机械系统直轴零件直径高精度视觉测量方法研究
2023-08-22 08:31王锐锋徐智浩刘成沛王前选
仪表技术与传感器 2023年7期
王锐锋,徐智浩,刘成沛,李 虎,王前选
(1.五邑大学轨道交通学院,广东江门 529000;2.广东省科学院智能制造研究所,广东省现代控制技术重点实验室,广东广州 510070)
0 引言
直轴类零件是机械装备中常用的零件,通常具有大批量、直径尺寸多样的特点,广泛应用于各种精密的机械装备,用于与孔配合实现传动、支撑、传递扭矩。其加工尺寸精度直接影响设备的性能与零部件使用寿命。机械装备生产中,对于直轴零件直径的测量都是通过接触式测量,如采用千分尺、卡尺等测量工具对轴的直径进行测量,存在效率低、误差大、自动化水平低等缺点。而三坐标机(CMM)精度高,但效率低,无法应用在快速、自动化程度高的现代工业生产线上[1]。机器视觉技术是无接触、无损伤的自动检测技术,具有安全、快速、可靠、光谱响应范围广、可在恶劣环境下长时间工作等优点[2]。近年来,基于机器视觉技术的结构尺寸测量方法广泛应用于智能制造、轨道交通、航空航天等领域,用于解决现有人工测量中存在的各种问题。目前,基于机器视觉技术的零部件结构尺寸精密测量是我国工业领域的重要研究方向。国内外研究员在零部件结构尺寸高精度视觉测量方法研究还相对较少。石照耀等[3]研制了一种小尺寸轴类零件快速测量机,实现了小尺寸轴类零件的内径和长度在线快速测量,重复性误差小于0.005 mm。杨林等[4]针对实际工业生产中具有多圆弧对称特性零件的尺寸测量,搭建一套远心机器视觉测量系统,系统精度达到了0.01 mm。Q.C.Sun等[5]提出一种基于数字图像处理技术的非接触式高精度测量轴直径的方法,该方法测量精度高,最大误差为0.005 mm。L.Wang等[6]研究了快速测量同轴孔径的方法,达到了0.028 mm的内径测量精度。L.Gao等[7]为了提高轴径测量的效率和精度,提出了一种轴径自动测量的新方法,精度达到了0.02 mm,但该方法所用的设备相对复杂,且成本相对较高。G. W. Yang等[8]提出了结合了线结构光和深度学习的方法测量轴零件,虽然其测量误差小于0.017 mm,但该方法存在设备成本高,系统前期工作量大等问题,不能满足现实生产中的快速测量。巢渊等[9]提出一种基于改进Zernike矩的轴类零件尺寸测量方法,其测量精度达到6级公差精度要求。但是,从以上研究成果来看,这些方法存在设备成本相对较高,测量系统、夹具比较复杂,难以应用到自动化生产中的问题。
针对以上问题,提出一种基于机器视觉技术的直轴零件直径测量方法。该方法使用高分辨率的CMOS相机结合远光镜头,并通过对相机进行参数标定和畸变矫正工作后,实时获取图像,接着对图像进行透视变换、滤波降噪等预处理操作。为最大程度地保护图像边缘像素信息,通过采用联合双边滤波器对图像进行滤波,并使用Graham扫描法对边缘像素点进行填充,解决了ROI边缘像素点残缺影响精度的问题。接着通过迭代算法寻找最小直径圆特征,并计算出物体的物理尺寸。
1 直径测量算法实现过程
该测量方法的算法主要实现过程可分为相机内参数标定与矫正、图像获取与预处理、最小直径圆特征提取、计算轴直径物理尺寸4个部分。
1.1 相机内参数标定与矫正
相机畸变参数直接反映了相机所成的像相对于真实物体的失真程度以及图像的形变程度[10]。相机畸变将导致检测误差。在各类视觉系统中,首要工作就是对相机系统进行参数标定与畸变矫正。特别是在机器人抓取、精密测量领域,对相机系统进行畸变矫正起到关键性作用。畸变将引起成像像素边缘缺失,直接影响测量精度,效果示意图如图1所示。
针孔模型是常用的一种相机成像模型,其原理如图2所示。
图2中点Pd是畸变像素点,点Pu是标准像素点。构建像素坐标系PCS(O-UV),图像坐标系IPCS(Oi-XiYi),相机坐标系CCS(Oc-XcYcZc)以及世界坐标系RCS(Or-XrYrZr)。其中,Oc是相机的光学中心。相机坐标系CCS是以相机的光轴作为Z轴,图2中OcOi为相机焦距f。式(1)为像素坐标与相机坐标之间的转换公式。标定就是为了找出式(1)中矩阵T的参数。在完成相机内参标定后,可由式(2)和式(3)对相机畸变进行矫正。
(1)
式中:T为像素坐标系与相机坐标系的关系矩阵;βi为像素坐标系中任一点坐标,βi=(ui,vi,1);βj为相机坐标系中任一点的坐标,βj=(xi/z0,yi/z0,1);fcx和fcy分别为相机坐标系上X轴和Y轴方向上的等效焦距;(U0,V0)为 像素坐标系PCS的中心点的坐标,同时也为图像坐标IPCS中心点Oi的投影点。
(2)
(3)
式中:(Xd,Yd)为图像平面IPCS中发生畸变的像素点位置坐标;(Xu,Yu)为图像平面IPCS中理想像素点位置坐标;kc1为二阶径向畸变系数;r为像素点与透镜中心的偏距;f为相机焦距。
1.2 图像获取与预处理
获取图像后,为方便后续特征提取,首先需要将图像转为HSV格式。由于相机制造精度与组装工艺产生的偏差或者相机现场检测存在高度与角度的问题,拍摄的图像可能存在透视变形[11]。为解决由于图像发生透视变形导致结果不准确问题,需要对图像进行透视变换。图像的透视变换是指对变形图像进行矫正,并投影到一个新的视平面上。原理如图3所示。

