基于预浸料挖补修理法的轨道车辆用CFRP结构修复研究
2023-09-04 07:08:34户迎灿张联合李励宸
合成纤维工业 2023年4期
户迎灿,张联合,曾 宇,李励宸,靳 凯*
(1.中车青岛四方机车车辆股份有限公司,山东 青岛 266000;2.中国海洋大学,山东 青岛 266000)
近年来,随着轨道交通行业的快速发展,轨道交通工具的轻量化成为其发展方向之一[1]。碳纤维增强复合材料(CFRP)作为一种优良的轻量化材料,因具有高的比强度和比刚度、优良的耐腐蚀性、非常好的抗疲劳性,被广泛应用于轨道交通领域,如轨道车辆的箱体、驾驶室、设备舱等[2-3]。
随着CFRP的快速发展,CFRP结构件修补问题也随之而来,对CFRP结构件的损伤部位进行去损及修复对其使用安全至关重要[4]。当前70%以上的CFRP结构件的修复是通过机械加工去除损伤部位后,再用预浸料铺贴去损部位固化修复[5]。传统的CFRP的去损方式包括铣削加工、钻削加工和砂轮加工,但这3种方式的切削量均较大,且在高速下易产生大量的摩擦热,导致CFRP表面热损伤[6]。与传统的机床加工相比,机器人打磨CFRP则具有更高的灵活性和可控性,通过调整机器人的抓握姿势、磨削头位置和压力,可以优化CFRP的磨削效率。
常见的CFRP结构件的修补方法有湿法修补、预固化修补和预浸料修补[7-8],其中预浸料修补具有修复时间短、效率高等优点。M.ASHRAFI等[9]使用电流通过嵌入黏合层中的编织石墨-环氧树脂预浸料产生的热量来进行固化修复,提高了预浸料固化时的温度均匀性。