酱香型白酒最佳“斩酒头”数量的分析研究
2023-08-30 12:34何发军
酿酒科技 2023年8期
陈 勇,杨 强,叶 灿,何发军
(贵州习酒股份有限公司,贵州习水 564622)
白酒是世界主要蒸馏酒之一,是中国特有的传统酒种[1]。2022 年全国白酒行业累计销售收入6626.5亿元,其中酱香型白酒实现销售收入2100亿元,产生了巨大的经济和社会效益[2]。为深入贯彻习近平生态文明思想,全面落实党中央、国务院关于生态文明建设的重大决策部署,坚持绿色低碳发展,践行绿水青山就是金山银山的理念;坚持节约资源和保护环境的基本国策,积极建设资源节约型和环境友好型企业,推动企业转型升级,促进企业可持续发展[3],近年来白酒酿造企业掀起一阵技术革新、设备更新热潮,白酒酿造冷凝设备实现从水冷到风冷的转型升级。风冷设备在各大酒企的全面应用,推动了企业产业的转型升级,促进了企业的可持续发展,减轻了污水处理压力和环保舆论压力,实现了对馏酒温度的精准掌控。风冷设备在酿酒行业的使用是一种全新尝试,对于上甑取酒时的影响目前尚无明确的数据支撑。
在新版《白酒工业术语》国家标准中,对酒头和酒尾的概念做出了如下修订:酒头是指蒸馏初期截取出的酒精度数较高的馏出物;酒尾是指蒸馏后期截取出的酒精度数较低的馏出物[4]。酒头中含有醛类、甲醇、高级脂肪酸酯以及杂醇油等物质;酒尾中除乙醇和水以外,还含有醛、酯、醇、酸等多种微量成分,其中乙酸和乙酸乙酯含量最高。造成酒体浑浊的主要因素是高级脂肪酸酯,棕榈酸乙酯、油酸乙酯与亚油酸乙酯并称为白酒中的三大高级脂肪酸乙酯[5],不溶于水,沸点高,溶于乙醇,难挥发,在白酒中的溶解度随温度及酒度的增高而升高,当其在酒体中含量过高或环境温度、酒体酒度降低时会导致酒体浑浊,影响白酒品质。相关研究表明,3种高级脂肪酸乙酯是白酒的重要风味物质,可以增加酒的厚重感,减少干涩,增强后味[6],含量在低度酒中超过2 mg/L 时,酒体就会呈浑浊状态[7]。严格控制高级脂肪酸乙酯含量对提升白酒品质有着重大意义。由于在蒸馏过程中高级脂肪酸乙酯主要存于酒头中,截取科学合理的酒头数量成为了控制高级脂肪酸乙酯含量的有效措施。本实验通过研究使用风冷设备上甑取酒时酒头截取的合理范围,为白酒酿造生产中新型设备的投入使用提供参考。
1 材料与方法
1.1 材料、试剂及仪器
酒样:取车间生产综合酒样,具体方法见1.2。
试剂及耗材:乙酸正戊酯、棕榈酸乙酯、油酸乙酯、亚油酸乙酯等标准品(均为色谱纯),上海阿拉丁生化科技股份有限公司。
仪器与设备:气相色谱仪8890,美国Agilent 公司;电子天平(0.0001 g),美国OHAUS公司。
酿酒设备:上甑取酒过程中用到的设备包括底锅、甑桶、甑盖、弯管、冷凝器(风冷)、接酒桶等,如图1 所示。底锅、甑桶、甑盖、弯管、接酒桶,遵义市永胜金属设备有限公司;冷凝器(风冷),绍兴赤兔龙机械科技有限公司。