图3 图像透视变换原理图
式(4)为图像透视变换的通用公式。
(4)
式中:hj为原始图像的一个像素点坐标,hj=(xj,yj,1);hi为经过透视变换后对应像素点的坐标,hi=(xi,yi,1);T为透视变换矩阵。
得到变换前后图像的4组对应点,同时令a33=0即可根据式(5)计算出变换矩阵T。
(5)
由于原始图像中存在大量的噪声,如果直接进行特征提取,噪声将影响图像感兴趣区域(area of interest,ROI)提取边缘特征提取精度,直接影响直径测量精度。因此,需要选用保护图像中特征边缘像素点细节的滤波器对图像进行去噪。综合现有滤波器特点,且联合双边滤波具有条纹光滑、边缘清晰、对比度好、结构完整性好的优点[12]。选择联合双边滤波对图像进行降噪,滤波处理结果如图4所示。
式(6)为联合双边滤波的计算公式。
(6)

1.3 最小直径圆特征提取
滤波降噪后,接着由式(7)通过设定特定的通道阈值来锁定特征颜色区域,进行ROI提取。在阈值范围内,将特征区域像素点的像素值都返回255,显示为白色;其他区域将显示为黑色,返回值为0。得到的白色区域为图像的ROI,如图5(a)所示,此时ROI是8位单通道的图像。

(a)原始ROI
(7)
式中:T(h,s,v)为HSV图像特征区域通道的阈值;Ri(x,y)为ROI区域像素点的像素值;Tmax(h,s,v)和Tmin(h,s,v)分别代表上、下通道阈值。

进一步通过Iterative algorithm算法在最饱满圆特征上来寻找最小的直径圆轮廓。Iterative algorithm算法首先对2D平面点集所有特征点进行遍历,然后获取最左边的像素点A、最右边的像素点B、最上边的像素点C、最下边的像素点D。接着以获取的4个点画圆,将该圆记为C0。随后将进行第一次遍历:
(1)若不存在点在圆C0外,则圆C0即为所求最小直径圆;如图6(a)所示。