D.HOSKINS等[10]采用超声波振动取代传统真空袋法用于碳纤维-环氧树脂预浸料的固化,结果表明超声波固化的CFRP的层间剪切强度与真空袋法相当,但是超声波固化容易引起CFRP分层范围扩大,形成潜在损伤。LI G Q等[11]对层压梁试样进行低速冲击预损伤,然后使用紫外线固化树脂修复受损试样,结果表明紫外线固化树脂是一种快速、坚固、耐用、经济、有效的修复低速冲击损伤复合材料层压板的方法。张宁等[12]针对传统补片固化工艺成本高、能耗大及成型时间长等问题,利用碳纳米管薄膜作为加热元件与复合材料预浸料补片进行集成,通过电加热固化达到修补损伤结构的目的,但是在电加热预浸料的过程中,由于电流直接通入使得碳纤维周围局部温度过高使得基体容易发生热损伤。陈浩等[13]通过对光固化复合材料预浸料补片相关特性进行开发性、对比性试验,优化了补片的设计制备工艺,提高了补片的强度和寿命,缩短了补片的光固化时间,但是光固化效率较慢,不适合大批量修复。
作者基于碳纤维预浸料和挖补修理法修复受损地铁壁板的CFRP层合板,研究了打磨斜度、打磨阶梯数、修复补片结构等参数对修复件压缩性能的影响,并利用数字图像相关(DIC)测试系统探索了修复件的断裂特性,以期为地铁等轨道交通用复合材料损伤修复技术研究提供一定的指导和借鉴。
1 实验
1.1 主要原料
