
Cr 元素对Fe-B 堆焊合金的金相组织与性能的影响
2023-06-05 08:20:12韦茹涵韩明臻刘奇聪
材料保护 2023年5期
韦茹涵,韩明臻,井 瑞,刘奇聪
(1.佳木斯大学材料科学与工程学院,黑龙江 佳木斯 154007 ;2.山东大学材料学院,山东 济南 250012)
0 前 言
磨损、腐蚀、断裂是3 种主要的材料失效的形式[1],磨损所带来的失效已经严重影响了国民经济发展[2]。我国硼资源丰富,硼常在钢铁生产中作为添加合金[3]。Fe-B 堆焊合金的耐磨性能好,被广泛应用于磨料磨损领域,但当硼含量过高时,往往会在显著提高Fe-B 堆焊合金的耐磨性的同时牺牲部分韧性,在Fe-B堆焊合金内部引发微观裂纹[4,5],这严重阻碍了Fe-B堆焊合金的应用与发展。如何在保证Fe-B 堆焊合金的耐磨性的同时抑制裂纹的产生,仍然是焊接领域所重点关注的焦点问题之一。勾俊峰[1]研究发现,添加少量铬元素能改善Fe-B 堆焊合金的韧性。Fe-B-Cr 合金具有优良的耐磨性能,同时可解决部分Fe-B 堆焊合金的脆性问题,以高硬度、高耐磨性的硼化物作为耐磨骨架,可做到高效率、低成本[6]。为此,本工作采用等离子喷焊技术,以含5%(质量分数)硼的铁基作为基础成分,探讨Cr 元素对Fe-5B 系堆焊合金的组织结构和力学性能的影响。
1 试验材料及方法
1.1 制备试样
基体材料为Q235 低碳钢钢板,尺寸为150 mm×100 mm×10 mm,Q235 钢的化学成分如表1 所示。
堆焊材料的制备采用不同Cr 含量的Fe-B-Cr 系合金粉末(即还原铁粉、硼铁粉和铬铁粉),并添加少量的硅铁粉、钛铁粉和低碳锰铁粉(合金粉末的化学成分见表2),将合金粉末进行联合脱氧、脱硫,以防止堆焊层产生气孔。为使堆焊层具有一定的深宽比,每组合金粉末配制200 g,等离子堆焊合金粉末设计见表3。

表3 等离子堆焊合金粉末设计(质量分数) %Table 3 Design of plasma surfacing alloy powder (mass fraction) %
1.2 试验方法
试验采用PTA-BX-400A 型等离子喷焊机,试验前对Q235 钢板表面进行打磨,并做除油除锈处理,使其表面露出金属光泽,在Q235 钢板上堆焊4 层,厚度6~7 mm,以保证母材对焊缝的稀释率为最低。采用单层单道堆积形式,每一层焊完后利用角磨机打磨,防止焊缝层之间因出现夹杂而影响焊缝质量。在焊接开始时,焊接热量难以达到基体与合金粉末的熔点,不能发生冶金结合,使得堆焊层前端较堆焊层后端窄而薄。针对上述问题,将焊接电流由120 A 调至130 A,打磨钨极,调整钨极的伸出长度,考虑到Fe-B-Cr 合金粉末的存放条件,将合金粉末重新过筛烘干。经处理,Fe-B-Cr合金粉末的熔覆性获得较大改善。焊接工艺参数如表4。