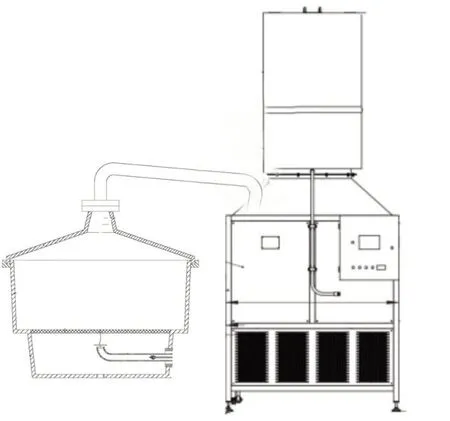
图1 上甑取酒设备图
1.2 实验方法
1.2.1 样品取样方法
样品取样分为3 种取样方式,酒头是从“牛尾”处流酒开始取样,连续不间断取样,每0.5 kg 酒头为一个样,依次取样10 次,样品编号为1—10 号;酒尾是摘酒完成后,连续不间断接尾酒2 桶,每桶55 kg,依次在2 桶尾酒中取0.5 kg 作为一段尾酒和二段尾酒;综合酒样是选取同一窖池7 甑糟醅在相同蒸馏气压和馏酒温度下对其进行不同酒头数量的“斩取”,分别为2 kg、4 kg、6 kg、8 kg、10 kg、12 kg、14 kg,在流酒结束后对其相应的基酒取综合样。
1.2.2 气相色谱分析
Agilent 气相色谱仪8890,色谱条件:色谱柱:Aglient DΒ-WAX(30 m×0.25 mm×0.25 μ m);进样量:1 μ L,分流比30∶1;进样口温度:250 ℃;升温程序:35 ℃平衡3 min,3 ℃/min 升至100 ℃,7 ℃/min升至200 ℃保持16 min。
2 结果与分析
2.1 酒体浑浊原因分析
根据酱香型白酒取酒温度35~45 ℃的工艺要求,分别对风冷设备进行测试,记录自上甑完成盖盘到馏酒温度达到35 ℃的过程时间,通过对20 台风冷设备的测试发现,从盖盘到馏酒温度达到35 ℃所花时间在10 min 左右,特别是在前5 min,从风冷设备流出来的白酒呈现浑浊状态,随着酒精浓度的升高,酒体逐渐变得清澈。研究表明,其主要原因是白酒酒头中的三大高级脂肪酸乙酯(棕榈酸乙酯、油酸乙酯、亚油酸乙酯)的混合物造成了白酒浑浊。三大高级脂肪酸乙酯是相应的脂肪酸与乙醇酯化的结果,由酵母菌发酵得到,随蒸馏带入酒中,在高浓度的酒精中极易溶解,在低浓度酒精中溶解度降低甚至呈乳白色絮状析出。它们的溶解度还与温度有关,温度升高时溶解度增大,温度降低时溶解度减少。酱香型白酒在馏酒时的酒精浓度、温度随时间变化曲线如图2 所示。该曲线的时间是将酒头去掉后开始计时5 min/次,直到摘酒完毕,不算接尾酒时间。由于前期高级脂肪酸乙酯含量较高,馏酒温度与酒精浓度较低,酒体呈浑浊状态,后随着酒精浓度、温度的增加,酒体也随之变得清澈,当白酒浓度开始下降,高级脂肪酸在白酒中的含量比例下降,直至53 %vol 摘完酒,温度35~45 ℃范围内,酒体保持清澈状态。

图2 白酒酒精度变化曲线
图3 为酒尾浓度、温度随时间变化曲线,该曲线的时间是摘酒后开始计时3 min/次。直到尾酒浓度为零后结束测量,24 min 时结束尾酒接取,关闭风冷。风冷设备使用的馏酒管道全部为304 食品级不锈钢,在停止加热后,相较于传统水冷,风冷设备管道降温快,保温性能差,管道中余留的部分蒸汽,特别是蒸汽中的高级脂肪酸乙酯在低温环境下会快速附着在风冷管道内壁上,无法排出,导致下一甑酒体的高级脂肪酸乙酯含量增加,周而复始不断积累,严重影响酒体质量,因此适当增加“斩酒头”的数量成为目前解决上述问题的主要措施。