编织带阻燃预浸料:牌号ACTECH 1201FR/CW380TW-3,厚度0.25 mm,中航复合材料有限责任公司产;单向带阻燃预浸料:牌号ACTECH 1201FR/T700,厚度0.25 mm,中航复合材料有限责任公司产;胶膜:牌号ACTECH 1201R220,厚度0.18 mm,单位面积质量(220±24)g/m2,中航复合材料有限责任公司产;CFRP层合板:铺贴结构为平纹编织,厚度为4 mm,预损伤深度为2 mm,直径为10 mm的圆柱形缺陷,中车青岛四方机车车辆公司提供。编织带阻燃预浸料和单向带阻燃预浸料的性能见表1。
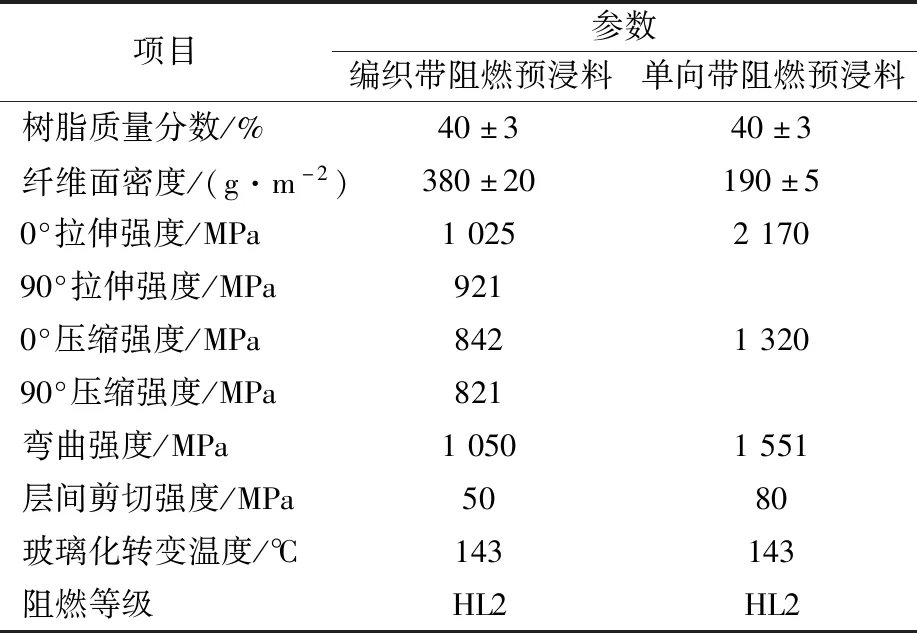
表1 编织带和单向带阻燃预浸料的性能参数Tab.1 Performance parameters of flame retardant prepreg for woven and unidirectional tapes
1.2 主要仪器与设备
FANUC/M20iD工业机器人、磨削高速主轴电机、金刚石磨头:日本FANUC株式会社制;ACR MiniPRO热补仪:美国briskheat公司制;Q-400 DIC应变测量仪:德国丹迪公司制;C52.105微机控制电子试验机:新三思(上海)企业发展有限公司制。
1.3 实验过程

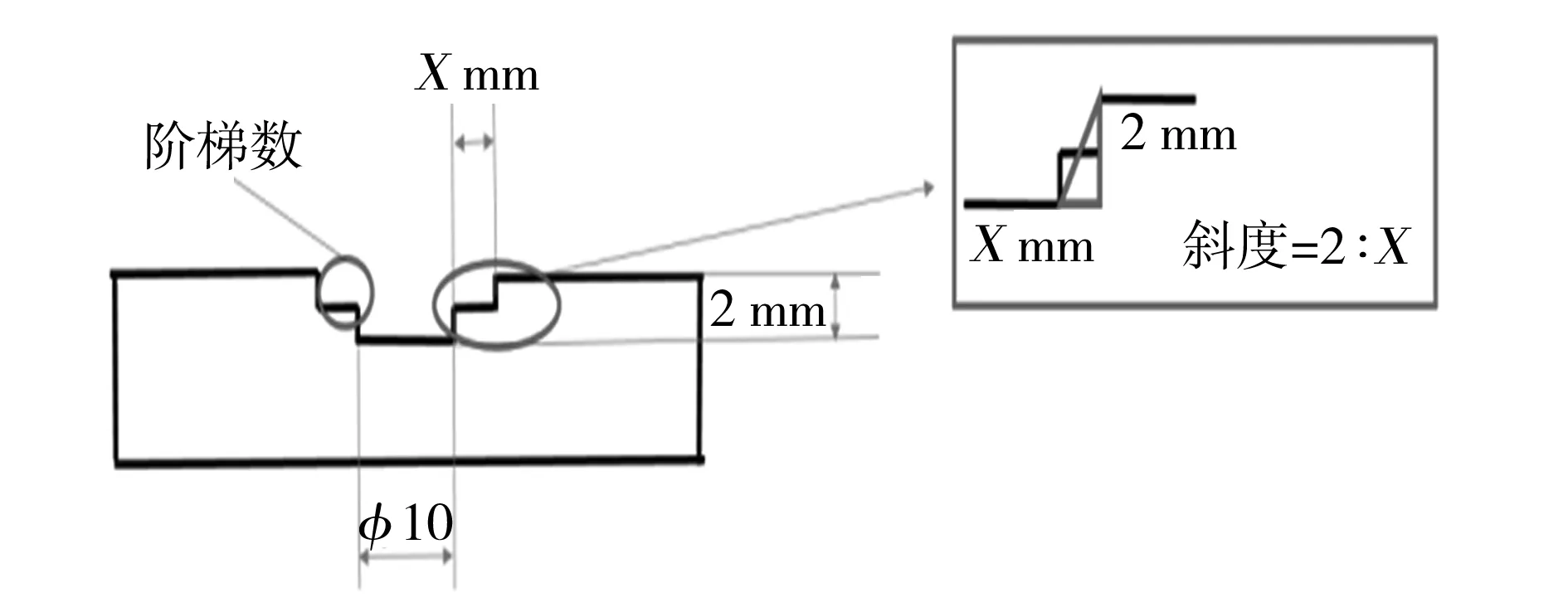
图1 打磨结构示意Fig.1 Schematic of grinding structure
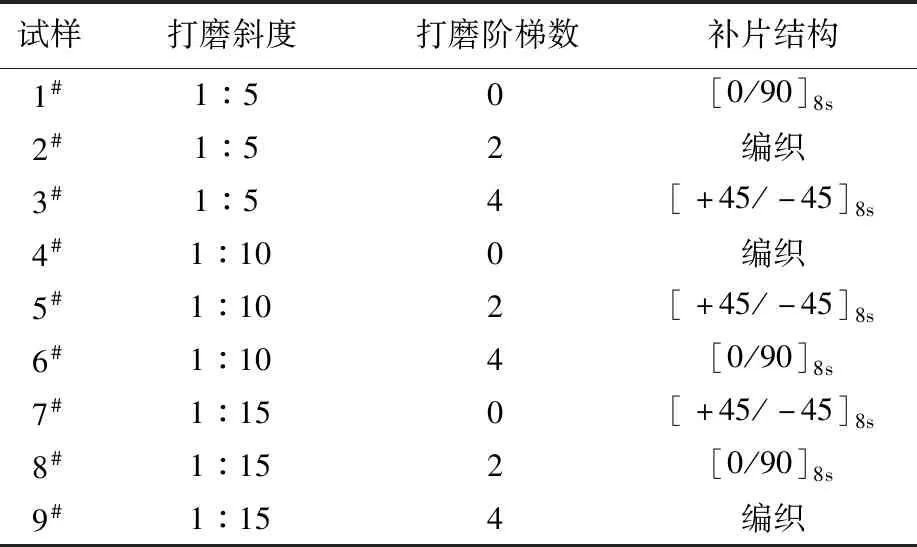
表2 正交实验设计Tab.2 Orthogonal experimental design
