
复合果汁微胶囊喷雾干燥工艺
2023-08-18 09:02:18姜薇郭玮朱琳张津铭王娜潘雅燕
食品工业 2023年8期
姜薇,郭玮,朱琳,张津铭,王娜,潘雅燕
黄山学院旅游学院(黄山 245041)
天然果汁营养价值高、口感好,通常作为健康的饮品被大众喜爱。桑葚富含白藜芦醇、花色苷等活性物质,具有抗氧化、抗血栓等保健功能[1]。红心火龙果富含膳食纤维及花色苷等多酚类成分,具有抗氧化及预防便秘的功能,是一种低热量的多肉植物。百香果风味独特、香气逼人、酸味浓郁,被冠以“饮料味精”之称,常被应用于饮品、食品的调味增香[2]。复合果汁是以2种及以上的果汁按照一定比例复配而成,赋予复合果汁更丰富的口感和更高的营养价值,而深受消费者追捧[3]。
喷雾干燥技术是将液体产品制备成微胶囊粉末的一种高效加工技术,其具有较大的处理面积、较短的处理时间、较低的处理温度等优点,能够很好保留果汁的营养与风味,且果粉具有较好的活性、速溶性和分散性。于方园等[4]以β-环糊精为壁材制备草莓速溶粉。张婉迎等[5]以麦芽糊精为壁材制备蓝莓果粉。徐思宁等[6]以阿拉伯胶和麦芽糊精为壁材制备沙棘果粉。石启龙等[7]研究表明添加适量的乳清分离蛋白不仅可以解决粘壁问题,还能抑制多酚的降解,提高果粉的抗氧化活性。对复合果汁进行微胶囊化处理的研究鲜有报道,试验采用喷雾干燥技术制备复合果汁微胶囊,对微胶囊制备的关键工艺参数进行优化,为其他复合果汁粉的制备与产品研发提供科学依据。
1 材料与方法
1.1 材料与试剂
红心火龙果、桑葚、百香果(购自黄山市水果店);麦芽糊精(MD)、乳清分离蛋白(WPI)、海藻糖(Tr)、阿拉伯胶(GA):河北润步生物科技有限公司;1, 1-二苯基-2-三硝基苯肼(DPPH,上海如吉生物科技有限公司);乙醇、乙酸钠、冰醋酸、氯化钾、盐酸(均为分析纯,上海麦克林生化科技有限公司)。
1.2 设备与仪器
