
发动机液氧冷却导管断裂失效分析
2023-06-19 01:51宋亚轻周丽兵
导弹与航天运载技术 2023年2期
宋亚轻,周丽兵,王 柯,王 婷,王 振
发动机液氧冷却导管断裂失效分析
宋亚轻1,周丽兵2,王 柯1,王 婷1,王 振1
(1. 西安航天动力研究所,西安,710100;2. 航天推进技术研究院,西安,710025)
发动机连续地面长程试车过程中,1根Ф11mm×1.5mm的液氧冷却导管断裂,断口位于焊缝热影响区,焊缝断口形貌显示为疲劳断裂。通过晶相分析、动力学仿真、疲劳试验和微观形貌分析,断裂主要原因为导管焊缝背面余高呈现较大散差、焊缝热影响区应力集中,导致寿命裕度降低、在发动机长时间工作条件下疲劳开裂。通过控制焊接余高和改为自动焊接工艺,可提高导管疲劳寿命。导管疲劳试验和地面试车验证了改进方法的有效性。
液氧煤油发动机;导管;断裂;失效分析
0 引 言
导管是液体火箭发动机极为重要的总装组件,将推力室、涡轮泵和阀门等各功能元件连接为一个有机整体,主要作用是传输工作介质。导管一旦出现破裂或断裂,将直接影响发动机正常工作,严重时将导致试车失败或飞行失利。
导管的抗振性和可靠性一直是航空航天领域研究的重点,尤其处于恶劣的工作环境,如高温、低温、高压、矢量摇摆、强振动等条件。航空发动机对导管断裂现象的分析案例较多[1-3]。液体火箭发动机在早期研制过程中也出现过导管断裂情况,经失效分析,采取加强接头刚度、提高管体柔性、主振源错频管理等措施,使问题得以解决。120吨级液氧煤油发动机积累的地面研制试车子样表明,其导管工作寿命不低于1000 s(5倍额定工作时间),最长样本达2000 s以上。
然而,在近期一次地面试车过程中,为发动机单独生产配套的预压泵液氧冷却导管在工作603 s时破裂,导管疲劳寿命未达预期。通过分析断口特点、晶相检测、仿真和疲劳试验,判断导管断裂原因,揭示了损伤机理,提出针对性改进措施,拓展和完善了导管断裂失效分析方法,为相关专业解决类似问题提供了新思路。
1 失效导管介绍
失效导管规格为Ф11 mm×1.5 mm、长度为510 mm,导管材料为不锈钢,接头材料为S-03钢,工作介质为液氧,工作压力约24 MPa,入口连接主涡轮泵,出口连接氧预压泵(见图1)。
本台发动机第1次试车500 s正常关机,试后导管外观和气密检查正常;第2次试车起动正常,从录像观察,至103 s液氧泄漏,导管出现穿透性裂纹,166 s氧预压泵附近出现大量液氧,导管完全断裂,至292 s下达关机指令。试后检查发现导管出口接头完全断裂,断口位置在焊缝融合线(见图2)。
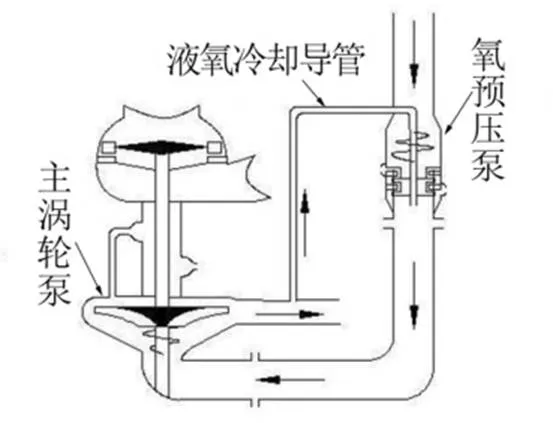
图1 发动机液氧系统示意

图2 导管断裂部位示意
由于导管长度较短,中间未设卡箍固定。导管原材料和接头材料正确,力学性能合格。手工氩弧焊一次焊接完成,焊接参数和焊丝牌号正确,焊后射线检查和试压合格,焊缝无补焊无缺陷。装配过程受控,工艺状态无变化。
发动机进入工程研制阶段后,导管结构未发生变化,经过200多次试车考核,上百台飞行产品验证,期间经历高低工况、长程试车、矢量摇摆和极限边界条件试车,未出现过泄漏。
对两次试车发动机工作过程中缓变参数和速变参数进行了分析。缓变参数显示发动机两次试车过程,推力、流量和涡轮泵转速正常。导管两端连接的主泵和预压泵,起动冲击、稳态振动、压力脉动和位移等速变参数与以往一致,趋于历史平均水平。
本次试车断裂的液氧冷却导管,与以往工作时长相比,寿命裕度有所下降。
2 断口形貌
2.1 宏观分析