1.4 分析与测试
压缩性能:采用微机控制电子试验机,按ASTM D7137/D7137M—12[14]对CFRP层合板修复件试样进行测试,得到试样的载荷-位移曲线,然后按式(1)计算试样的最大压缩强度(P),按式(2)计算试样的压缩强度恢复率(Ph),按式(3)计算试样的刚度(K),按式(4)计算试样的刚度恢复率(Kh)。
P=F/S
(1)
Ph=P/Py×100%
(2)
K=F/δ
(3)
Kh=K/Ky×100%
(4)
式中:F为最大压缩力,S为压缩方向截面积,δ为形变大小,Py为未受损CFRP层合板的压缩强度,Ky为未受损CFRP层合板的刚度。
裂纹DIC图像:采用DIC测试系统从两个角度对修复件进行拍照,其中一个镜头正对准修复件的正中心,另一个镜头偏离一定角度,获得修复件压缩断裂前0.08 s的图像,然后通过捕捉图像像素点的位移量来判断材料受压而产生形变的区域,利用相关计算获取相关区域的变形信息。
2 结果与讨论
2.1 CFRP层合板修复件的压缩性能
不同修复条件下CFRP层合板修复件的载荷-位移曲线如图2所示。
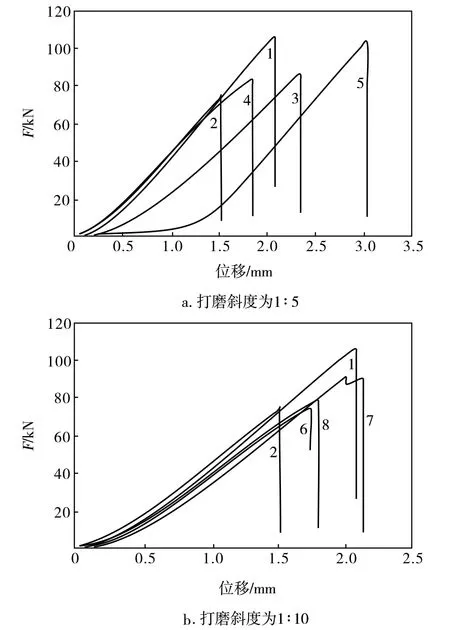
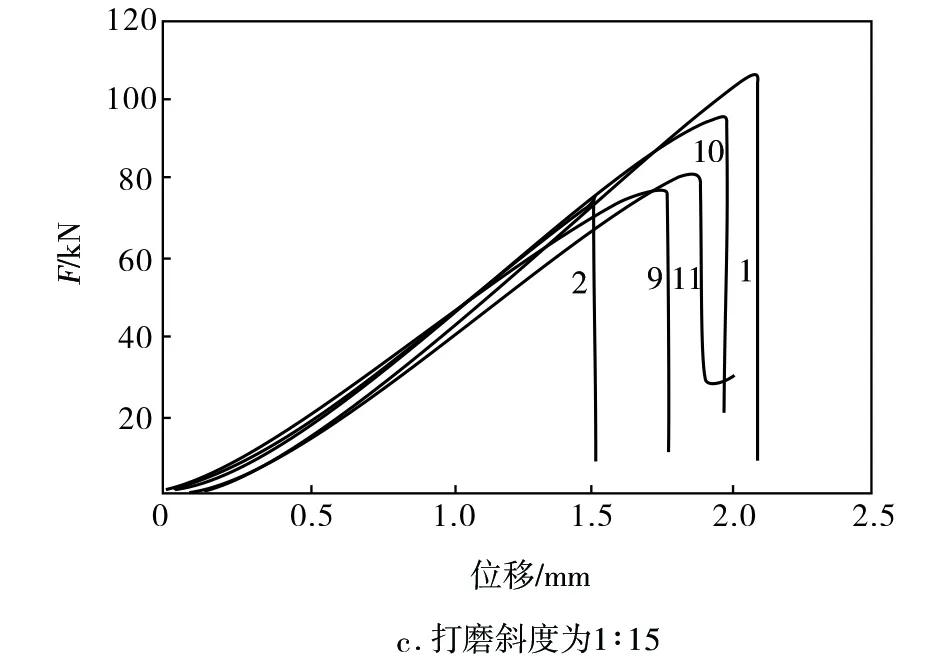
图2 CFRP层合板修复件的载荷-位移曲线Fig.2 Load-displacement curves of CFRP laminates repair parts试样;试样;3—1#试样;4—2#试样;5—3#试样;6—4#试样;7—5#试样;8—6#试样;9—7#试样;10—8#试样;11—9#试样

