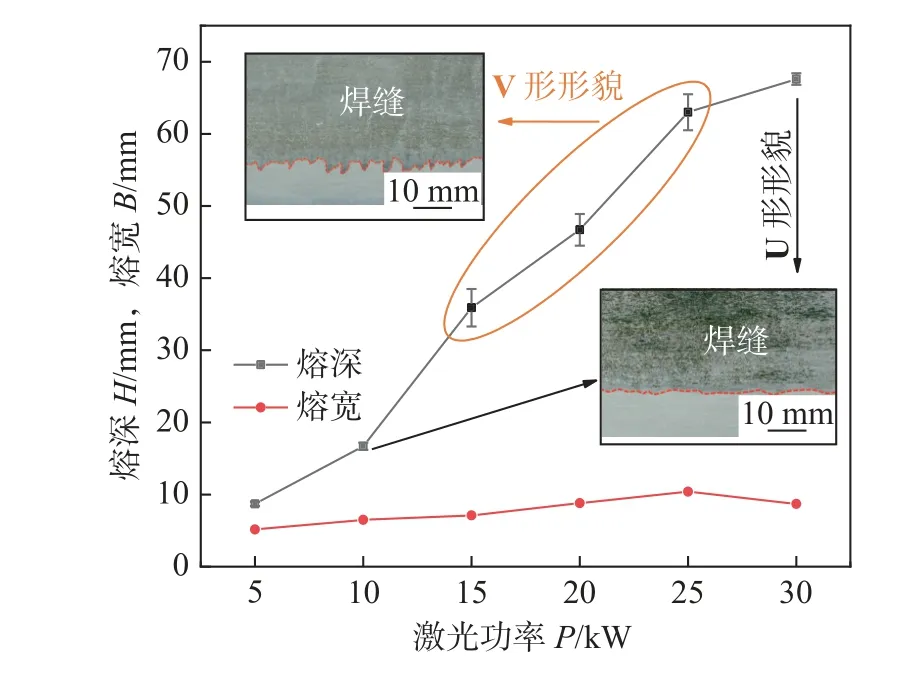
图4 熔深和熔宽随激光功率的变化Fig.4 Variation of melting depth and width with power
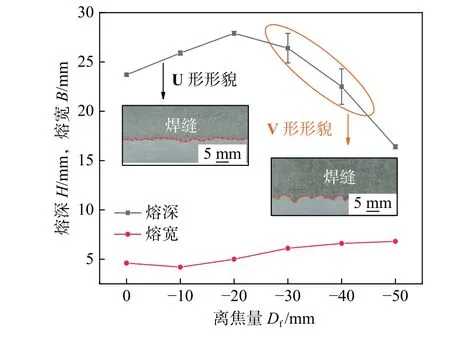
图5 熔深和熔宽随离焦量的变化Fig.5 Variation of melting depth and width with defocus distance
如图2 所示,激光功率为15 kW 时焊缝表面开始出现小颗粒飞溅,此后随着激光功率的增加,飞溅尺寸增大、数量增多.焊缝表面颜色由金属本色逐渐变为金黄色,部分后凝固区域由于热积累效应表面呈现出了蓝色.文中在激光输出功率为5~30 kW 宽范围内均得到了比较光滑的焊缝表面成形,是可以接受的焊接质量,未发生常压气氛下万瓦级激光焊出现的大量飞溅和表面塌陷等焊缝难以成形的问题[18].由于低真空条件下,焊缝表面成形对激光功率的变化与常压万瓦级激光焊接相比并不十分敏感,因此其工艺适应性较为良好,这是低真空激光焊技术的优势之一.低真空激光焊焊缝熔深随输出功率的增加而近似线性增加,在激光功率为30 kW 时获得最大焊接熔深可达67.6 mm,如图2 所示,未发生在常压气氛下由于等离子体蒸气羽辉对入射激光强烈的损耗效应而导致的焊接熔深难以随功率增加而持续增长的问题[19].
如图3 所示,低真空焊接条件下离焦量在-50~0 mm 宽范围变化时,同样得到了光滑均匀的焊缝表面成形.随着离焦量的增加,焊缝熔宽略有增加,焊缝熔深呈现先增大后减小的趋势,在离焦量为-20 mm 时焊接熔深达到最大值27.9 mm.