ME104/02型电子天平(梅特勒-托利多有限公司);ADL311型喷雾干燥仪(上海重逢科学仪器有限公司);UV-2012PCS型紫外可见分光光度计(北京普析通用仪器有限责任公司);TCR-1500-8离心机(上海艺思高生物科技有限公司);101鼓风干燥箱(宁波海越机电工业有限公司);PHS-3E pH测量仪(上海仪电科学仪器股份有限公司);HH-Z1恒温水浴锅(郑州豫华仪器有限公司)。
1.3 试验方法
1.3.1 复合果汁制备的工艺流程
桑葚→挑选→摘洗→破壁→过滤→桑葚汁→①火龙果→挑选→取果肉→破壁→过滤→火龙果汁→②
百香果→挑选→取果肉→破壁→过滤→百香果汁→③
①+②+③→按比例调配→喷雾干燥
1.3.2 复合果汁喷雾干燥单因素试验
研究以果汁壁材比、壁材质量比(m麦芽糊精∶m乳清蛋白∶m海藻糖)、进口温度为单因素,以回收率、包埋率、花青素为评价指标,控制每次进料溶液温度40±1 ℃、空气流速25.8 m3/h、抽气速率100%、进料流量0.3 L/h,探究喷雾干燥工艺参数单因素对复合果汁粉的理化特性影响。单因素试验水平表如表1所示。
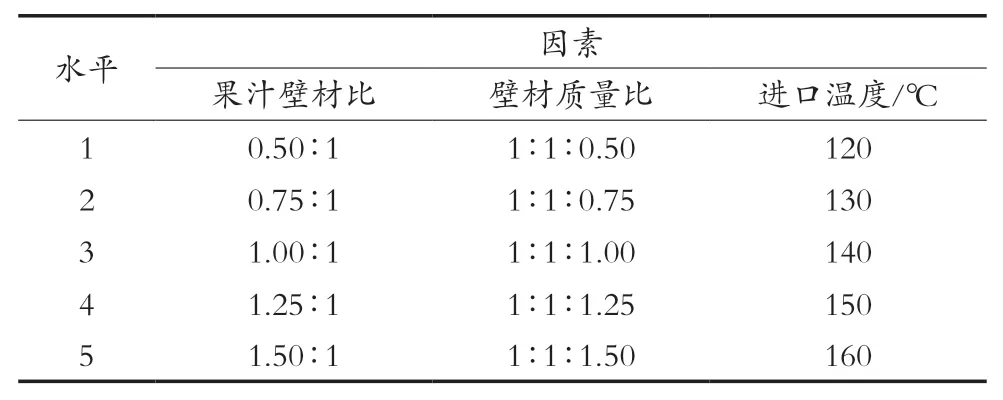
表1 单因素试验因素与水平设计
1.3.3 正交试验
在单因素试验基础上,以回收率、花青素含量、包埋率为试验指标,设计果汁壁材比(A)、壁材质量比(B)、进口温度(C)三因素三水平正交试验,探究喷雾干燥法制备天然复合果汁微胶囊的最适工艺参数条件。正交试验因素水平设计见表2。
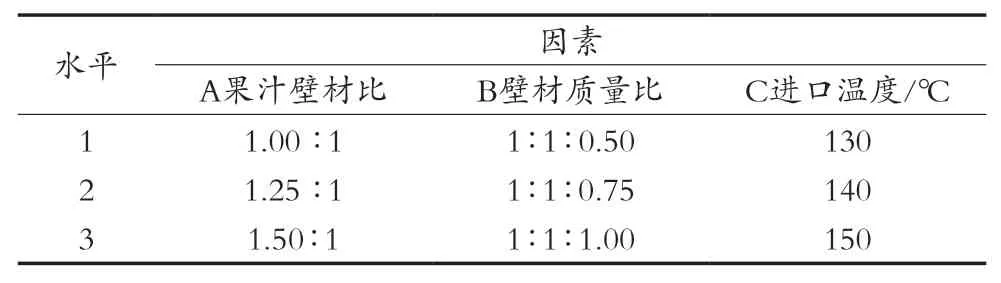
表2 正交试验因素与水平设计
1.3.4 回收率
采用称量法[8],回收率计算如式(1)所示。
式中:Rp为回收率,%;m1为果汁固形物含量,g;m2为加入助剂质量,g;M为回收果粉质量,g。
1.3.5 花青素含量
利用pH示差法测定[9],花青素含量(mg/g)计算如式(2)所示。
式中:m为原料质量,g;ε为消光系数,26 900 L/(mol·cm);A=(A520nm-A700nm)pH1.0-(A520nm-A700nm)pH4.5;Mw为分子量,449 g/mol;V为提取液总容量,mL;n为样品稀释倍数。