2.2 影响CFRP层合板修复件压缩性能的因素
从表3可以看出,3#试样的压缩性能最好,Ph达到98.6%,故对于4 mm厚CFRP层合板,采用打磨斜度为1:5,打磨阶梯数为4,补片结构为[+45/-45]8s的工艺进行修复效果最佳。
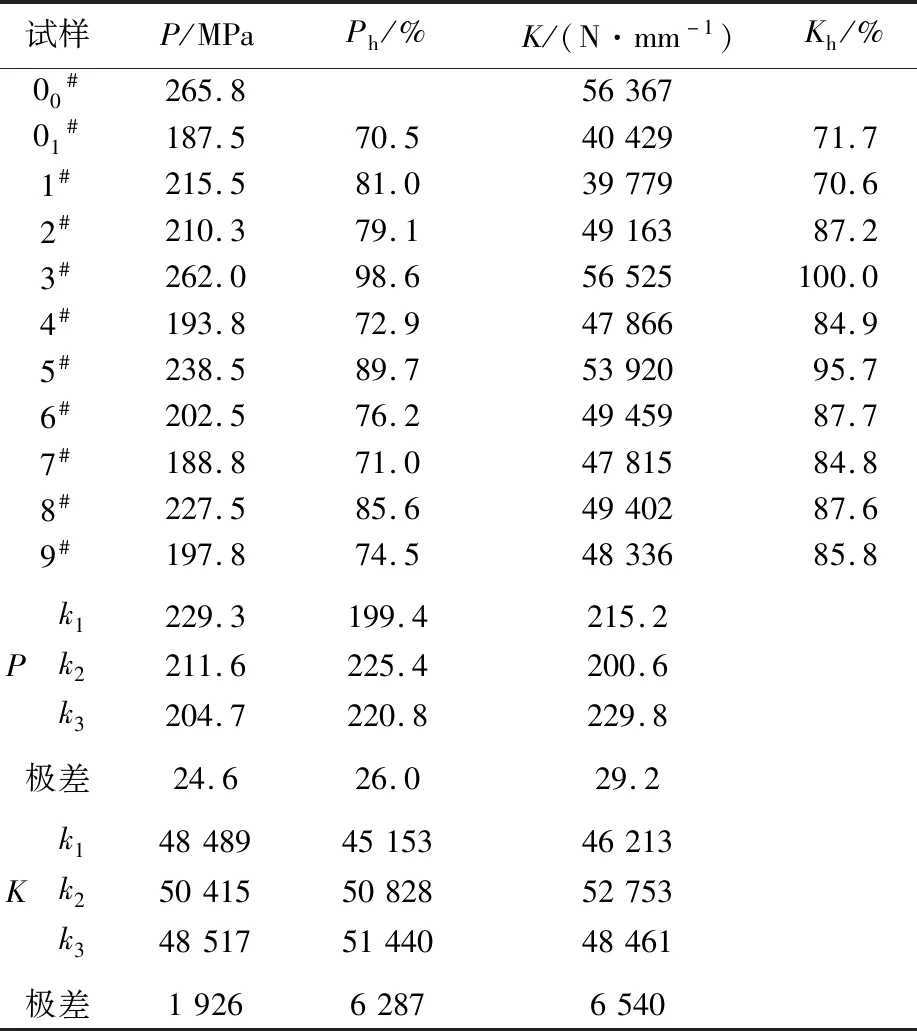
表3 正交实验结果Tab.3 Orthogonal experimental results
各因素对P的影响大小依次为补片结构、打磨阶梯数、打磨斜度;对于补片结构,最优结构为[+45/-45]8s,其次为[0/90]8s,编织效果最差,其原因是[+45/-45]8s在竖直方向上能够承受的力最大,[0/90]8s次之,编织结构因铺贴后层间连接较差,影响最终承力性能,效果最差;对于打磨阶梯数,2阶梯最优,但与4阶梯差别不大,0阶梯与2阶梯、4阶梯差距较大,原因是0阶梯的连接面积最小,所能承受和发散的力较小,一般阶梯数越多,完整纤维越多,连接面积越大,所能承受的力也越大;对于打磨斜度,1:5的斜度修复性能最佳,其次为1:10,而1:15的斜度修复性能最差,其原因是当打磨斜度为1:15时,修补区过于接近母材边缘,并且所能承受压力的完整纤维较少,故对性能有所影响。