再半月,第三次开庭。许沁并未提供寄到国外的邮局存根,亦无其他有效证据。法官调解未决,杨律师请求法官判决。法官依法判决许沁或归还钻戒,或补足货款。
通过统计大量不同焊接参数得到的焊缝横截面形貌发现,接头几何形状特征可分为2 种:一种为底部形貌光滑过渡的U 形,另一种为底部形貌尖锐过渡的V 形.
试验结果发现,这种V 形焊缝底部形貌极易导致焊缝出现“钉尖缺陷”,对于未熔透焊接来说,“钉尖缺陷”会成为裂纹的萌生和扩展源,在焊缝根部造成应力集中,降低接头的疲劳性能.高福洋等人[20]认为,焊缝根部匙孔内壁无法维持稳定,液态金属凸出向匙孔坍塌,金属蒸气不能完全逸出,在快速冷却条件下,液态金属凝固后形成钉尖缺陷.此外,通过测量焊缝纵截面熔深连续变化,发现V 形形貌熔深波动值远大于U 形焊缝.在图4 中,V 形形貌焊缝熔深波动值在±2.6 mm 之间,U 形形貌焊缝熔深波动值在±0.8 mm 之间.在图5 中,V 形形貌焊缝熔深波动值在±1.8 mm之间,U 形形貌焊缝熔深波动值在±0.41 mm 之间.“钉尖缺陷”的形成以及熔深数值的较大波动说明此种工艺条件焊接过程中匙孔的波动较为剧烈,处于非稳定状态.
2.2 接头形貌特征稳定性分析
2.1 节中发现的2 种接头几何形状的形成与匙孔状态直接相关.低真空激光焊过程中,在高能量密度激光束作用下,材料表面受热迅速熔化、蒸发气化.强烈的金属蒸气压力作用于焊接熔池并形成匙孔,匙孔的形成及维持准稳态是金属蒸气压力、环境压力、表面张力和流体静压力共同作用的结果[21].匙孔的张开及维持主要是靠激光能量的不断输入产生的材料蒸发气化反冲压力Pv来实现,匙孔内壁及熔融金属的表面张力引起的压力Pσ,由于重力引起的流体静压力Ph,以及环境压力P0(本试验为5 Pa),都试图关闭匙孔,是匙孔存在并维持稳定的主要阻力.
为了深入探讨在低真空激光焊条件下2 种接头几何形态下的匙孔稳定性,分析了理想条件下U 形和V 形2 种情况的匙孔内部压力平衡关系.在理想平衡状态,匙孔底部压力平衡如图6 所示,平衡方程为
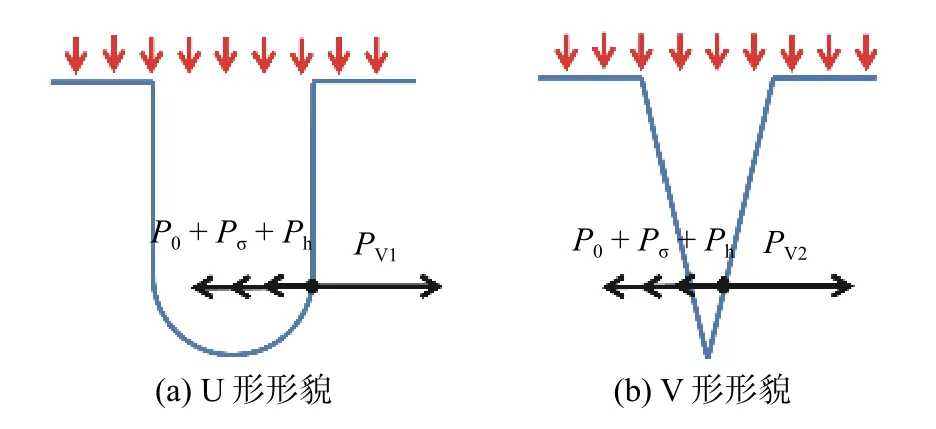
图6 理想状态匙孔底部压力平衡Fig.6 Schematic of the keyhole state in ideal state of equilibrium.(a) type U shape;(b) type V shape
文中对2 种几何形貌的平衡方程分别进行独立计算,对于U 形形貌:环境压力P0为5 Pa,表面张力引起的压力Pσ=σ/r为匙孔壁面处的表面张力与匙孔平均半径之比,当锁孔壁表面张力为2 N/m[22],孔壁底部平均半径根据实际焊接结果取2 mm 时,Pσ约为1 kPa;当钛合金熔池密度ρ为4.5 × 103kg/m3,重力加速度g为9.8 m/s2,匙孔深度h根据实际焊接结果取30 mm 时,流体静压Ph=ρgh≈ 1.3 kPa.基于式(1),Pv1约为2.3 kPa.