1.3.6 包埋率
精确称取0.050 g复合果粉,用5 mL无水乙醇溶解,按10 000 r/min离心3 min,取上清液,在波长538 nm处测吸光度(A0)。沉淀溶于5 mL 30%乙醇溶液中,吸光度记为A1。包埋率(%)计算如式(3)所示。
1.4 统计分析
喷雾干燥试验及其相关指标测定数值平行重复3次,数据用平均值±标准差表示。分别采用SPSS 19.0软件进行单因素方差分析,差异显著者进行Duncan’s多重比较。
2 结果与分析
2.1 壁材质量比对复合果汁粉理化特征的影响
从图1可以看出,随着Tr比例增加,RP逐渐减少,Tr增加到一定量时,Rp降低,这与常连鑫等[8]的研究结果相同。壁材质量比m麦芽糊精∶m乳清蛋白∶m海藻糖为1∶1∶1.25时,Rp突然增加,随之又减少,m麦芽糊精∶m乳清蛋白∶m海藻糖=1∶1∶0.5时,Rp达到最高值65.24%,可以看出Tr含量越低,Rp越高。花青素含量在Tr比例增加过程中先增加后减少,m麦芽糊精∶m乳清蛋白∶m海藻糖=1∶1∶0.75时,花青素含量达到最高值14.76 mg/g,Tr比例对花青素含量影响较微弱。随着Tr比例的增加,包埋率没有显著差异,m麦芽糊精∶m乳清蛋白∶m海藻糖=1∶1∶0.5时,包埋率达到最高值81.42%。选择壁材质量比m麦芽糊精∶m乳清蛋白∶m海藻糖=1∶1∶0.50,1∶1∶0.75和1∶1∶1.00进行正交试验。
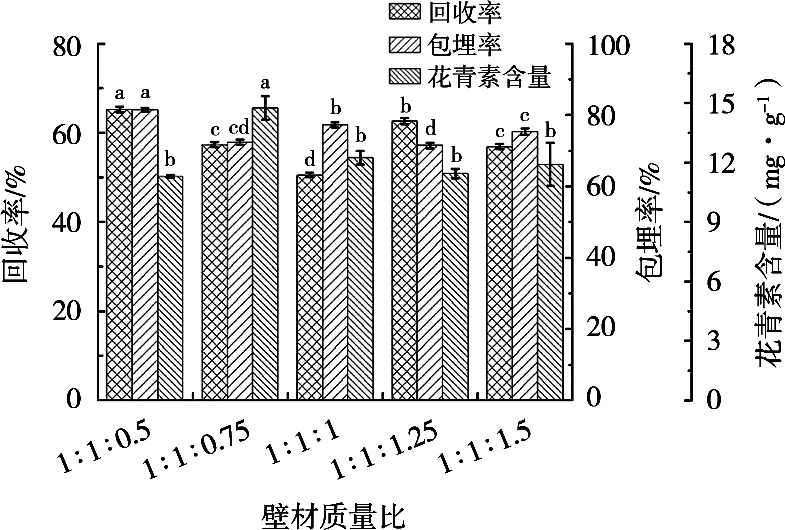
图1 壁材质量比(m麦芽糊精∶m乳清蛋白∶m海藻糖)对复合果汁粉理化特征影响
2.2 进口温度对复合果汁粉理化特征影响
