
基于多元线性回归的烘丝出口水分影响因素的研究
2023-06-21 06:06:40王世旭曹林海陈卓骥朱科侦
农产品加工 2023年9期
梅 芳,王世旭, 曹林海,陈卓骥,朱科侦,王 巍
(湖北中烟工业有限责任公司,湖北武汉 430000)
烘丝工序是制丝线上的关键工序,有研究表明,可以通过不断优化烘丝工序关键工艺参数的方式和调控模式,平衡湿热处理强度,进而达到稳定烘丝出口水分,并兼顾叶丝的内在卷烟品质和物理感官品质,是现阶段烘丝工序工艺研究的重要方向[1]。
1 工作原理
滚筒式烘丝机工作原理:烟丝经过加温加湿后由振动输送机送入烘丝筒内,热风系统按一定比例设置分为两路流向,一路热风从进料端顶部输送到筒内,与烟丝形成顺向流动并与烟丝充分接触,实现热气流的排潮干燥,后续流至出料端顶部的排潮口排出;另一路热风由进料端送入筒内,对烟丝直接进行预热处理[4]。烟丝在圆形空间内通过炒料板的作用不断翻滚下落,同时与筒体加热管板及热风充分接触,达到干燥水分的目的,并从出料端排出。
烘丝机工作原理图见图1,烘丝机运行工艺参数见表1。

表1 烘丝机运行工艺参数
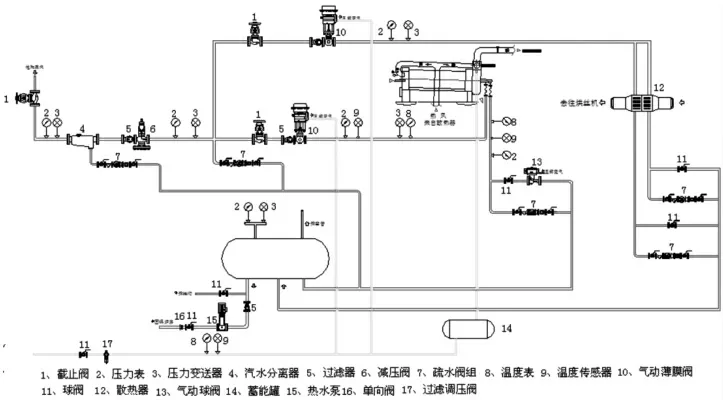
图1 烘丝机工作原理图
在武汉卷烟厂KA2 类卷烟工艺运行参数下,稳定筒壁温度的同时,如何合适地调整热风风速,以达到稳定烘丝出口水分的目的,对卷烟产品质量均质化有着至关重要的作用。
2 多元线性回归分析
2.1 初步构建回归方程
依托MES[5]系统(Manufacturing Execution System,制造企业生产过程执行系统),选取某牌号30 个批次的烘丝工序生产过程工艺运行参数:HT 入口烟丝含水率、出口叶丝含水率、HT 蒸汽压力、筒壁温度、热风风速、排潮负压(见表2),进行多元线性回归分析,利用Minitab 软件通过数据分析初步构建回归方程:出口叶丝水分=13.6+0.476HT 入口含水率- 2.67 热风风速- 0.074 4 筒壁温度+ 7.21HT 蒸汽压力- 0.004 79 排潮负压。