对于V 形形貌:环境压力P0为5 Pa,当锁孔壁表面张力σ为2 N/m,根据实际焊接结果孔壁底部平均半径r为0.2 mm 时,Pσ=σ/r约为10 kPa,由于匙孔平均半径的降低造成此项数值可以达到U 形形貌时数值的10 倍以上;当钛合金熔池密度ρ为4.5 × 103kg/m3,重力加速度g为9.8 m/s2,匙孔深度h取30 mm 时,流体静压Ph约为1.3 kPa.基于式(1),Pv2约为11.3 kPa.
综上可知,由于匙孔形态的不同,U 形形貌维持稳定所需要的蒸气压力Pv1远小于V 形形貌所需要的蒸气压力Pv2,也就是说V 形形貌匙孔较难维持准稳态,更易产生闭合.这也是为什么当焊缝截面几何形貌为V 形时,极易导致焊缝底部出现“钉尖缺陷”,甚至会在底部出现尺寸较大气孔,以及熔深波动较大的原因,因此,对于非熔透焊接,应当予以避免V 形焊缝形貌的形成.虽然上述计算没有考虑到环境压力的改变对材料物理性质的改变以及忽略了匙孔壁振荡和塌陷等动态变化过程,但它可以反映2 种接头几何形状稳定性的物理机制.
2.3 V 形焊缝形貌形成区间
以上对2 种焊缝截面形貌的匙孔稳定性进行了对比计算分析,得出V 形几何形貌更难以维持稳定,是一种非稳态焊缝形貌特征的结论.文中将继续探究易形成V 形焊缝形貌的焊接工艺区间,为Ti6Al4V 合金低真空激光非熔透焊提供工艺指导.
为了将工艺区间与形成焊缝的有效激光能量传输相关联,这里讨论线能量对激光作用结果的影响程度.线能量(LE)与激光输出功率(P)和焊接速度(v)相关
进一步地,将焊缝熔凝区面积(FZ)与线能量(LE)进行关联,引入一个新的参数,称为线能量利用系数(LEUF,单位为mm3/J),物理意义为单位激光能量形成的有效熔凝区体积.
试验激光功率为5~ 30 kW、离焦量为-50~0 mm 条件下的焊接结果进行LEUF 计算,结果如图7 所示.图中B 区域为V 形几何形貌形成区,A 区和C 区为U 形几何形貌形成区.
