海水淡化反渗透膜化学清洗技术分析
2023-07-03 11:35何雁鸣江洁颖
化工设计通讯 2023年6期
何雁鸣,江洁颖
(1.广东惠州平海发电厂有限公司,广东惠州 516300;2.广东粤电大亚湾综合能源有限公司,广东惠州 516300)
反渗透属于一个逆渗透过程,也就是将一个比渗透压更强的压力施加在浓溶液一侧,使其中的溶剂向稀溶液侧流动。在海水淡化处理中,反渗透装置便是对这一原理加以利用,通过高压泵对待处理的海水实施增压,再借助于半透膜所具有的选择性透过特征将海水里的盐类杂质去除。在此过程中,为实现反渗透膜作用的充分发挥,就需要根据实际情况,定期对其进行清洗。而在反渗透膜的清洗技术中,化学清洗是目前最为常用的技术形式。基于此,相关单位与技术人员应加强此项技术的应用研究,以此来充分发挥出其优势,满足海水淡化反渗透膜的实际清洗需求。
1 项目概况
1.1 淡化系统组成
在某发电厂的生产过程中,需要将海水淡化系统处理之后的淡水作为生产用水。在该发电厂的海水淡化系统中,主要的组成部分包括海水提升泵、海水预处理系统、清水池、超滤升压泵、超滤保安过滤器、超滤装置、超滤水池、反渗透提升泵、反渗透保安过滤器、反渗透高压泵、能量回收装置、反渗透装置和淡水箱[1]。图1为该发电厂海水淡化处理流程示意图。
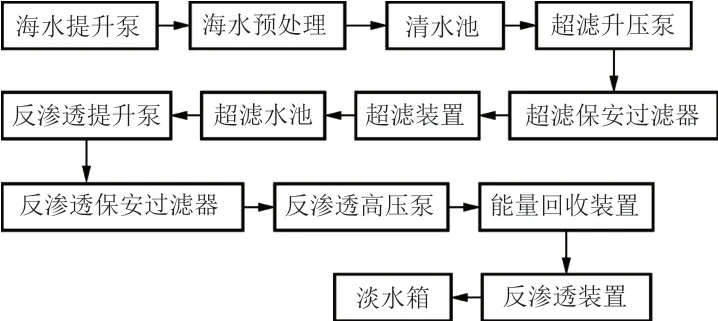
图1 某发电厂海水淡化处理流程示意图
1.2 水质控制指标
在该海水淡化系统的具体应用中,为防止滤膜表面沉积过多的杂质,减少滤膜污染,避免滤膜材质氧化,特按以下要求来控制其水质指标:①对于混凝澄清池中的出水,其浊度应控制在5 NTU 及以下,余氯应控制在1 mg/L 及以下,COD 应控制在5 mg/L 及以下。②对于超滤出水,其浊度应控制在0.2 NTU 及以下,余氯应控制在0.2~0.8 mg/L,SDI 应控制在3以下。③对于反渗透进水,其余氯应控制在0.1 mg/L 及以下,ORP 应控制在450 mV 及以下。④对于反渗透出水,单套一级反渗透系统产水设计出力约为240 m3/h。其合格产水电导率应控制在500 μs/cm 及以下,氯离子含量应控制在180 mg/L 及以下。
2 海水淡化反渗透膜化学清洗技术的具体应用
在通过反渗透膜进行海水淡化处理时,当反渗透膜经历了较长时间(3~6个月)的运行之后,其表面上通常会沉积着大量的污染物或附着物。在这样的情况下,通过传统物理冲洗法将很难使反渗透膜的性能恢复到标准状态,此时就需要采取化学清洗技术来进行反渗透膜清洗。具体清洗中,工作人员首先需要确定其清洗条件,然后对清洗中应用的化学药品以及清洗水质进行合理选择,再严格按照既定的清洗流程来实施化学清洗,最后做好其化学清洗效果的评估工作。以下是本次项目中的反渗透膜化学清洗技术应用措施。
2.1 清洗条件
根据反渗透系统实际应用要求,在海水淡化处理中,如果反渗透膜运行过程中存在下列情况,则建议实施相应的化学清洗处理:①在给水压力保持正常的情况下,若产水量较设计值低10%~15%,则需要进行化学清洗。②在校正温度后,如果给水压力提升10%~15%才能够使产水量维持正常,则需要进行化学清洗。③如果产水量下降了10%~15%,产水电导率升高了10%~15%,则建议进行化学清洗。④如果系统每一段之间的跨膜压差显著增加,数值达到0.25 MPa 以上,则建议进行化学清洗。
2.2 清洗药品与清洗水质
为使化学清洗效果达到最佳,具体清洗中,可将多种化学清洗剂组合使用。就目前的化学清洗而言,行业内较为常用的流程是,先通过低pH 酸性清洗液进行清洗,在除去了膜系统中的矿物类污染物之后,再通过高pH 清洗液进行清洗,使其上的有机物被去除。但是在一些特殊情况下,需要先实施高pH 清洗,从而将反渗透膜上的有机污染物或油类污染物去除,然后再实施低pH 清洗[2]。将洗涤剂加入一些清洗液中,可为有机碎片或生物垢物的去除提供更多便利。在此过程中,也可以将乙二胺四乙酸等螯合剂添加其中,从而为反渗透膜上的胶体、硫酸盐垢、微生物和有机物去除提供辅助。但是在具体的清洗药品选择中,一定要确保所选化学药剂和清洗方式与反渗透膜的实际污染情况相符合,以免造成污染恶化。