(a)第1次遍历成功
(2)若平面点集中存在点在圆外,则接着算出离C0圆心最远的点。假设本实验中第一次画圆后,存在点在圆C0外,且最远点为E。因此,存在4种情况,分别为ABC-E、ABD-E、ACD-E、BCD-E。
(3)接着判断第一次扫描结果中的4种情况,剩余一点是否在圆外,若剩下一点在圆外,则该圆作废,如图6(c)所示。若剩下一点不在圆外,比如圆ACD-E中,点B不在圆外,如图6(b)所示,记下该圆编号和直径。这一步若存在多种情况,则取最小直径的圆,假如这一步最终得到最小直径圆为ACD-E,记为C1。接着第二次迭代。
(4)接着进行第二次遍历所有点,检查是否存在出界点,即不在圆C2界内也不在边界上。若所有点都在C2内,则该圆为所求的最小直径圆;否则重复第(2)和第(3)步。一直遍历,直到平面点集上所有点都在最新求出的圆内Cn,退出迭代,得到最小直径圆Cn。
1.4 计算轴直径物理尺寸
测量算法得到的是物体成像后的像素尺寸。因此,需要将像素尺寸转换为物体的实际尺寸。这一过程是系统的标定,设k为系统标定系数,如式(8)。由式(9)即可得到被测物体的真实物力尺寸。
k=D/d
(8)
D=k·d
(9)
式中:d为物体像素尺寸,mm;D为物体真实尺寸,mm。
2 试验与分析
2.1 试验设计
为验证该测量方法的检测精度与工程实用性,搭建实验平台进行试验。系统选用相机为CMOS相机,型号SONY-XW500、4种不同公称直径的标准直轴零件、水平仪、电子外径千分尺(量程分别为:0~25 mm、25~50 mm和100~125 mm);算法运行环境CPU:Intel i7-8700;GPU:GTX1060。相机参数见表1。在测量直径前,需要对相机的内参进行标定。采用文献[14]的两步标定法对相机进行标定,通过相机采集棋盘格标定板在不同视角下的20幅图像,棋盘上每个黑白方块边长5 mm,目标棋盘上有12×9个角点,棋盘格如图7所示。获得相机的内参及畸变系数如表2所示。系统标定完成后,为保证测量精度,在搭载试验平台时需保证镜头光线与试验平台严格垂直[15]。实验中通过水平仪来保证实验平台水平放置。试验平台如图8所示。

表1 本实验相机参数

表2 本实验摄像机参数标定

图7 相机标定棋盘
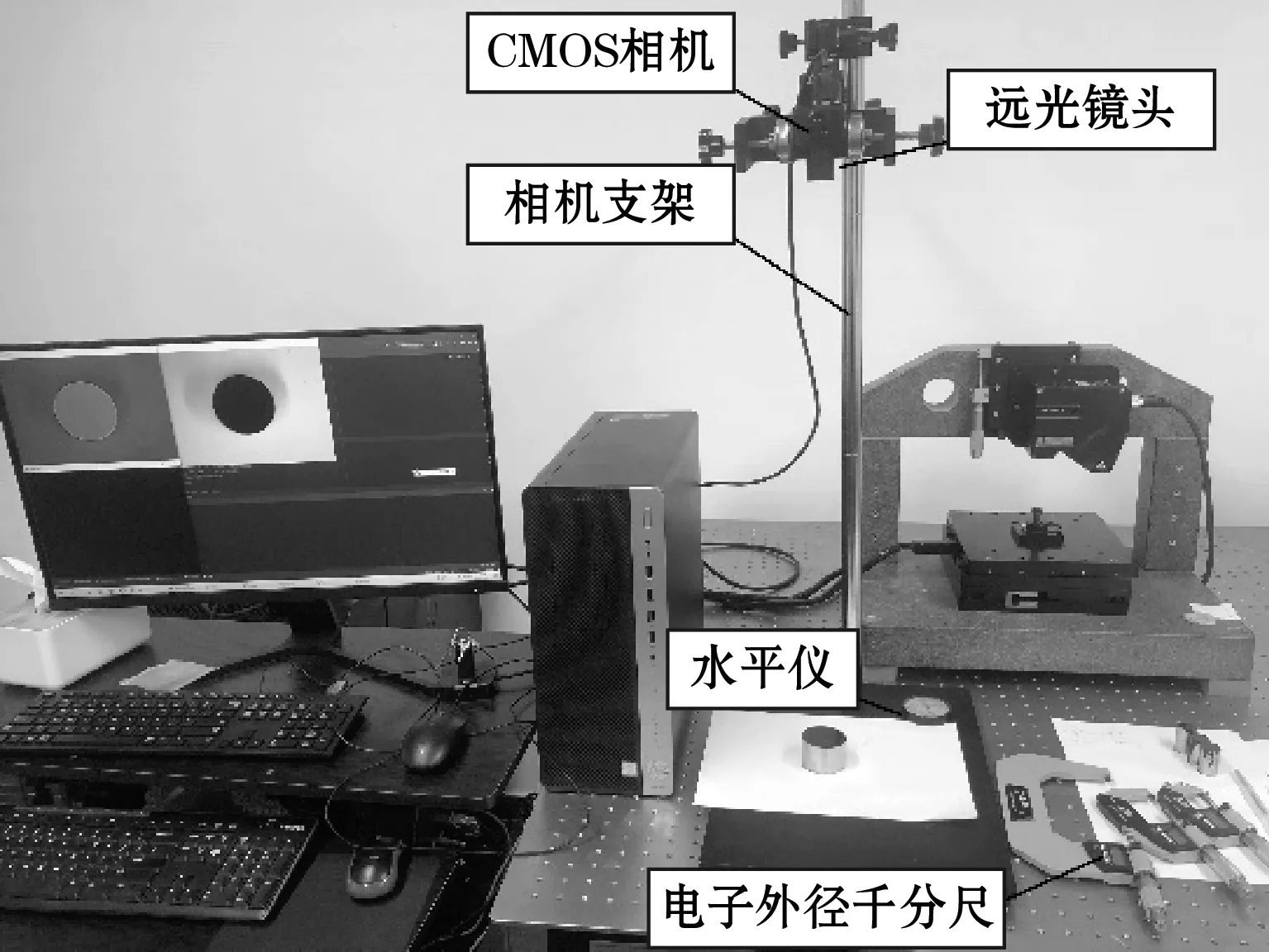
图8 实验平台
2.2 试验结果与误差分析
试验中先通过电子外径千分尺对零件的直径进行测量,测量结果为D。接着通过本方法重复测量每个零件的直径,各零件测5组数据,分别为D1、D2、D3、D4、D5。通过综合测量结果方差σ2、最大绝对误差|Dmax-D|(Dmax是5组测量数据的最大值)、测量相对误差以及重复性误差Re对该方法进行评估。12组零件测量结果如表3、表4、表5和表6所示。
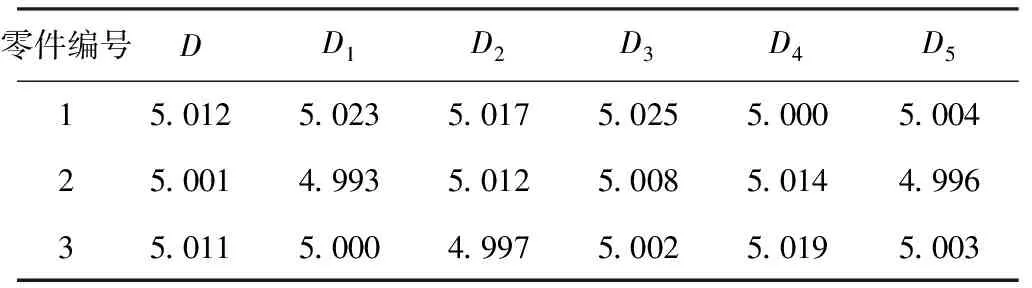
表3 公称直径5 mm的零件测量结果 mm