图3 酒尾酒精度变化曲线
2.2 高级脂肪酸乙酯在酒体中分布情况
如表1 所示,分别对使用风冷设备班组的同一甑酒的酒头、一段酒尾、二段酒尾取样,使用气相色谱仪测量其高级脂肪酸乙酯含量,结果如下:

表1 高级脂肪酸乙酯在酒体中分布情况(mg/L)
可以看出,在酱香型白酒生产中高级脂肪酸乙酯主要存在于酒头之中,其含量远高于酒尾,因此,“斩酒头”是保证酱香型基酒质量的关键工序。
2.3 风冷设备的使用对酒头存在的影响
随着风冷设备的普遍使用,原水冷设备的日常生产经验是否还能够照常运用于现在?为此,特设计实验通过上甑结束盖盘后从馏酒开始观测风冷设备及水冷设备酒体温度变化情况,对两者温度升至35 ℃所需时间进行对比,观察两种设备的区别及分析可能对基酒中高级脂肪酸乙酯含量产生的影响。
实验观测条件:室温18 ℃、相同的蒸馏气压(0.04 MPa)、提前设定好风冷温度(自动,35 ℃)、水冷设备调整至常规使用状态(不具备设定温度条件),如图4所示。

图4 两种冷凝设备流酒温度随时间变化情况
通过上述实验发现,风冷设备酒体温度无法达到自身设定值,稳定在低于温度设定值的1~2 ℃范围内,因此在实际使用过程中想要达到目标馏酒温度通常需要将设定值调整至高于目标温度1~2 ℃;同时,相较于水冷设备、风冷设备使用过程中馏酒温度达到目标温度所需要的时间较长。由于自身工作原理,在风冷设备使用过程中不具备通过人为调整蒸馏气压缩短升温时间的条件。为了探索两种设备使用过程中对酒体高级脂肪酸乙酯含量的影响,特设计以下实验加以观察分析。
实验对同轮次同窖糟醅风冷(设定温度值40 ℃)及水冷(常规使用状态下)设备的酒头(从“牛尾”处流酒时开始取样,蒸馏气压0.04 MPa),连续不间断取样,每0.5 kg 酒头为一个样,依次取样10 次,样品编号为1—10 号,通过气相色谱仪测量高级脂肪酸乙酯含量及其在酒头中的变化趋势,如图5、图6所示。
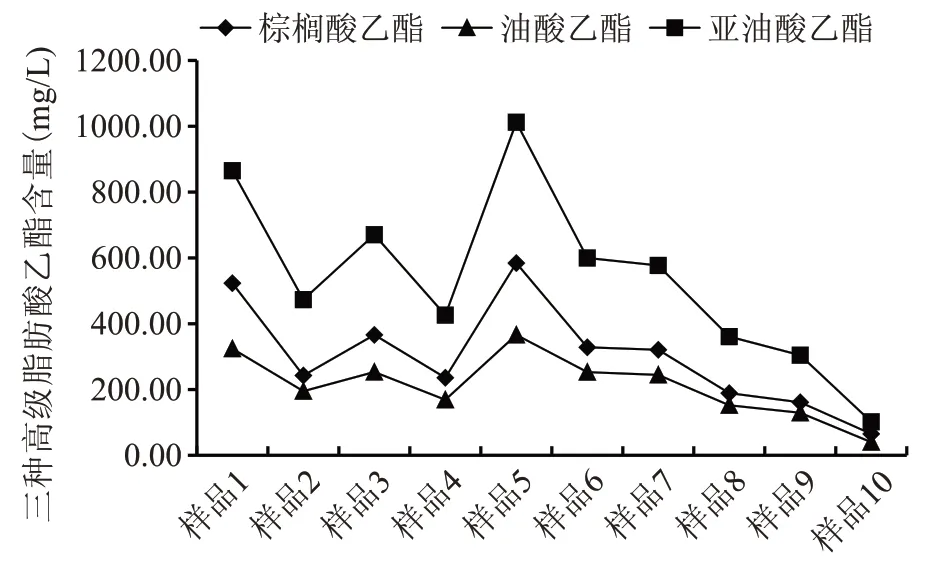
图5 水冷设备高级脂肪酸乙酯变化曲线图

图6 风冷设备高级脂肪酸乙酯变化曲线图
由本次测量数据可以得出,如图7 所示,冷凝设备不同,3 种高级脂肪酸乙酯在酒头中的含量也有所区别,其中,水冷设备前4 个样中3 种高级脂肪酸乙酯含量变化无明显规律,第5 个样达到峰值,之后3 种高级脂肪酸乙酯含量均逐步减少,第10 个样时均远低于200 mg/L,棕榈酸乙酯、油酸乙酯、亚油酸乙酯分别为65.12 mg/L、39.91 mg/L、101.93 mg/L。风冷设备总体变化规律大致与水冷设备相同,只是其在各样品阶段3 种高级脂肪酸乙酯含量均高于水冷,到第10 个样时,其棕榈酸乙酯、油酸乙酯、亚油酸乙酯分别为503.38 mg/L、313.6 mg/L、884.57 mg/L,是水冷设备第10个样的8倍左右。