各因素对K的影响大小依次为补片结构、打磨阶梯数、打磨斜度;对于补片结构,最优结构为[+45/-45]8s,其次为编织结构,最差为[90/0]8s,其原因是K是抵抗弹性变形的能力,沿纤维方向上的K较大,垂直纤维方向上的K就较小,由于补片结构为[+45/-45]8s时,纤维各方向均能承受力,所以弹性变形量小,而[90/0]8s和编织结构竖直方向上的纤维较少,所以K较小;对于打磨阶梯数,4阶梯最优,但与2阶梯差别不大,0阶梯与2阶梯、4阶梯差距较大,原因是0阶梯打磨时,抛去损伤部位竖直方向上的完整纤维最少,所以K最小;对于打磨斜度,1:10的斜度稍优于1:5与1:15,1:5与1:15差别不大,原因是打磨斜度为1:15时,修补区过于接近母材边缘,并且所能承受压力的完整纤维较少,而打磨斜度为1:5时,铺贴难度大,容易造成性能下降。
2.3 CFRP层合板修复件的压缩断裂特性
CFRP层合板修复件的照片如图3所示。
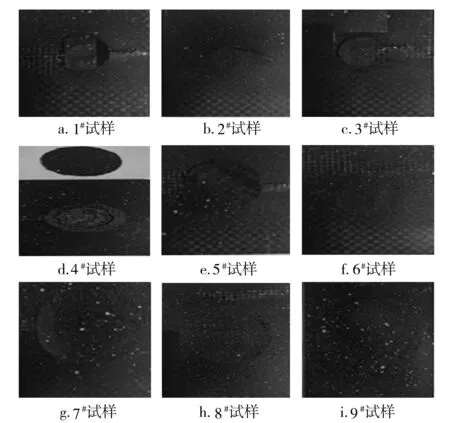
图3 CFRP层合板修复件的照片Fig.3 Photos of CFRP laminates repair parts
从图3可以看出,4#试样修复后出现脱落现象,裂纹总体上为横向裂纹,且出现在补片周围,其原因是0阶梯打磨扩大了4#试样的损伤面积,承力主要由胶膜承担,并且使用编织结构补片造成连接力不够,最终导致补片脱落,所以在CFRP层合板修复中需避免使用0阶梯+编织补片的组合进行修复。