从图2可以看出,进口温度从120 ℃上升到160℃,RP先增大后减少,在处理间有显著差异。进口温度150 ℃时,RP达到最高值,而当温度>150 ℃时,RP显著降低。这与崔素芬等[10]的试验结果相同。花青素含量随进口温度的升高由4.59 mg/g升至17.31 mg/g,160 ℃时,花青素含量达到最高值。随着温度的升高,包埋率由84.89%下降至62.95%,温度为120 ℃时包埋率达到最高值,温度高于150 ℃时,包埋率显著降低。选择进风温度130,140和150 ℃进行正交试验。

图2 进口温度对复合果汁粉理化特征影响
2.3 果汁壁材比对复合果汁粉理化特征影响
由图3可知,随着果汁壁材比的增加,RP由45.55%增加至59.88%,呈现先增后减趋势。复合果汁壁材比为1.25∶1时,RP达到最大值59.88%,随后略有降低,这与聂凌鸿等[11]的结论相同,因为物料浓度过低时,物料中的固形物过少,出现粘壁现象,导致回收率较低;料液浓度增加,会导致喷嘴堵塞[9]。随着复合果汁壁材比的增加,花青素含量由9.07 mg/g增加至11.28 mg/g,果汁比例越高,花青素含量越高,这与刘瑜等[12]研究的结果一致。随着果汁浓度的增加,包埋率由79.35%增加至92.48%,包埋效果显著增加,复合果汁壁材比为1.5∶1时,包埋效果最好。选择复合果汁壁材比1.00∶1,1.25∶1和1.50∶1进行正交试验。
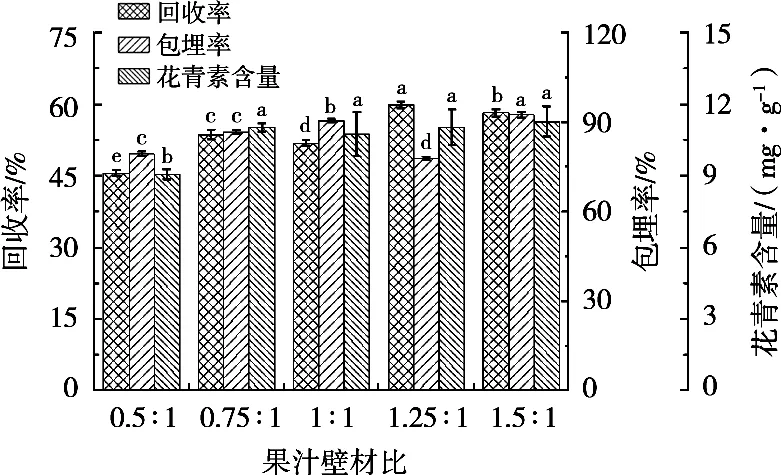
图3 果汁与壁材比对复合果汁粉理化特征影响
2.4 正交试验设计(表3)
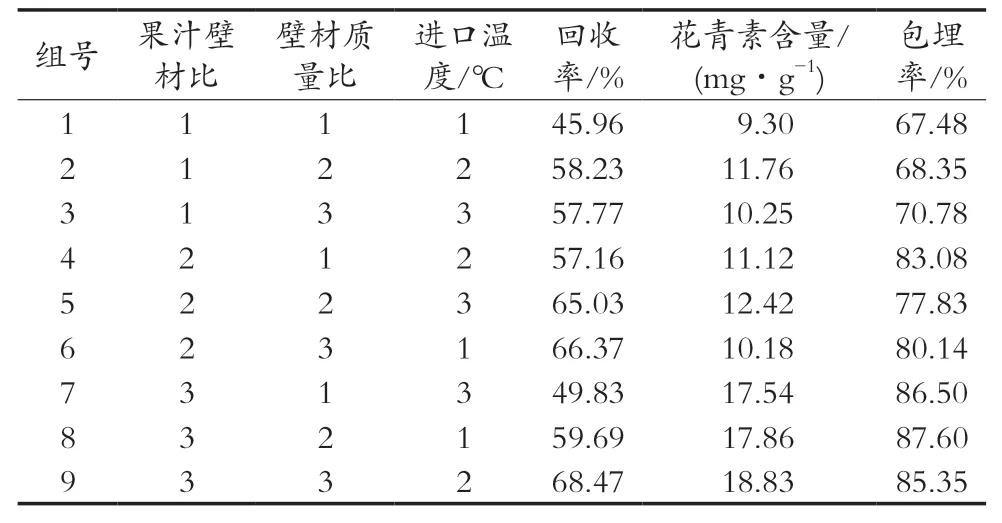
表3 正交试验设计
从表4和表5中可以判断影响各项指标的主次因素,影响回收率主次为B>A>C,花青素含量主次为A>C>B,包埋率主次为A>B>C。根据正交试验各理化性质数据比较以及主次因素分析得出:A属于最主要因素,且花青素和包埋率A3较好,回收率A3仅次于A2;B3对于理化性质的影响较为理想且稳定;C2水平时,各项理化性质较好。综合分析,优化方案为A3B3C2,即复合果汁壁材比1.5∶1、壁材质量比m麦芽糊精∶m乳清蛋白∶m海藻糖=1∶1∶1、进口温度140 ℃。用优化参数进行3次平行试验,测得果粉的各项指标:回收率68.61%±0.37%、花青素含量18.78±0.38 mg/g、包埋率85.29%±0.43%。
