
烘丝机筒壁温度异常波动原因分析及解决措施
2019-02-22 05:19:20刘兴乐霍建松王林枝
设备管理与维修 2019年1期
林 敏,刘兴乐,温 延,张 亮,霍建松,王林枝
(湖北中烟工业有限责任公司武汉卷烟厂,湖北武汉 430051)
0 引言
烘叶丝工序是卷烟生产制丝过程中的关键工序,叶丝在烘丝机干燥过程中,通过筒壁温度和热风干燥去湿,使叶丝充分松散,并产生一定卷曲,增加叶丝的填充能力,此外,随着叶丝含水量的不断蒸发,叶丝中部分的杂气和挥发性烟碱也随之除去,有利于改善叶丝感官质量,提升烟丝的内在质量。在生产过程中,烘丝机筒壁温度多次出现周期性波动情况,影响了整个设备的稳定运行。
1 设备及故障情况
烘丝机根据结构不同,主要分为滚筒式烘丝机和气流式烘丝机。相比于气流式烘丝机,滚筒式烘丝机在干燥叶丝时筒壁温度较低,在 130 ℃左右,烘丝时间较长,一般为(8~10)min,烘后含水率均匀稳定,能较好地保持烟草本香而在制丝线上得到广泛应用。
由于烘丝机筒壁温度依靠夹层中约0.2 MPa的蒸汽进行加热,因此蒸汽系统和疏水系统的运行状态直接影响筒壁温度的状态。在生产过程中,烘丝机筒壁温度多次出现周期性波动情况,而且波动幅度较大,最大波幅接近5℃(图1)。
2 故障原因分析
采用排除法,逐项列举所有可能原因,通过调查分析、现场验证和试验分析等方法逐一排查(表1)。
2.1 输水管管径的影响
输水管内径的大小直接影响着薄板内冷凝水的排放。为验证其影响效果,在旋转接头本身结构允许的基础上,采用成型管材内径镗孔加工的办法,加工3种内径为22.5 mm,23.5 mm和24.5 mm的输水管,安装后在生产中观察不同内径对筒壁温度的影响(图2)。由图2知,当输水管内径由22.5 mm增大到24.5 mm后,筒壁温度波动范围约缩小0.3℃。
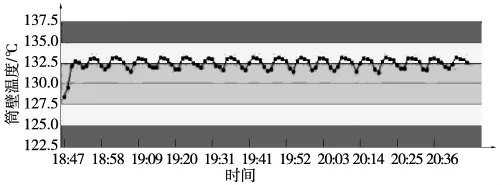
图1 筒壁温度周期性异常波动情况(1月14日)
2.2 疏水阀疏水能力的影响
根据斯派莎克浮球式蒸汽疏水阀排量图表,在原装疏水管路的基础上,安装DN40 mm、疏水压差分别为1 MPa和450 kPa的疏水阀芯,二者疏水能力在前后压差200 kPa时分别为3000 kg/h与4800 kg/h。观察其对筒壁温度波动的影响,可知疏水能力从3000 kg/h提升到4800 kg/h后,筒壁温度波动范围从4.6℃下降到4.2℃左右,降低8.7%(图3)。
通过上述分析认为,蒸汽系统管路是否畅通对筒壁温度周期性波动影响较大,疏水系统密封效果和疏水能力也影响筒壁温度的稳定性。最终确定,烘丝机筒壁温度周期性异常波动的原因是总蒸汽过滤器过滤网堵塞、薄板蒸汽过滤器过滤网堵塞、旋转接头密封失效、输水管管径和疏水阀疏水能力。

表1 可能原因分析
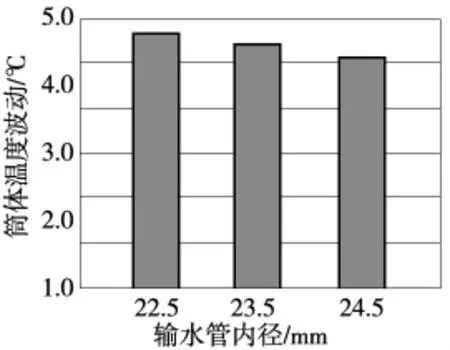
图2 输水管管径与筒壁温度波动的关系
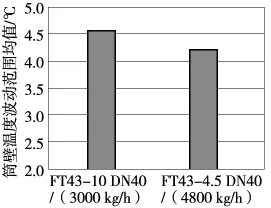
图3 疏水阀疏水能力与筒壁温度波动的关系
3 采取措施
3.1 加强维护强度
当过滤器内杂物较多时,会导致供汽不足,影响蒸汽输送。这种情况下,疏水过程中就会出现薄板内失压的情况,筒壁温度也就随着疏水过程出现波动。由于位置比较难以进入,所以要重点关注,加强维护强度。要求每天点巡查,每周清理1次过滤器。

图4 清洁过滤器
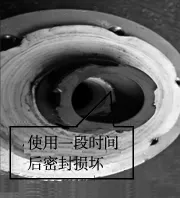
图5 使用四氟盘根围加强密封

图6 更换疏水阀芯

图7 采取措施后的筒壁温度(8月4日)
3.2 加强密封效果
将四氟盘根围成圆环压入压紧套。四氟盘根由纯PTFE(Poly tetra fluoroethylene,聚四氟乙烯)纤维经编织而成,不经PTFE乳液及润滑油脂处理。因由实心编织而具有柔韧可调性,所以与轴能很好地配合,有卓越的耐腐蚀性能和密封性能。
3.3 增强疏水能力
在与设备制造厂商沟通交流后,选用24.5 mm的输水管,安装DN40,疏水压差450 kPa的疏水阀芯。
3.4 成立烘丝机专项维保小组
专项维保小组由操作人员、维保技术人员、工艺技术人员和设备技术人员组成,对烘丝机日常运行、维护跟踪生产观察。
4 结语
根据烘丝机筒壁温度实际运行工况,从蒸汽系统、疏水系统和计量设备等方面分析故障原因。采取加强维护强度、密封效果、疏水能力、成立烘丝机维保小组等措施后,跟踪烘丝机筒壁温度的波动情况。由图7可知,筒壁温度稳定在(130±0.5)℃,为烟丝的内在质量及产品的稳定性提供了保障。
猜你喜欢
烟草科技(2022年11期)2022-12-20 05:58:40
工程技术研究(2021年1期)2021-03-20 08:10:50
烟草科技(2019年11期)2019-12-13 06:23:26
价值工程(2019年21期)2019-09-08 15:54:39
科技与创新(2018年23期)2018-12-18 10:26:52
昭通学院学报(2018年5期)2018-12-06 03:00:12
山西青年(2017年24期)2017-12-22 09:13:22
环球市场(2016年16期)2016-11-29 05:06:48
山东工业技术(2016年7期)2016-04-08 16:41:45
中国科技纵横(2015年24期)2016-01-21 19:44:47