对于反渗透膜的清洗用水,如果用来对碱和酸等药品进行溶解,则可以选择反渗透系统中具有较低氯离子含量及氯盐的产水,若该系统中没有产水,也可以选择一些不含有游离态氯离子和铁离子,且不具备硬度的离子交换水,或直接选择水质指标更高的蒸馏水。
2.3 化学清洗过程
结合本系统的反渗透系统清洗经验,在采取化学清洗法对其实施清洗操作时,主要的技术流程包括以下几个步骤。
(1)用泵将配制好的清洗溶液送进膜壳压力容器,并进行一段时间的排放操作,或直接通过反渗透清洗水泵对系统进行低压冲洗,在此过程中需控制好冲洗时间。
(2)按实际需求在反渗透清洗水箱里配制出指定的清洗液,应用在其中的水一定要去除硬度,且不能含有余氯和过渡金属,根据实际要求调节好清洗液的pH 和温度[3]。
(3)通过清洗液对压力容器进行一定时间的循环冲洗。在初始的清洗时间段内,需要先将最初清洗产生的回流液排放掉,然后再让后续回流液进入水箱中,这样便可有效防止滞留在系统中的水将清洗液稀释或较多杂物污染清洗液。当反渗透装置接触到化学药剂之后,装置里的污染物将会发生相应的化学反应,在此作用下,大量的污染物将会被冲洗出来,对于此清洗液,也需要将其排放干净,防止其污染整体的清洗液。待到流出来的清洗液转变成浅色后,才可以实施循环清洗。
(4)关闭反渗透液清洗水泵,用清洗液浸泡所有的膜元件。为了让化学清洗液的温度保持恒定,可将循环流量适当降低。同时也可以按实际需求交替进行浸泡和循环清洗。在此过程中,需要严格按照制造商的建议来合理控制浸泡时间,并使清洗液的pH 及其温度保持在合理范围内。
(5)完成清洗之后,需要将清洗水箱中的化学清洗液排除,并对反渗透膜组件系统进行冲洗处理,然后用干净的产品水充满清洗水箱,从而为下一步冲洗做好准备,但是在该过程中,应根据实际要求做好时间控制。
(6)在反渗透系统冲洗完成后,应打开产品水排放阀,让反渗透系统进入运行状态,一直到产品水达到没有化学清洗剂或没有泡沫的完全清洁状态为止,此过程的处理时间也需要合理控制。表1为本次项目中的反渗透膜化学清洗时间控制情况。

表1 本次项目中的反渗透膜化学清洗时间控制情况
通过这样的方式,才可以让化学清洗技术在反渗透膜清洗中发挥出充分优势,以此来满足该电厂海水淡化处理中的反渗透膜系统清理需求。
2.4 清洗效果评估
在完成了化学清洗工作之后,需要对反渗透膜系统的具体清理效果作出科学评估。评估中,应根据该系统投运时的各项运行参数,使清洗之前与清洗之后的原水水质、回收率、进水pH 以及温度保持相同,然后对该系统在化学清洗前后的运行参数进行对比,并将清洗之后的运行参数与投运时的运行参数进行比较,以此来评估其清洗效果。本次项目中,主要的清洗效果评估方法包括以下几个方面。
(1)对反渗透膜进行膜通量(即单位膜面积在单位时间内通过的流体量)恢复情况进行评估,评估中,使清洗前后的运行条件保持完全相同,然后评估该系统运行过程中的实际产水量,看其是否恢复到了标准范围。
(2)对系统中的污染阻力下降做出评估,主要是评估该系统在进行化学清洗前后正常运行条件下的进水与浓水压差是否降低,并评估其是否恢复到了规定范围[4]。
(3)评估该系统的脱盐率,主要是对其产水中的电导率进行评估,看其能否恢复到规定指标。经整体评估发现,本次海水淡化处理项目中,应用的反渗透膜系统在通过上述化学清洗法进行清洗之后,各项评估结果均与规定的指标相符,反渗透系统可投入正常使用。
3 海水淡化反渗透膜化学清洗技术的主要优化措施
在通过化学清洗技术对海水淡化处理中的反渗透膜进行清洗时,要想使其清洗技术得到合理优化,研究者与工作人员需要将实际的项目概况及其反渗透膜化学清洗需求等作为依据,结合各方面因素的综合分析,为其制定出足够科学合理的化学清洗方案,同时应做好其化学清洗液pH 的测定与调节工作,使其中的化学清洗药剂保持充足,并加强其清洗循环时间和清洗液流量的控制。通过这样的方式,才可以进一步提升其化学清洗效果。以下是对本次项目中的反渗透膜系统化学清洗技术主要优化措施所进行的分析。