断口分析是断裂失效分析的主要内容之一,也是明晰机理最重要的信息来源。断裂位置位于接头一侧的熔合线位置(见图3);断口附近未见明显的塑性变形和机械损伤痕迹;导管出口侧接头焊缝位置未见异常。

图3 断口宏观形貌
2.2 微观分析
从整个断口形貌特征判断,首先开裂区位于接头装配面正上方,穿透壁厚的裂纹源区位于焊缝熔合线的外表面,该区域断口平坦,呈磨损疲劳形貌,未见材料缺陷,如图4所示。

图4 源区微观形貌
裂纹从首先开裂区域向两侧扩展,扩展裂纹断口起源于内表面,为线源起裂,可见明显的疲劳条带形貌,如图5所示。

图5 扩展区微观形貌
终断区位于首先开裂区域约120°对称位置,呈韧窝形貌,如图6所示。以上形貌特征表明导管的开裂模式为单向弯曲疲劳断裂,裂纹从疲劳源区起始经扩展,最后在左上部的区域瞬断。

图6 终断区微观形貌
断面未见材料缺陷,接头所用材料及状态未见异常,焊缝形态及组织未见异常。
对导管及接头进行能谱分析,结果表明导管和接头所用材料主合金元素及含量符合材料要求,熔合线及附近热影响区域硬度比本体低,与焊缝中心区域硬度基本相当。
3 问题定位
疲劳断裂是发动机导管的主要失效形式,本节将从影响导管疲劳寿命的因素出发,从共振、导管直线段长度、安装应力和焊接余高4个方面进行分析。
3.1 共振影响分析
发动机结构复杂、振动大,若导管的固有频率与发动机的某激振固有频率相同或接近,发生耦合,导管振动应力增加,会造成其工作寿命缩短[4]。
制作与失效导管结构、直线段和走向相同的试验件,两端固定进行模态试验,沿导管走向设置10个振动传感器,导管前两阶振型如图7所示。
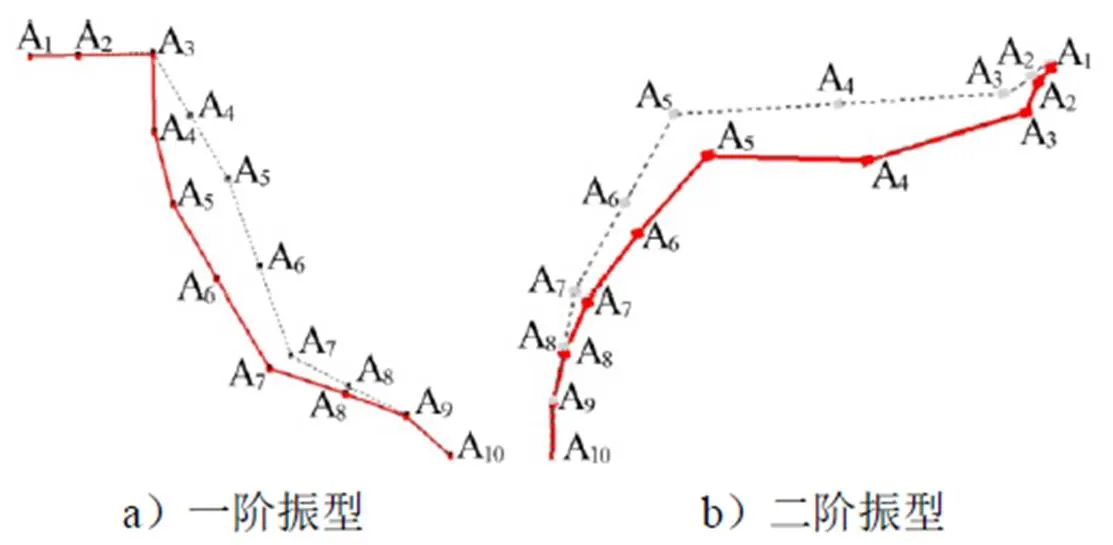
A1~A10—振动传感器位置;
获得导管前九阶振型,见表1。
表1 导管模态和试车突频对比
Tab.1 Comparison of pipe mode and ground test spurt frequency
模态振型模态试验Hz干态仿真Hz湿态仿真Hz试车突频Hz 第1阶XY平面一弯191.6193181.3— 第2阶XZ平面一弯304.7318299.8— 第3阶XZ平面二弯434.9460433.6— 第4阶XY平面二弯631.3660620.6— 第5阶XZ平面三弯872.5846795.5894 第8阶—1352.113311252.6— 第9阶—1885.718051690.21752
导管工作状态为高压、低温且内腔充填液氧,为获得更接近真实工作状态时的导管固有频率,建立干态导管动力学模型,调整到与模态试验结果误差5%以内,附加液氧和低温工作环境下湿态模型,计算得出前九阶模态。试验和仿真对比,2000 Hz内导管湿态主要频率与试车频谱突频未发现耦合(见表1),因此导管在工作过程中不会与发动机发生共振。
3.2 直线段长度影响分析
导管两端直线段长度过短会增加装配应力,对导管断裂具有促进作用[5]。测量10台同型发动机对应导管的直线段长度,结果列于表2。所有导管的直线段满足要求,但失效件出口直线段长度为最小(表2中发动机序号为2021B704),导管出口直线段23 mm,入口直线段41 mm,满足不小于15 mm的直线段要求。
表2 导管制品直线段长度统计
Tab.2 Length statistics of straight line section of conduit products