表2 30 批次烘丝机运行参数数据
验证出口叶丝含水率与HT 入口烟丝含水率、热风风速、HT 蒸汽压力、筒壁温度、排潮负压之间是否有相关性。
30 批次烘丝机运行参数数据见表2,Minitab 软件运行得出的回归方程及残差图见图2。
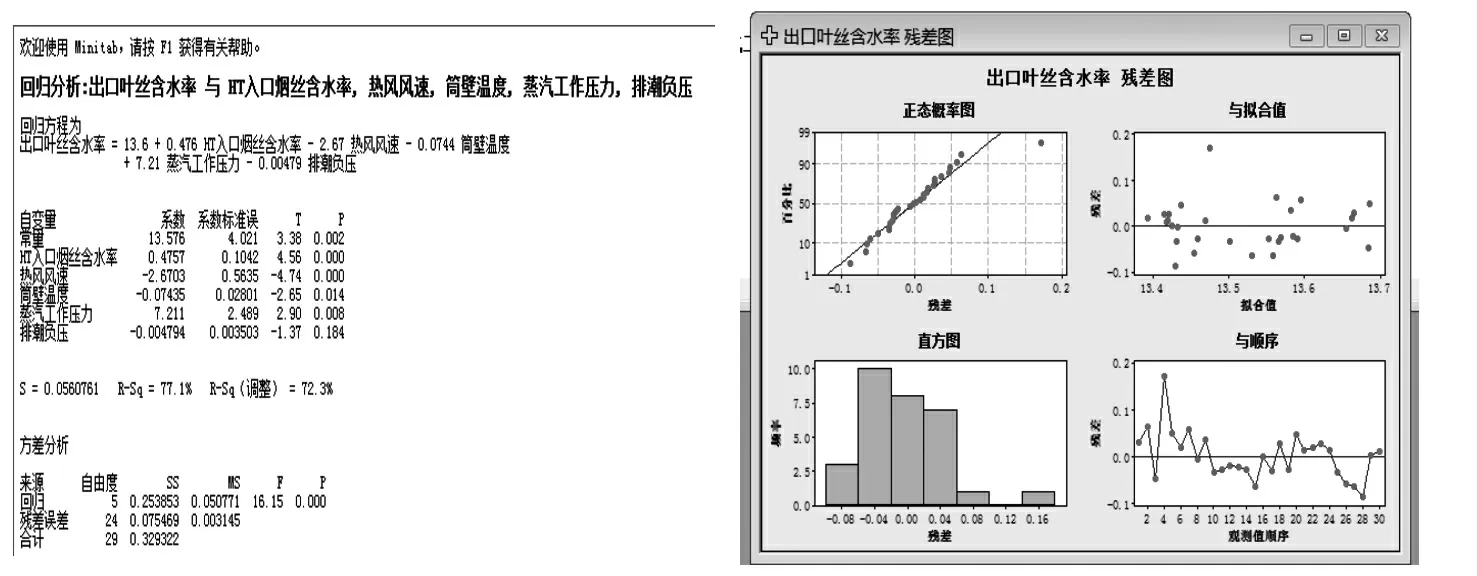
图2 Minitab 软件运行得出的回归方程及残差图
从图2 中可得出以下结论:
(1) 结合ANOVA 表分析回归方程总的显著性检验结果,由于p 值=0.002 <α =0.05,表明在显著显著性水分α=0.05 下,线性回归方程总效果是显著的。
(2) 回归模型显著性的度量指标:从R-Sq=77.1%,R-Sq(调整)=72.3%来看,二者很接近,S=0.056 076 1。
(3) 各个参数回归系数的显著性检验,从回归系数检验来看,自变量HT 入口烟丝含水率、出口叶丝含水率、HT 蒸汽压力、薄板温度、热风风速p 值均小于α=0.05,故这4 个因子均为显著因子;自变量排潮负压的p 值= 0.184 >α= 0.05,效应不显著,说明该因子不显著。
(4) 进行残差分析。通过图2 的四合一残差图,均显示正常。
经过以上分析,设定的线性回归模型是可以接受的,只是从方程中删除不显著变量“排潮负压”。
2.2 修正回归方程模型
Minitab 软件运行得出的回归方程及残差图见图3。

图3 Minitab 软件运行得出的回归方程及残差图
删除自变量排潮负压,修正模型(见图3),可以得出HT 入口烟丝含水率、出口叶丝含水率、HT蒸汽压力、筒壁温度、热风风速的回归方程为:出口叶丝水= 12.4 + 0.501HT 入口含水率- 2.97 热风风速- 0.063 筒壁温度+ 6.14HT 蒸汽压力。
从图3 中可得出以下结论:
(1) 结合ANOVA 表分析回归方程总的显著性检验结果,由于p 值= 0 <α = 0.05,表明在显著性水分α=0.05 下,线性回归方程总效果是显著的。