表4 焊接工艺参数Table 4 Parameters of welding process
堆焊结束后,采用电火花线切割对焊后Q235 钢板进行切割,制作尺寸为10 mm×10 mm×12 mm 的堆焊试样。采用80,120,240,600,800,1 000,1 200,2 000 目的砂纸对试样进行打磨抛光,并采用4%(体积分数)硝酸酒精溶液对试样进行腐蚀,采用Axio Observer 型蔡司金相显微镜观察试样的金相组织。利用HR-150-A型洛氏硬度计对堆焊层进行洛氏硬度测试,测试条件:施 加 载 荷 150 kN,加 载 时 间 5 s。采 用D8AdvanceBruker AXS 型X 射线衍射仪对熔敷金属进行X 射线衍射试验,以分析其物相。利用JSM-6360LV型扫描电镜观察试样表面及其内部组织。采用型号为ML-100 磨料磨损试验机对堆焊合金进行耐磨性测试,磨料磨损试验的参数如下:圆盘转速为60 r/min,接触负载为24 N 和48 N,进给量4 mm/r,行程72.3 m,对磨材料选用180 目棕刚玉砂纸,一种堆焊层切取3 个试样,每个试样重复测试至少3 次,磨损失重量采用FA1104 型万分之一电子天平测定。
2 结果与讨论
2.1 堆焊表面宏观形貌
将焊接电流由120 A 调至130 A,打磨钨极,调整钨极的伸出长度,将合金粉末重新过筛烘干后,虽然Fe-B-Cr合金粉末的熔覆性获得较大改善,但在弧坑周围出现了体积较大的气孔。气孔出现的主要原因是熄弧时工作电流迅速减小,合金粉末熔化不充分,熔池流动性变差,因此在弧坑周围出现气孔。堆焊表面宏观形貌见图1。

图1 堆焊表面宏观形貌Fig.1 Macro morphology of surfacing surface
由图1 可知,添加0%Cr 的Fe-B-Cr 合金粉末堆焊层熔覆性较好,但表面气孔较多,当第一层堆焊完成时,堆焊层呈现一定的厚度,接头前后宽度一致,无宏观裂纹。随着合金粉末中Cr 含量的增加,气孔逐渐减少,堆焊层表面更加光滑。由于Cr 元素熔点高于母材,合金粉末难熔于母材中,更多的被等离子气吹落到母材熔池中,导致堆焊层表面颗粒状物质增多,使得堆焊层表面润湿性差,难以铺展。