序号发动机序号入口直线段/mm出口直线段/mm 12021A8065525 22021A7084035 32021A7094540 42021A8014040 52021A8004040 62021B7056040 72021B7035540 82021B7026050 92021B7012543 102021B700—38 112021B7044123
针对不同长度直线段,建立液氧工作环境,内压24 MPa动力学模型。取试车时轴向振动测试数据(见图8)作为输入,计算结果(见表3)显示,不同直线段导管应力均处于较低水平。通常随机振动疲劳分析采用2倍的RMS应力,将导管内压静强度计算结果作为疲劳分析时的平均应力修正后,得出冷却导管疲劳强度安全系数较高,满足疲劳强度不小于1.4设计要求。
表3 不同直线段长度导管疲劳仿真
Tab.3 Fatigue simulation of pipe with different phase length
序号导管出口直线段/mmRMS应力/MPa疲劳安全系数 11540.708.5 22356.806.1 33047.257.3 45044.307.8

图8 随机振动RMS应力分析结果
3.3 装配应力影响分析
按较恶劣装配过程考虑,假定导管在安装时存在2 mm强迫位移,位移沿断裂方向。静强度仿真结果显示:导管在2 mm轴向强迫位移安装状态静应力升高至283 MPa,仍远小于接头材料的屈服强度。
随后进行了导管动强度仿真,0.5~2 mm不同强迫位移条件下,导管随机振动疲劳仿真结果显示:随着强迫安装位移数值的增大,各冷却管结构疲劳安全系数均有所降低,但降幅不明显,均满足疲劳设计要求,在正常试车与飞行条件下不会发生疲劳破坏。
表4 不同强迫位移疲劳安全系数
Tab.4 Fatigue safety coefficient of different forced displacement
序号强迫位移mm冷却管出口直线段长度/mm 15233050 108.56.1 7.3 7.8 20.58.36.07.27.6 31.08.05.76.97.4 42.07.35.26.36.7
3.4 焊缝余高影响分析
焊接结构的疲劳强度在很大程度上取决于构件应力集中情况。对于有余高的焊件,余高的高度是影响接头疲劳强度的主要原因之一[6-7]。按焊接标准QJ2865A-2014《导管焊接技术条件》,Ф11 mm×1.5 mm不锈钢导管背面焊接余高要求不大于1 mm(见图9)。

图9 不锈钢导管焊接余高
按手工氩弧焊工艺参数焊接试验件,试验件余高满足标准要求,射线检查和试压合格。将样件折弯且在发动机协调试装。
将试验件固定在转接工装上,工装固定在振动试验台,截取发动机氧预压泵稳态工况40~90 s轴向振动响应数据,转换为20~2000 Hz的功率谱密度(见图10),作为振动加载试验条件。

图10 导管出口振动PSD 频谱(20~2000 Hz)
疲劳试验后进行剖切,焊接余高统计结果见表5。与其他试验件焊缝相比,失效件焊缝余高最高,接近标准合格上限。
表5 疲劳试验结果和焊缝余高统计
Tab.5 Statistics of farigue test results and weld residual height
序号试验件序号断裂时长/s焊缝余高/mm备注 1失效件6030.97试车 217#7300.85疲劳试验 320#8540.94疲劳试验 42#>25000.52疲劳试验 53#>25000.79疲劳试验 65#>25000.56疲劳试验 78#>25000.74疲劳试验 815#>25000.77疲劳试验 919#>25000.74疲劳试验