表4 公称直径20 mm的零件测量结果 mm

表5 公称直径50 mm的零件测量结果 mm

表6 公称直径100 mm的零件测量结果 mm
将12组零件数据重复性误差Re和最大绝对误差|Dmax-D|绘制成图9。由图9曲线可知,本文提出的方法最大测量误差为0.022 mm,最大重复性误差0.034 mm,且由图10可知,各组测量结果的方差σ2都小于0.000 151,可以看出测量结果相对稳定。综上,该检测方案具备较高的测量精度和重复性精度,且测量结果稳定。

图9 12组零件测量结果误差曲线

图10 12组零件测量结果方差曲线
3 结论
(1)实验成像设备使用CMOS相机结合远光镜头,并通过对相机系统进行参数标定矫正工作,减少相机系统畸变对精度的影响。
(2)通过对获取的图像进行透视变换和联合双边滤波等预处理,保证后期ROI区域的提取精确性。
(3)完成ROI提取后,利用Graham扫描法对提取到ROI平面像素点集边缘进行扫描填充,得到最饱满的圆特征;接着使用Iterative algorithm算法在最饱满圆特征像素点集上进行迭代得到最小直径圆,从而提高直径测量精度。
(4)试验结果表明,提出的直轴零件直径测量方案最大测量误差0.022 mm,相对于现有的大多数视觉检测方法提高了0.01 mm左右,且在保证精度的情况下,相比激光检测方案具备设备成本低,操作简便等优势。
猜你喜欢
现代电子技术(2021年1期)2021-01-17
汽车维修与保养(2020年11期)2020-06-09
上海大学学报(自然科学版)(2018年5期)2018-11-02
电脑知识与技术(2018年35期)2018-02-27
摄影之友(影像视觉)(2017年10期)2017-11-07
中国惯性技术学报(2017年1期)2017-06-09
自动化学报(2017年11期)2017-04-04
光学精密工程(2016年3期)2016-11-07
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10
癌变·畸变·突变(2014年2期)2014-03-01