在焊接开始时,焊接热量难以达到基体与合金粉末的熔点,不能发生冶金结合,使得堆焊层前端较堆焊层后端窄而薄。针对上述问题,将焊接电流由120A 调至130A,打磨钨极,调整钨极的伸出长度,鉴于Fe-BCr 合金粉末存放条件,将合金粉末重新过筛烘干。经处理,Fe-B-Cr 合金粉末的熔覆性获得较大改善,但在弧坑周围出现了体积较大的气孔。气孔出现的主要原因是熄弧时,工作电流迅速较小,合金粉末熔化不充分,熔池流动性变差,因此在弧坑周围出现气孔。
2.1 物相分析
图2 是Cr-0 堆焊合金的XRD 谱。Cr-0 堆焊合金的物相由Fe、Fe2B 组成。Fe 的衍射峰峰强均较弱,衍射角2θ=56.244°处Fe2B 相的(202)晶面的衍射峰强度最大。测试结果表明,试样中有大量的Fe2B 相的(202)晶面参与了衍射,而少量的Fe 相的(200)、(211)晶面参与了衍射,相比之下,Fe 相的(110)晶面参与衍射较多。
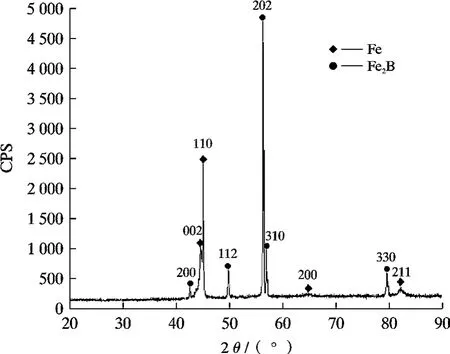
图2 Cr-0 堆焊合金的XRD 谱Fig.2 XRD pattern of Cr-0 surfacing alloy
图3 为Cr-2 堆焊合金的XRD 谱。Cr-2 堆焊合金的物相由Fe、Fe2B 组成。衍射角2θ =44.672°处Fe 相的(110)晶面的衍射峰强度迅速增加。衍射角2θ=64.526°和2θ=81.654°处,Fe 相的(200)、(211)晶面参与衍射仍较少,Fe2B 的衍射晶面增多,其中在2θ=45.107°处Fe2B 相的(211)晶面的衍射峰峰强最大。
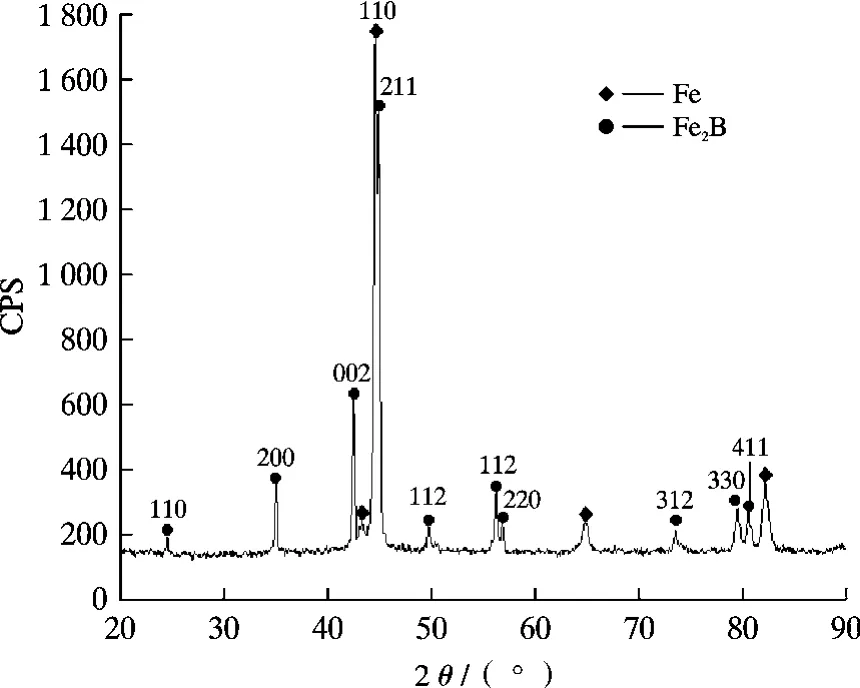
图3 Cr-2 堆焊合金的XRD 谱Fig.3 XRD pattern of Cr-0 surfacing alloy
图4 为Cr-4 堆焊合金的XRD 谱。Cr-4 堆焊合金的物相组成为Fe 和Fe2B。衍射角2θ=73.599°,2θ=79.533°,2θ=80.668°处,Fe2B 相的(132)、(330)和(141)晶面发生衍射且衍射峰强度较低。衍射角2θ=45.107°时Fe2B 相的(121)晶面的衍射强度相对较强。
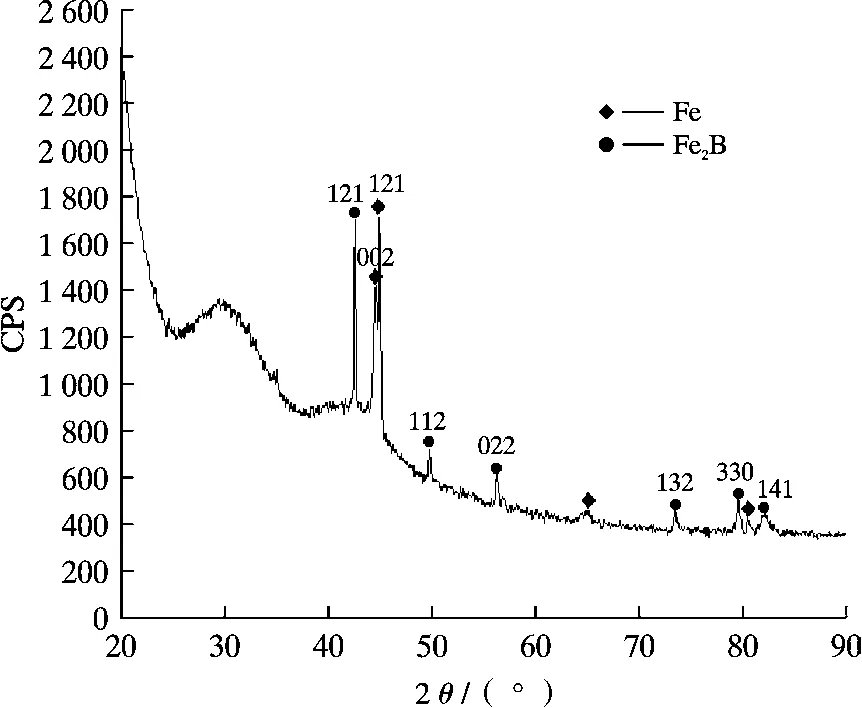
图4 Cr-4 堆焊合金的XRD 谱Fig.4 XRD pattern of Cr-4 surfacing alloy
图5 为Cr-6 堆焊合金的XRD 谱。Cr-6 堆焊合金的物相组成为Fe 和Fe2B。衍射角2θ=80.668°时,Fe2B相的(330)晶面的衍射强度相对明显增加,说明试样中有大量的Fe2B 相的(330)晶面参与了衍射。
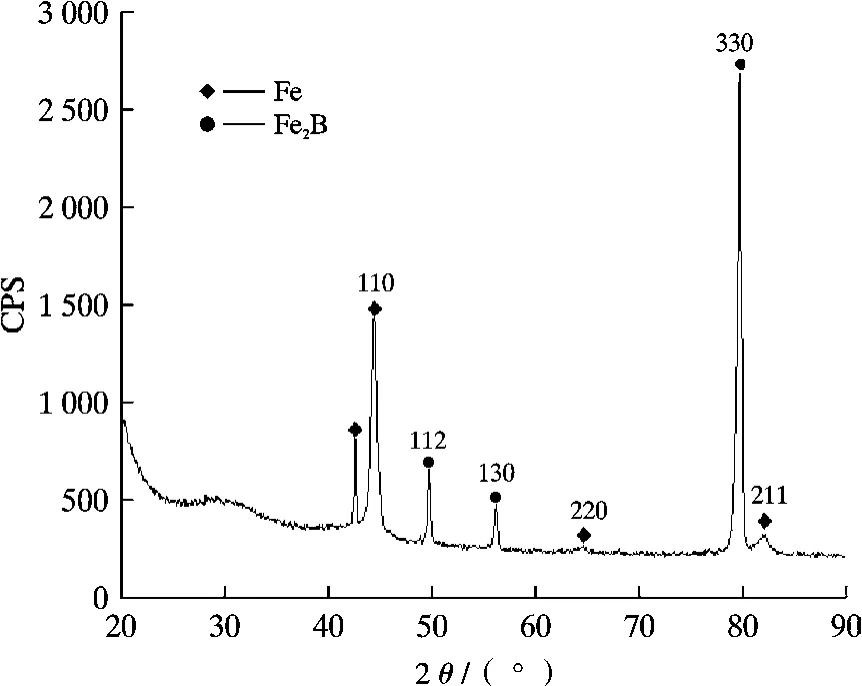