从图4可以看出,在断裂前一刻,CFRP层合板补片周围均产生较大应变,1#、2#、3#试样最大变形区间在2%~8%,4#、5#、6#试样最大变形区间在8%~12%,7#、8#、9#试样最大变形区间在6%~11%。这是因为1#、2#、3#试样的打磨斜度为1:5,补片结构尺寸较小,胶膜承受的力较小,所以变形区间较小;4#、5#、6#试样的打磨斜度为1:10,补片结构尺寸适中,胶膜承受的力较大,所以变形区间较大;7#、8#、9#试样的打磨斜度为1:15,补片结构尺寸最大,胶膜承受的力最大,但是胶膜的强度较低,所以导致变形时断裂反而缩小了变形区间,此外由于打磨斜度为1:15时,修补结构过于靠近板材边缘,导致圆形应变区不完整。
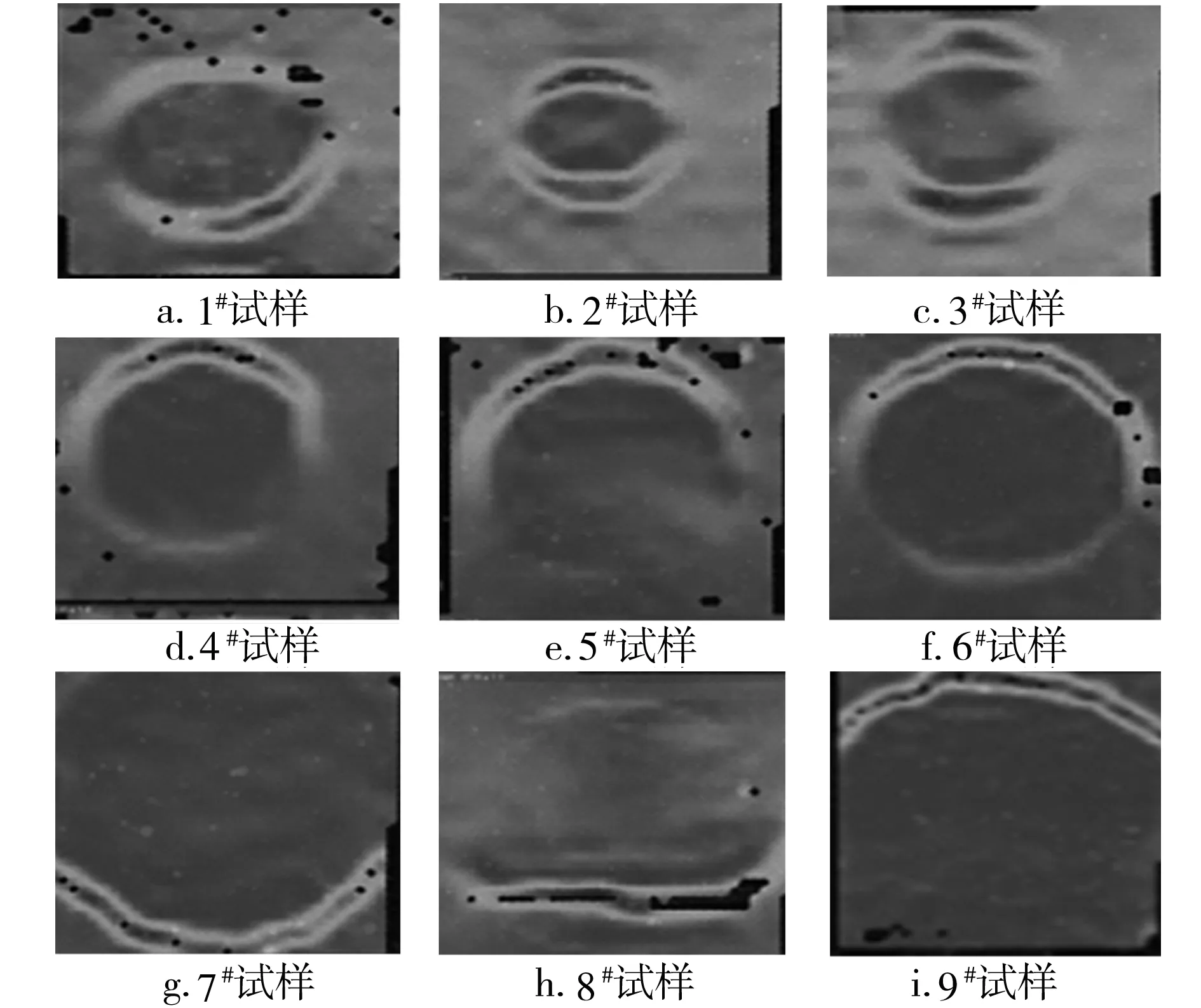
图4 CFRP层合板修复件断裂过程的DIC图像Fig.4 DIC images of fracture process of CFRP laminates repair parts
以8#试样为例,其裂纹扩展过程如图5所示。
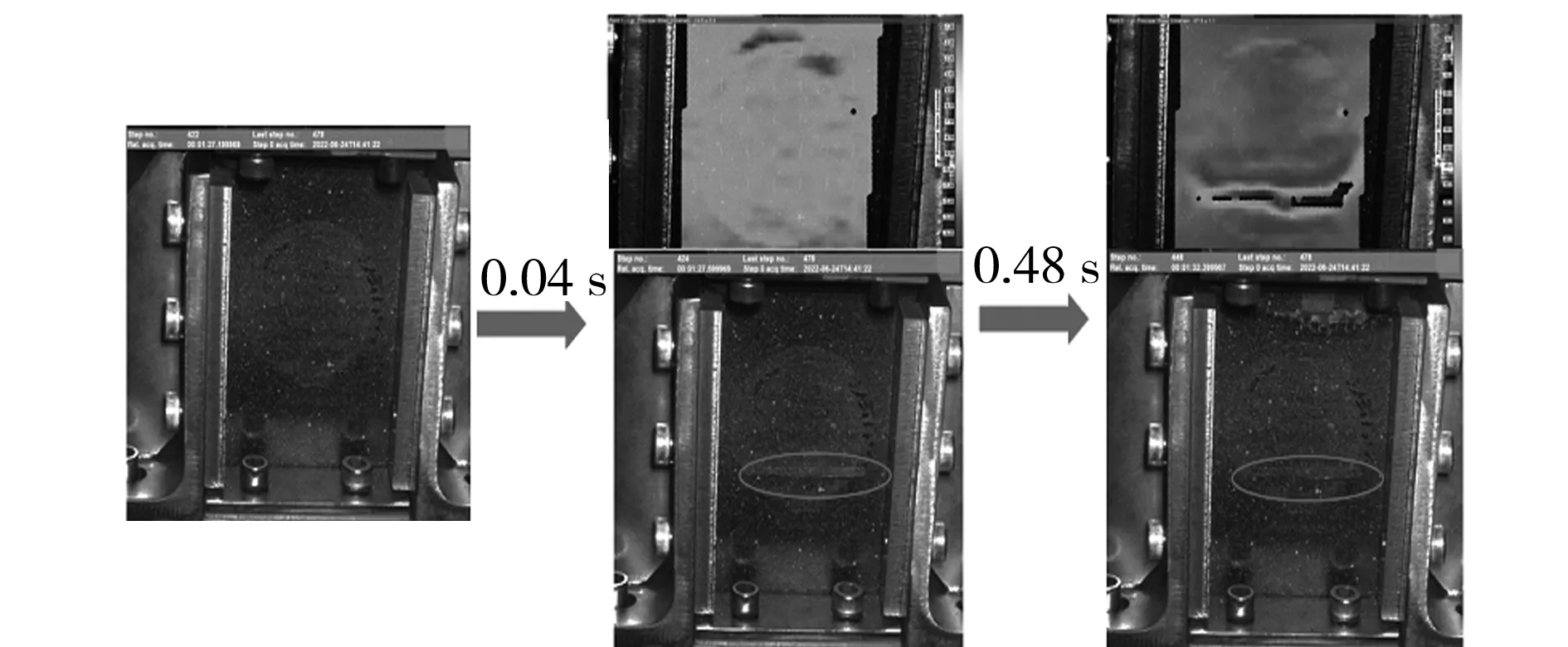
图5 8#试样裂纹扩展过程示意Fig.5 Schematic of crack propagation process of sample 8#
从图5可以看出,压缩过程中,CFRP层合板修复件裂纹出现的过程极快,从完整试样到产生最初的裂纹仅需要0.04 s,之后在较短时间内迅速扩展成为较长裂纹,因为一旦产生了裂纹,应力就会集中在裂纹尖端,促进裂纹快速延伸。
3 结论
a.采用预浸料法修复4 mm轨道车辆用CFRP层合板时,较佳的工艺为打磨斜度1:5,打磨阶梯数4阶,补片结构[+45/-45]8s。