(2) 回归模型显著性的度量指标:从R-Sq=71.8%,R-Sq(调整) = 67.3%,模型可以,从S=0.060 9 比较小,可以容忍。
(3) 各个参数回归系数的显著性检验,从回归系数检验来看,p 值均小于α=0.05,效应显著,说明因子均显著。
(4) 进行残差分析。通过图3 的四合一残差图,均显示正常,
经过以上分析,认定的线性回归模型是可以接受的,认定修正后的模型为:出口叶丝水= 12.4 +0.501HT 入口含水率- 2.97 热风风速- 0.063 筒壁温度+ 6.14HT 蒸汽压力。
3 应用效果
在实际生产过程中,HT 蒸汽压力保持0.15 MPa和筒壁温度维持135 ℃不变时,当HT 入口烟丝含水率在18.4%~19.0%波动时,对照热风风速稳定实际值和预测热风风速值可看出,预测热风风速平均差值为0.006。
烘丝机热风风速对比见表3。
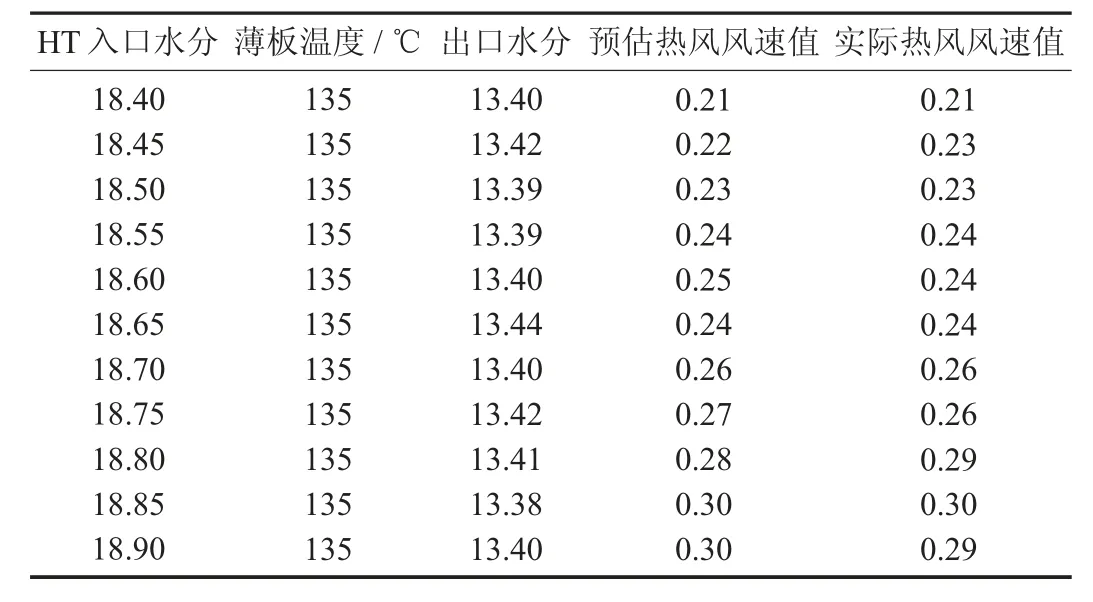
表3 烘丝机热风风速对比
由表3 可知,此回归方程模型可以有效指导烘丝工序实际生产过程中及批次间,HT 入口水分变化时对应热风风速的调整。
猜你喜欢
湖北畜牧兽医(2023年6期)2023-10-30 03:06:46
价值工程(2019年21期)2019-09-08 15:54:39
设备管理与维修(2019年1期)2019-02-22 05:19:20
科技与创新(2018年23期)2018-12-18 10:26:52
消费导刊(2018年8期)2018-05-25 13:19:42
山西青年(2017年24期)2017-12-22 09:13:22
环球市场(2016年16期)2016-11-29 05:06:48
山东工业技术(2016年7期)2016-04-08 16:41:45
中国科技纵横(2015年24期)2016-01-21 19:44:47
河南科技(2014年24期)2014-02-27 14:19:42
