工厂化袋栽平菇封口套环口径比较试验
2023-08-10 10:18孔维威宋志波袁瑞奇康源春
食用菌 2023年4期
孔维威 宋志波 袁瑞奇 康源春
(河南省农业科学院植物营养与资源环境研究所,河南郑州 450002)
平菇Pleurotus ostreatus[1],具有较高的营养和保健价值,是我国栽培范围最广的食用菌。平菇适应性强,可以充分利用多种农副产品下脚料。河南省是我国平菇生产大省,2021 年平菇产量为84.19 万t,仅次于山东省,占全国平菇产量的13.77%,占全省食用菌产量的14.61%[2]。
当前平菇生产主要以发酵料栽培和熟料栽培等季节性栽培模式为主,占比在90%以上。近些年开始出现有关平菇工厂化栽培的报道[3-4]。日本、韩国最早进行平菇的工厂化栽培。日本栽培主要品种为糙皮侧耳,韩国则以柄长盖小的秀珍菇为主,而中国则以柄短盖大的平菇品种较受市场欢迎[5-6]。日本、韩国以工厂化瓶栽平菇占主导地位,而目前我国平菇工厂化生产均为袋栽。当前我国平菇工厂化袋栽技术仍不成熟,很多技术细节还有待探索完善[7]。
出菇方式对食用菌产量及商品质量影响较大[8]。平菇农法袋式熟料栽培模式,其出菇方式主要有敞口、划口、套环[9]。近年来越来越多的平菇栽培者采用划口出菇、套环出菇方式。生产实践表明采用套环出菇方式,菇形紧凑,朵形好,产品外观品质好,同时采摘方便。因此采用套环出菇方式越来越多,但不同生产者采用的出菇套环口径不尽相同。为此,笔者进行不同口径的套环套袋出菇比较试验,以期筛选出工厂化袋栽平菇的适宜套环,为平菇工厂化袋栽技术的完善提供数据支撑。
1 材料与方法
1.1 试验材料
(1)供试菌株:平菇黑平8 号,由河南省农业科学院植物营养与资源环境研究所菌种库保藏。(2)培养基(料)配方:母种培养基为PDA 培养基,原种培养料配方为棉籽壳98%,石膏2%。料含水量50%~55%。栽培料配方为玉米芯74%,棉籽壳10%,麸皮10%,花生饼4%,碳酸钙1%,贝壳粉1%。料含水量69%。(3)塑料套环:试验塑料套环直径为4.5 cm、5.5 cm、6.5 cm三种规格。
1.2 栽培管理方法
在工厂化袋栽平菇基地内,按照生产流程,在搅拌机内依次加入配方原料搅拌均匀,加水后再次搅拌均匀,最终培养料含水量为69%。自动装袋机装料,聚丙烯塑料袋规格22 cm×38 cm×0.005 cm,每袋装培养料750 g(折干)左右。分别采用试验塑料套环封口。高压灭菌2 h,灭菌结束冷却后于净化车间内接入固体菌种。
发菌期菌丝培养温度(24±1)℃,空气相对湿度低于60%,光照强度低于50 lx,二氧化碳体积分数0.3%。菌丝满袋5 d 后,移入出菇室,去除套环进入出菇管理。出菇期温度13~16 ℃,空气相对湿度85%~95%,光照强度150 lx,二氧化碳体积分数低于0.08%。采收后第2潮菇发菌阶段,环境条件同头潮菇发菌期,持续7~9 d,之后出菇管理同第一潮菇。平菇鲜菇均七成熟时采收。试验每个处理60 袋,3次重复。
1.3 考察测定项目及方法
1.3.1 平菇菌丝生长速度
菌丝生长齐袋肩再生长2 cm 后,在菌丝前端划线,10 d后再次划线,2条线间的垂直距离即为菌丝生长量(cm)。菌丝生长速度(cm·d-1)=菌丝生长量(cm)/生长天数(d)。每个处理随机测10袋,取平均值。
1.3.2 原基整齐度
将出菇袋移入出菇室第5天后统计现头潮菇原基袋,头潮菇采收后第12天统计第二潮菇原基整齐度。原基整齐度(%)=出现原基的出菇袋/总出菇袋×100。
1.3.3 生物学效率
用于反映平菇菌丝对培养料的生物转化效率。生物学效率(%)=每袋鲜菇质量(g)/每袋干料质量(g)×100。
1.4 数据分析
采用Spss 22.0 统计软件进行相关数据统计分析。
2 结果与分析
2.1 不同口径的套环封口对平菇(黑平8 号)菌丝生长的影响