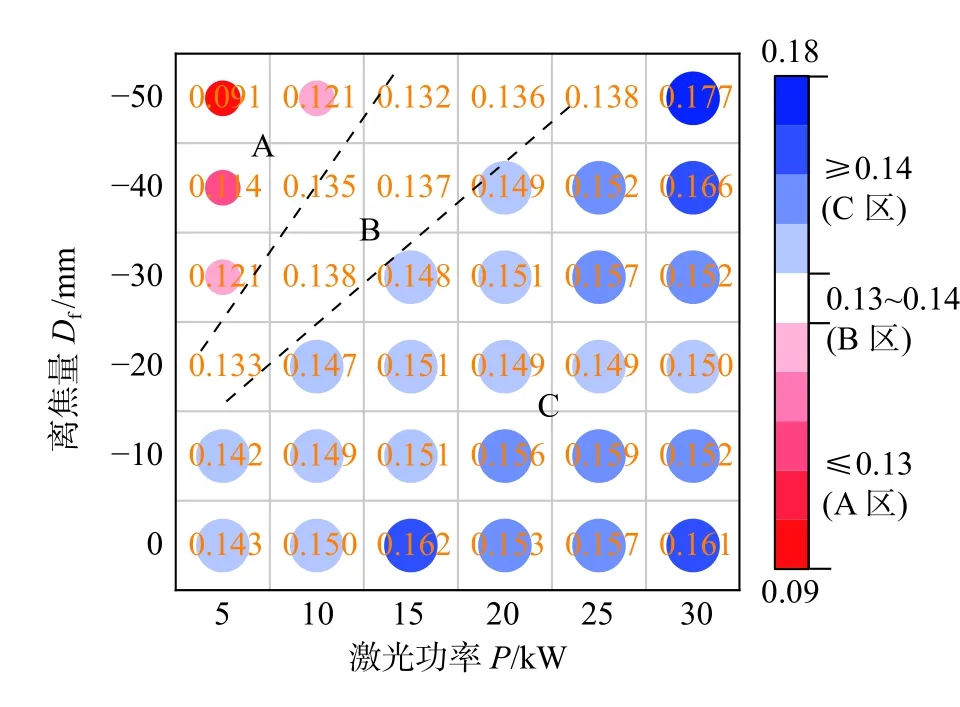
图7 线能量利用系数(LEUF)计算结果Fig.7 Results of line energy utilization factor
由LEUF 计算结果可以看到,当LEUF 小于0.13,即单位激光能量形成的有效熔凝区体积处在较低水平时,如图7 中A 区域所示,焊缝易为熔深较浅的U 形形貌.这可能是因为此时光束离焦距离普遍偏大,而激光输出功率偏小,这就造成了激光能量被材料表面过度分散使得材料对激光能量的吸收率大幅降低,难以形成较深的匙孔;当LEUF 大于0.14,即单位激光能量形成的有效熔凝区体积处在较高水平时,如图7 C 区域所示,焊缝易为熔深较深的U 形形貌.这可能是因为此时能量密度集中,深熔匙孔对激光能量的菲涅尔吸收强度较高,匙孔更易维持准稳态;但当LEUF 处于0.13~ 0.14 之间时,如图7 中 B 区域所示,匙孔易为V 形形貌.这可能是因为此时虽然会形成深熔匙孔,但维持匙孔张开的材料蒸发气化压力不足以使匙孔底部维持准稳态,容易发生塌陷闭合,造成了熔深的不稳定波动,甚至形成焊接缺陷.
通过以上分析,Ti6Al4V 合金低真空环境非熔透激光焊时,焊接工艺的选择应规避图7 中的B 区域范围参数.受目前结果的启发,接下来的工作将引入焊接速度的变化及全熔透焊接情况来分析Ti6Al4V 合金低真空激光焊接头形貌特征.
3 结论
(1)低真空环境激光焊焊缝表面成形良好,焊缝熔深可以随输出功率的增加而近似线性增加,文中最大焊接熔深可达67.6 mm,焊缝截面存在U 形和V 形2 种不同的几何形貌,其中V 形形貌易在焊缝底部形成缺陷,熔深波动值大于U 形焊缝.
(2) U 形形貌维持稳定所需要的蒸气压力远小于V 形形貌所需要的蒸气压力,V 形形貌匙孔较难维持准稳态,更易产生闭合,这是V 形形貌底部易形成缺陷、熔深波动较大的原因.
(3)当焊接工艺区间的线能量利用系数(LEUF)小于0.13 或大于0.14 时易形成U 形焊缝形貌,当LEUF 处于0.13~ 0.14 之间时焊缝易为V 形形貌.
猜你喜欢
金属加工(热加工)(2024年3期)2024-04-07 09:03:02
汽车实用技术(2022年13期)2022-07-19 12:41:04
北京汽车(2021年1期)2021-03-04 13:05:46
风流一代·青春(2020年6期)2020-06-19 17:27:20
陕西理工大学学报(自然科学版)(2019年4期)2019-08-30 02:33:28
电子制作(2019年10期)2019-06-17 11:45:00
中国光学(2018年5期)2018-10-15 11:02:52
大连理工大学学报(2017年6期)2017-11-22 10:00:02
中国科技博览(2016年15期)2016-08-23 23:44:04
物理实验(2015年8期)2015-02-28 17:36:39