3.5 分析与讨论
经试车数据分析、生产质量追溯、仿真分析、疲劳试验,认为发动机液氧冷却导管失效原因为:管路接头对接焊缝余高处于工艺合格上限,局部应力集中,经603 s长时间试车,在发动机工作环境条件下导致疲劳开裂,管路焊接接头疲劳寿命裕度偏低(低于1000 s)。
由于焊缝余高接近工艺合格上限,结构疲劳寿命降低,发动机工作603 s后,应力集中区产生穿透性裂纹,形成液氧初始泄漏通道,裂纹在振动环境下向萌生区两侧快速发生疲劳扩展,最终汇集于首先开裂区约120°对称位置,导管断裂成两个部分,造成泄漏。
4 改进措施和有效性验证
4.1 改进措施
为地面试车发动机单独生产配套的预压泵液氧冷却导管,导管焊缝背面余高呈现较大散差,焊接余高接近合格上限,疲劳寿命最低,仍为额定工作时间的3倍。
考虑产品状态的继承性和生产质量的稳定性,提出两个改进措施。
a)改进焊接芯棒和检查工装,将焊接余高控制要求由标准要求0~1.0 mm加严为0~0.8 mm,且焊后不得通过打磨的方式使焊高满足要求;不允许补焊,若焊后表面检查或X光显示存在焊接缺陷,按不合格品处理。该措施产品状态继承性好,但是对焊工技术要求高,导管合格率相对降低。
b)将导管焊缝焊接工艺由手工氩弧焊接改为脉冲全位置自动管焊,实现焊接过程精细化控制,提高焊接一致性,避免焊工技艺、施焊状态等不可量化因素对焊缝质量的影响。焊接试验显示,自动焊焊缝余高可控制在0.3~0.4 mm,可大大改善余高在焊趾处的应力集中。该措施通过工艺改进,降低导管焊缝余高,提高疲劳裕度,生产质量稳定,导管合格率高。
4.2 有效性验证
焊接余高控制措施的有效性在第3.4节对比试验中已验证,导管疲劳寿命得到有效提升。
制备了3件导管自动焊接试验件,以两件手工焊批产导管作为对照,进行了疲劳寿命试验。为得到较好的对比效果,将试验台输入的振动量级调整为试车量级的2倍。导管试验结果见表6。同等振动条件下,自动焊导管疲劳寿命提高20倍,改进效果明显。自动焊状态导管搭载3台5次共2000 s长程试车考核,工作可靠性得到有效验证。
表6 自动焊导管疲劳试验结果
Tab.6 Fatigue test results of automatic welding conduit
序号试验件序号试验件状态断裂时长/s应变/με备注 11#手工焊185645疲劳试验 22#手工焊186556疲劳试验 3J3-1#自动焊≥3600721疲劳试验 4J3-2#自动焊≥3600500疲劳试验 5J3-3#自动焊3292604疲劳试验
5 结 论
通过此次研究得到以下结论:
a)手工焊对接焊缝余高散差较大,单独生产的1根液氧冷却导管焊缝余高处于合格上限,存在局部应力集中,寿命裕度降低,在多倍发动机额定工作时间后出现疲劳失效;
b)控制焊接余高,将最大背面余高1.0 mm加严为不大于0.8 mm,可有效降低焊趾部位的残余应力,提升导管疲劳寿命裕度;
c)与手工焊相比,自动焊焊缝余高低,热影响区过渡平缓,批量生产导管一致性好,可实现焊接过程精细化控制,有效解决批量生产过程中的个体差异问题。
[1] 王志宏, 李智锋. 发动机燃油供油导管开裂分析[J]. 失效分析与预防, 2020, 15(4): 243-247.
WANG Zhihong, LI Zhifeng. Crack analysis of supplying fuel pipe for aircraft engine[J]. Failure Analysis and Prevention, 2020, 15(4): 243-247.