b.各因素对P的影响大小依次为补片结构、打磨阶梯数、打磨斜度,各因素对K的影响大小依次为补片结构、打磨阶梯数、打磨斜度。补片结构为[+45/-45]8s时修补性能最好;打磨阶梯数为2阶梯时修补性能最好但与4阶梯差别不大;打磨斜度为1:5时修补性能最好。
c.CFRP层合板修复件压缩过程中,裂纹能在极短时间内出现,并在较短时间内迅速扩展;裂纹总体上为横向裂纹,且易出现在补片周围。
d.在CFRP层合板修复过程中,应避免使用0阶梯+编织补片的组合进行修复,同时应避免修补时斜度过大,使修补区过于接近补板边缘,造成修补效果不理想。
猜你喜欢
中华胃食管反流病电子杂志(2021年2期)2021-03-09 03:00:56
石油地质与工程(2019年4期)2019-09-10 08:22:56
录井工程(2017年3期)2018-01-22 08:40:14
西南石油大学学报(自然科学版)(2016年2期)2016-12-01 06:01:48
腹腔镜外科杂志(2016年9期)2016-06-01 12:10:07
舰船科学技术(2016年1期)2016-02-27 15:39:14
现代纺织技术(2015年2期)2015-02-28 14:03:13
装备环境工程(2015年4期)2015-02-28 01:20:13
教练机(2014年3期)2014-12-02 06:16:02
石油地质与工程(2014年1期)2014-02-28 16:14:10