3.1 注重清洗方案的科学制定
经实践应用与分析发现,在通过化学清洗技术进行海水淡化处理中的反渗透膜清洗时,清洗方案的科学制定是实现此项技术与清洗效果进一步提升的重要措施。根据此要求,在此系统清洗中,研究人员主要将海水原水水质作为依据,结合反渗透系统中的过滤器杂质截留分析结果,与反渗透膜生产厂家、系统制造商以及化学清洗厂家等共同制定了一套合理的化学清洗方案。具体清洗中,决定将反渗透膜专用的非氧化性杀菌剂用作其化学清洗药剂,采取以下几个步骤来实施化学清洗:①酸洗循环;②碱洗循环;③化学清洗药剂循环清洗;④酸洗循环;⑤清水冲洗。通过这样的方式,不仅有效延长了反渗透膜的化学清洗周期,节约了清洗药剂用量和清洗成本,同时也显著提升了其化学清洗质量。
3.2 做好清洗过程中pH测定与调节
在反渗透膜系统的化学清洗过程中,pH 的合理调节也是优化清洗过程、提升清洗质量的关键措施。清洗中,反渗透膜上的污染物会逐渐将化学清洗药品消耗掉,这样便会使其pH 发生明显的变化。而随着化学清洗药品消耗量的增加,化学清洗液所具有的清洗效力则会逐渐降低。因此,在具体的化学清洗中,通过清洗液pH 变化情况的实时监测,便可准确判断出化学清洗药品的消耗情况;而化学清洗液pH 调节的主要方式便是适当添加化学清洗剂。这样便可让化学清洗液内的化学药品浓度始终保持在合理范围内,以此来保障反渗透膜系统的化学清洗效果。系统清洗中,根据实际情况与各方面因素的综合分析,最终决定将化学清洗液的pH 波动范围控制在0.5以内,清洗中安排专人对清洗液pH 进行实时监测,当发现其变化量超出标准值0.5时,就需要适当添加化学药品。同时,在进行清洗循环时,还需要采取加酸的方式将化学清洗液的pH 维持在弱酸条件下,这样才会对反渗透膜系统中的有机碎片和生物垢物等的去除更加有利。
3.3 做好清洗循环时间与流量控制
反渗透膜化学清洗中,化学清洗液温度控制在35℃左右为宜,实践证明,此温度下,清洗液活性最高,清洗效果最好。而经过以往的相关实践研究发现,清洗系统循环时间与清洗流量的控制,也对清洗效果有着决定性因素。基于此,本次项目中,研究者与工作人员特根据实际情况对其清洗循环时间及其流量加以控制。在各个循环过程中,主要的清洗循环方法大流程为:先循环5 min,再浸泡30 min,整体循环时间控制在3~4 h。在循环过程中,将化学清洗液的流量控制在450~520 m3/h,将单支反渗透膜化学清洗液的进口流量控制在5.5~9.1 m3/h。通过这样的方式,便可有效满足本次项目中的反渗透膜系统实际化学清洗需求,使清洗效率及清洗质量得以良好保障。
4 结束语
在目前的海水淡化处理中,反渗透膜处理是一项科学且先进的处理技术,该技术不仅具有较为简单的处理流程,且不会形成二次污染,具有良好的节能环保和经济性等优势。但是在反渗透膜系统的实际应用中,污染物沉积是最常见的一个问题。为有效解决这一问题,确保反渗透膜系统的海水淡化处理效果,就需要通过化学清洗技术来进行反渗透膜清洗。在此过程中,研究者和工作人员一定要明确此项技术的具体应用方法,结合实际情况与反渗透膜清洗需求,对化学清洗方案加以科学制定,并做好各项条件与参数的控制。通过这样的方式,才可以有效确保反渗透膜系统的化学清洗效率及其清洗质量,满足实际运行需求,让海水淡化处理工作效果得到良好保障。
猜你喜欢
中国医学工程(2023年11期)2023-11-30
云南化工(2021年8期)2021-12-21
能源工程(2021年5期)2021-11-20
供水技术(2021年3期)2021-08-13
山东工业技术(2016年15期)2016-12-01
海峡科技与产业(2016年3期)2016-05-17
当代化工研究(2016年7期)2016-03-20
长江大学学报(自科版)(2015年19期)2015-12-04
机电信息(2015年6期)2015-02-27
河南科技(2014年15期)2014-02-27