[2] 周杨娜, 王国鹏. 发动机燃油导管裂纹失效分析[J]. 科技创新与应用, 2016(22): 143.
ZHOU Yangna, WANG Guopeng. Failure analysis of cracks in engine fuel pipe[J]. Technological Innovation and Application, 2016(22): 143.
[3] 傅国如, 陈荣, 吕凤军, 等. 发动机燃油供油导管断裂失效分析[J]. 失效分析与预防, 2007, 2 (1): 29-33.
FU Guoru, CHEN Rong, Lyu Fengjun, et al. Fracture failure analysis of a fuel pipe in an aero-engines[J]. Failure Analysis and Prevention, 2007, 2(1): 29-33.
[4] 刘克鹏, 史强. 飞机液压源导管振动改进研究[J]. 内燃机与配件, 2019(1): 70-71.
LIU Kepeng,SHI Qiang. Research on improving vibration of aircraft hydraulic source conduit[J]. Internal combustion engine and accessories, 2019(1): 70-71.
[5] 林文钦, 胡成江, 朱丽, 等. 燃油测压导管断裂分析[J]. 失效分析与预防, 2018, 13(5): 288-292.
LIN Wenqin, Hu Chengjiang, ZHU Li, et al. Fracture analysis of fule pipe for measuring pressure[J]. Failure Analysis and Prevention, 2018, 13(5): 288-292.
[6] 吕晓春, 张志毅, 李爱民. 焊缝余高对焊接接头疲劳强度的影响[J]. 化学计量分析, 2011, 20(S1): 62-65.
LU Xiaochun, ZHANG Zhiyi, LI Aimin. Influence of pile high on fatigue strength of welding joint[J]. Chemical Analysis and Meterage, 2011, 20(S1): 62-65.
[7] 王 润, 侯振国, 钮旭晶, 等. 焊缝余高对6082铝合金焊接接头疲劳性能的影响[J]. 焊接技术, 2013, 42 (10): 35-37.
WANG Run, HOU Zhenguo, NIU Xujing, et al. Effect of weld reinforcement on fatigue performance of 6082 aluminum alloy welded joints[J] .Welding Technology, 2013, 42(10): 35-37.
Fracture Failure Analysis of A Liquid Oxygen Cooling Pipe for Engine
SONG Yaqing1, ZHOU Libing2, WANG Ke1, WANG Ting1, WANG Zhen1
(1. Xi′an Aerospace Propulsion Institute, Xi′an, 710100; 2. Academy of Aerospace Propulsion Technology, Xi′an, 710025)
A Pipe of Ф11mm×1.5mm specification for liquid oxygen cooling fractures during LOX/Kerosene engine ground hot-fire test. The fracture is located in the weld heat-affected zone. Through crystal phase analysis, dynamic simulation, fatigue test and microstructure analysis, the main reason of fracture is that the residual height on the back of the pipe weld shows a large divergence. The stress concentration in the heat affected zone of weld leads to the decrease of life margin. Fatigue crack occurs in engine long working conditions. The fatigue life of the pipe can be improved though control welding residual height and automatic welding process. The effectiveness of the improvement measures are verified in the fatigue life test and ground test.
LOX/Kerosene engine; pipe; fracture; failure analysis
2097-1974(2023)02-0031-05
10.7654/j.issn.2097-1974.20230207
V431
A
2023-02-10;
2023-03-31
宋亚轻(1986-),男,高级工程师,主要研究方向为液体火箭发动机总体技术。
周丽兵(1982-),男,高级工程师,主要研究方向为液体火箭发动机管理技术。
王 柯(1987-),男,高级工程师,主要研究方向为液体火箭发动机总体技术。
王 婷(1986-),女,高级工程师,主要研究方向为液体火箭发动机力学试验技术。
王 振(1984-),男,博士,高级工程师,主要研究方向为液体火箭发动机力学仿真技术。
猜你喜欢
导弹与航天运载技术(2022年2期)2022-05-09
导弹与航天运载技术(2022年2期)2022-05-09
军民两用技术与产品(2021年10期)2021-03-16
铁路通信信号工程技术(2019年6期)2019-01-17
经营者·汽车商业评论(2016年12期)2017-03-08
材料科学与工程学报(2016年4期)2017-01-15
太空探索(2016年9期)2016-07-12
中国医学装备(2015年10期)2015-12-29
中国光学(2015年1期)2015-06-06
发明与创新(2015年37期)2015-02-27