图5 Cr-6 堆焊合金的XRD 谱Fig.5 XRD pattern of Cr-6 surfacing alloy
图6 为Cr-8 堆焊合金的XRD 谱。Cr-8 堆焊合金的物相组成为Fe 和Fe2B。衍射角2θ=57.072°处,Fe2B相的(310)晶面的衍射强度明显增加,说明Cr-8堆焊合金试样中有大量Fe2B 相的(310)晶面参与衍射,但衍射角2θ=80.904°处,Fe2B 相的(411)晶面的衍射强度明显降低。
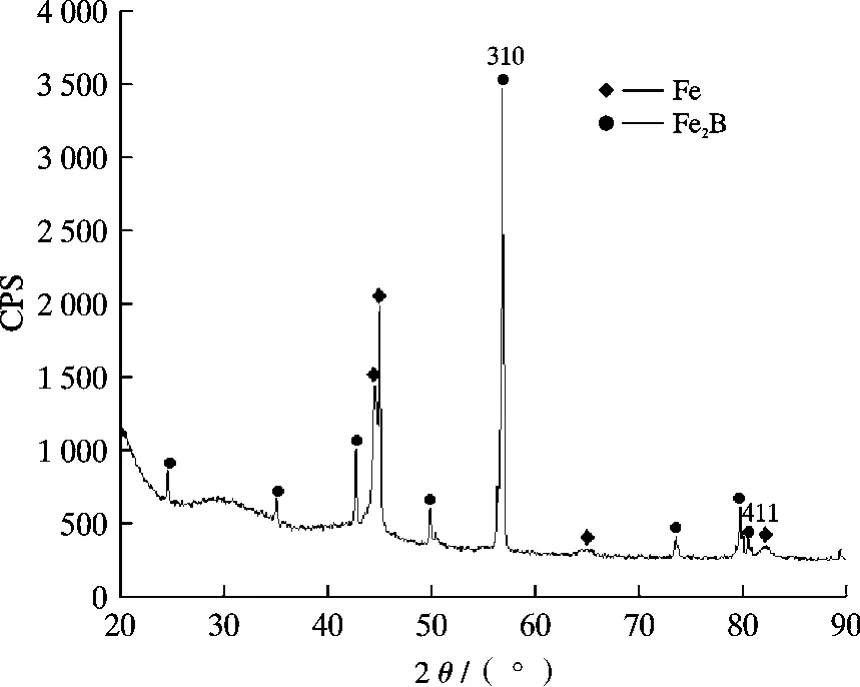
图6 Cr-8 堆焊合金的XRD 谱Fig.6 XRD pattern of Cr-8 surfacing alloy
图7 为Cr-10 堆焊合金的XRD 谱。Cr-10 堆焊合金的物相组成为Fe 和Fe2B。Fe2B 的衍射峰数目明显减少,Fe 的衍射峰强度无明显变化。

图7 Cr-10 堆焊合金的XRD 谱Fig.7 XRD pattern of Cr-10 surfacing alloy
图2~7 表明,铬含量的增加未使Fe-B 堆焊合金中生成新相,堆焊合金物相组成均为Fe 和Fe2B;Fe2B 的衍射峰强度出现了异常,并不具有规律性,因此Fe2B可能局部存在定向生长。从图2~7 的XRD 谱中可以明显观察到Cr 的衍射峰,且随着Cr 含量的增加,峰型和峰位也发生了变化。这说明Cr 原子已经成功占据了Fe 或Fe2B 的晶格位置,导致晶体结构发生了变化,参考文献[7]发现这种现象是Cr 固溶于Fe 和Fe2B 中的典型表现。因此,可认为Cr 固溶于Fe 和Fe2B 中。
2.2 组织结构分析
Cr-0 堆焊合金的组织形貌如图8 所示。Cr-0 堆焊合金的组织中含有大量的椭圆状组织和少量的长条状组织。堆焊层上部的组织较为粗大,接近四边形的长条状组织的数量比(以下占比若未特别说明皆为数量比)约为90%,椭圆形的组织约占10%,且椭圆形的组织均匀地分布在四边形的长条状组织之间。堆焊层中部的组织比上部的组织约增多一倍,但组织体积约为上部组织体积的1/2,且长条状组织的占比减少,约占40%,椭圆形组织占比增多,约占60%。堆焊层下部的组织稀少,组织的数量与上部组织的数量差距不明显,但下部组织的体积最小,约为上部的1/3,长条状组织的占比下降明显,约为20%,椭圆形组织的占比大幅增加,约为80%。

图8 Cr-0 堆焊合金的组织形貌Fig.8 Microstructure of Cr-0 surfacing alloy