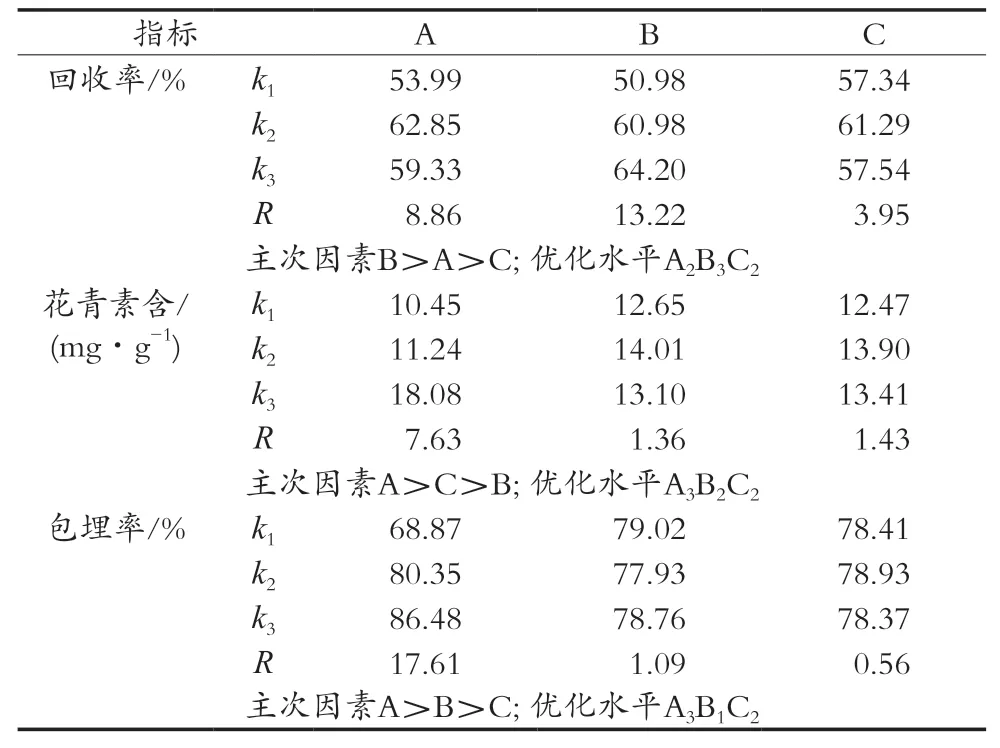
表4 正交试验结果分析

表5 正交试验方差分析
3 结论
采用喷雾干燥制备复合果汁粉,通过单因素试验及正交优化试验探究果汁与壁材比、壁材质量比、进口温度对果粉各项指标的影响。优化后的参数为A3B3C2,即果汁与壁材比1.5∶1、m麦芽糊精∶m乳清蛋白∶m海藻糖=1∶1∶1、进口温度140 ℃。优化水平下测得果粉的指标为回收率68.61%±0.37%、花青素含量18.78±0.38 mg/g、包埋率85.29%±0.43%。制备的复合果粉颜色为淡紫色,粉质细腻松散,带有天然的果香味,回收率高,水溶性指数较好。将桑葚火龙果百香果果汁复配后,采用微胶囊技术喷雾干燥成复合果粉在一定程度上减少原果在运输中造成的损失,增加其货架期,在原有的色、香、味及营养成分的基础上,满足当下人们对水果多样化和高营养的市场需求。
猜你喜欢
农产品加工(2021年20期)2021-11-25 07:21:18
中外葡萄与葡萄酒(2021年4期)2021-08-03 07:15:38
食品工业(2021年4期)2021-05-08 08:41:34
天津化工(2021年1期)2021-01-05 16:42:05
食品安全导刊·下旬刊(2020年3期)2020-07-09 18:55:48
食品与发酵工业(2018年7期)2018-08-10 07:09:24
中国测试(2018年3期)2018-05-14 15:33:29
科学之谜(2018年3期)2018-04-09 06:37:46
新型建筑材料(2018年2期)2018-03-09 05:30:09
水生生物学报(2015年1期)2015-02-28 16:00:08