由表1可知,套环口径对平菇(黑平8号)菌丝生长影响显著。菌丝长势:套环口径5.5 cm、6.5 cm,袋内菌丝长势浓密、洁白,套环口径4.5 cm,菌丝长势较浓密、洁白。菌丝平均生长速度:套环口径6.5 cm袋内菌丝生长最快,为0.73 cm/d,接种30 d后菌丝长满袋,套环口径4.5 cm,接种后40 d菌丝才长满袋。
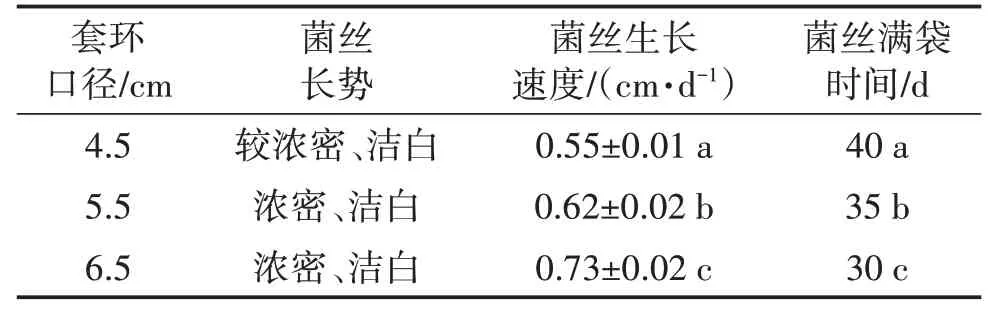
表1 不同口径的套环封口袋内平菇(黑平8号)菌丝生长情况
2.2 不同口径的套环封口对平菇(黑平8 号)原基整齐度的影响
由表2 可知,套环封口口径对平菇(黑平8 号)头潮菇、第二潮菇原基整齐度有不同的影响。三种口径套环封口,平菇头潮菇原基整齐度较高,均超过90%,三种套环之间无显著差异;但三种口径的套环封口对平菇第二潮菇原基整齐度影响显著,随套环口径增大,原基整齐度显著降低。
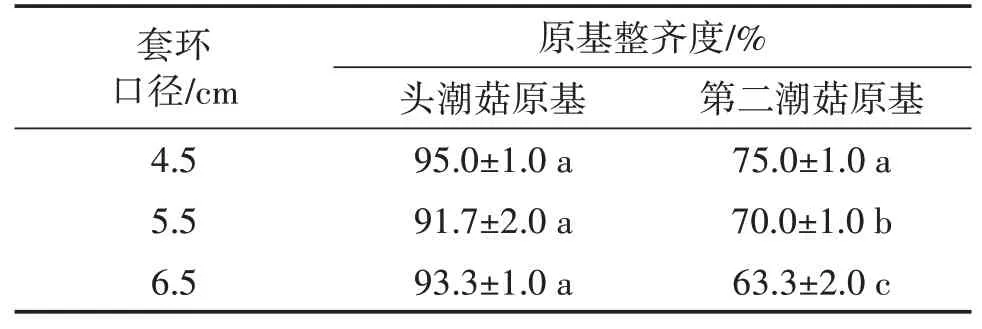
表2 不同口径的套环封口对平菇(黑平8号)产量及生物学效率的影响
2.3 不同口径的套环封口对平菇(黑平8 号)子实体性状及产量的影响
由表3可知,不同口径的套环封口对平菇(黑平8 号)子实体产量影响显著。封口套环口径增大,头潮菇及第二潮菇产量、生物学效率均上升。两潮菇生物学效率,套环口径6.5 cm,为81.0%,显著高于套环口径4.5 cm、5.5 cm。

表3 不同口径的套环封口平菇(黑平8号)的原基整齐度
3 小结与讨论
据中国食用菌协会统计,2021 年我国平菇产量仅次于香菇、黑木耳[2]。2016 年,河南省郑州市新郑市建立我国第一家工厂化袋栽平菇企业,引领我国平菇生产从传统农法栽培向工厂化栽培的转型[3]。近几年,相关单位开展瓶栽平菇采收期、出菇温度、栽培料配方等试验[10-12],也开展瓶栽平菇菌株筛选[13],也有针对工厂化袋栽平菇如何提高产量、质量、效率等研究,对产业发展前景论述[7]。
出菇方式对食用菌产量和质量影响较大。工厂化栽培灰树花,套环出菇较好,且采用口径4 cm套环,出菇率和外观品质均较好[14]。目前工厂化袋栽平菇一般采用套环出菇,区别在于采用的套环口径有差异。笔者试验结果表明,三种口径的套环,口径越大,平菇菌丝生长势越好、生长速度越快,显著缩短发菌时间,这可能与套环口径大有利于更多氧气进入袋内,从而促进菌丝生长有关。有研究表明,瓶栽平菇生物学效率均低于60%[7-13],因此部分生产者通过采摘第二潮菇以提高总产量。笔者试验结果表明,套环口径对平菇头潮菇的原基整齐度无显著影响,但对第二潮菇的原基整齐度影响显著,套环口径越小,第二潮菇原基越整齐,这可能与套环小有利于菌袋保持水分,进而有利于第二潮原基的发育有关。套环口径越大,头潮菇、第二潮菇的产量越高,总生物学效率也越高,这可能与套环口径大,有利于更多的原基发育成子实体有关。生产中也发现,套环口径越小,发育的平菇原基经常由于空间不够,导致菇形较差,产量较低。
综上所述,工厂化袋栽平菇,套环口径对平菇产量、生物学效率影响显著,实际生产中应根据生产工艺选择适宜口径的套环,以取得较高产量和较好的商品品质。
猜你喜欢
园艺与种苗(2022年6期)2022-07-13
食用菌(2022年3期)2022-06-16
橡塑技术与装备(2021年11期)2021-06-16
中国农业文摘-农业工程(2019年1期)2019-01-12
计算机应用(2018年10期)2018-11-22
华南师范大学学报(自然科学版)(2017年4期)2017-09-11
浙江大学学报(农业与生命科学版)(2017年2期)2017-05-19
科技创新与品牌(2017年3期)2017-04-27
食药用菌(2016年6期)2016-03-01
锻压装备与制造技术(2015年2期)2015-06-26