图7 两种冷凝设备高级脂肪酸乙酯总含量情况
由此可以得出,风冷设备酒头中高级脂肪酸乙酯含量远远高于水冷设备,随着馏酒时间的推移其高级脂肪酸乙酯减少的趋势也更加平缓。以上结论导致原使用水冷生产时“斩酒头”数量不再适用于现在的风冷设备生产。
2.4 风冷设备使用过程中最佳“斩酒头”数量的探索
为了控制基酒中高级脂肪酸乙酯总含量,保证基酒品质,探索风冷设备使用过程中最佳“斩酒头”数量,为日常生产工作提供帮助,本次取同窖糟醅7 甑,在相同蒸馏气压和流酒温度下对其进行不同“斩酒头”数量,分别为2 kg、4 kg、6 kg、8 kg、10 kg、12 kg、14 kg,在流酒结束后对其相应的基酒综合样品用色相气谱仪进行高级脂肪酸乙酯含量的测定,根据测定结果得出最佳“斩酒头”数量。由于我国相应的行业标准对酱香型白酒中高级脂肪酸乙酯含量未做出规定,因此该实验以本公司内部标准为实验目标数据,即3 种高级脂肪酸乙酯(棕榈酸乙酯、油酸乙酯、亚油酸乙酯)在基酒中的总含量不得高于100 mg/L,如图8所示。
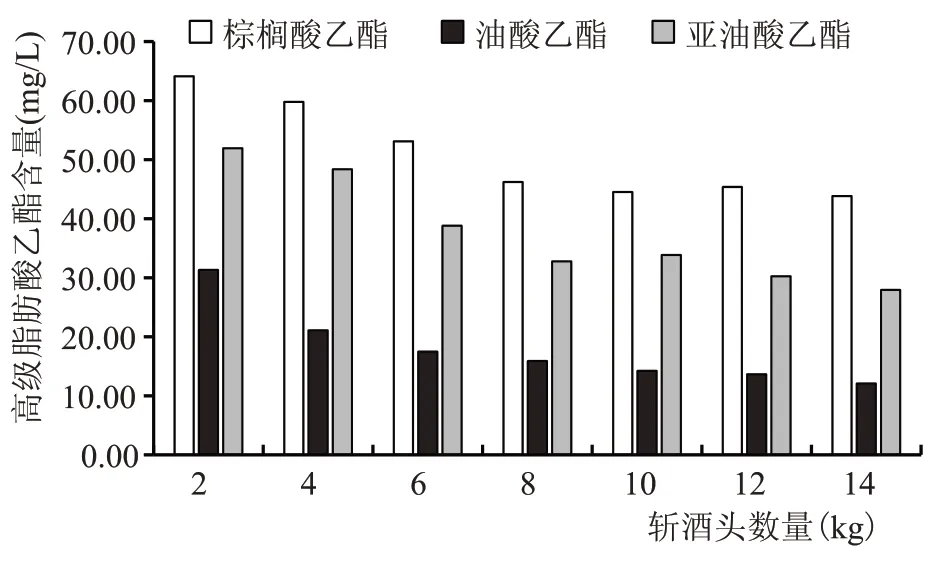
图8 高级脂肪酸测定数据
结果如图9 所示,随着“斩酒头”数量的增加,基酒中高级脂肪酸乙酯总含量呈逐步减少趋势,且随时间推移逐渐趋于平缓,基酒中高级脂肪酸乙酯总含量越加趋于稳定。当“斩酒头”数量在8 kg时,基酒中高级脂肪酸乙酯总含量为94.86 mg/L,符合酱香型白酒的质量要求。再次增加“斩酒头”数量可以使基酒中高级脂肪酸乙酯总含量进一步减少,但也会造成基酒数量减少。在酱香型白酒生产中,使用风冷设备作为冷凝器时,最佳“斩酒头”数量为8 kg。
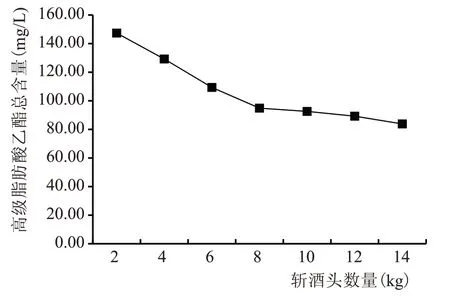
图9 不同“斩酒头”数量高级脂肪酸乙酯情况
3 结论
为贯彻国家环保政策方针,进一步节约水资源,风冷设备普遍被运用到酱香白酒生产之中。但由于风冷设备的工作原理及其自身特质,导致酒头中高级脂肪酸乙酯含量远远高于水冷设备,且在酒头中存在的时间长、跨度大,导致原使用水冷作为冷凝器时“斩酒头”数量不再适用于当下生产,本次通过多组实验测定对比得出酱香型白酒生产中风冷设备最佳“斩酒头”数量为8 kg,这对提高酱香型白酒质量有着十分重大的意义。
猜你喜欢
农业科技通讯(2023年1期)2023-02-12
汽车实用技术(2022年12期)2022-07-05
语文世界(小学版)(2021年12期)2021-09-19
少儿画王(3-6岁)(2021年2期)2021-09-13
中国食品(2021年11期)2021-06-23
酿酒科技(2020年12期)2020-12-24
支点(2020年12期)2020-12-23
酿酒科技(2020年11期)2020-12-18
酿酒科技(2018年5期)2018-01-17
家庭生活指南(2017年9期)2017-09-22