图9 为Cr-2 堆焊合金的组织形貌。Cr-2 堆焊层上部的组织的体积较Cr-0 堆焊合金的明显减小,边长约为12.5~16.5 μm 的四边形组织占比为70%,边长在(20.5±4.0)μm 的四边形组织的占比约为20%,边长小于12.5 μm 的四边形组织的占比约为10%。Cr-2 堆焊层上部的组织的数量约为Cr-0上部组织数量的3 倍,且组织致密均匀。Cr-2 堆焊层中部的组织较为密集,且大多数形态为近圆状,有少数块状组织,其体积分数较Cr-0 堆焊合金中部的组织减小,直径约为8μm 的近圆状组织约占80%,边长约为12 μm 的块状组织的占比约为20%,Cr-2 堆焊层中部的组织的数量约为Cr-0中部组织数量的3 倍。在Cr-2 堆焊层下部,共晶组织比初生相组织的体积分数大,组织形态多为规则块状,边长为24 μm 的块状组织约占40%,边长约为20 μm的组织约占60%,Cr-2 堆焊层下部组织的数量约为Cr-0下部组织数量的1/3。

图9 Cr-2 堆焊合金的组织形貌Fig.9 Microstructure of Cr-2 surfacing alloy
图10 为Cr-4 堆焊合金的组织形貌。Cr-4 堆焊层上部、中部的组织大多数为块状组织,堆焊层上部的组织的体积较Cr-2 堆焊合金组织的体积增大,边长约为16.5 μm 的四边形组织占比为70%,边长约为20.5 μm的四边形组织占比约为20%,边长小于16.5μm 的四边形组织占比约为10%。Cr-4 堆焊层上部组织的数量与Cr-2 上部组织的数量的差距不明显。与Cr-2 堆焊合金中部的组织相比,Cr-4 堆焊层中部组织中四边形的块状组织的占比明显增加,占比约为70%,Cr-4 堆焊层中部组织中块状组织的体积分数相比Cr-2 堆焊合金中部的明显增大,边长达到了30μm,近圆状的组织数量占比相较于Cr-2 堆焊合金中部的近圆状组织占比数量明显下降,约为30%,但体积分数增加,直径约为10 μm。在Cr-4 堆焊层下部,初生相组织明显增多,直径在5~10 μm 的近圆状组织的占比约为60%,边长在14~20 μm 的四边形组织的占比约为30%,组织的数量约为Cr-2 下部组织数量的5 倍,说明Cr-4 堆焊层下部有大量的初生相组织开始析出。

图10 Cr-4 堆焊合金的组织形貌Fig.10 Microstructure of Cr-4 surfacing alloy
图11 为Cr-6 堆焊合金的组织形貌。Cr-6堆焊层上部、中部、下部的初生相组织的体积分数均较Cr-4堆焊合金组织的增大。Cr-6 堆焊层上部的四边形组织90%的边长在25μm 以上,剩下约有10%的直径约为5μm 的近圆状组织分布在四边形之间,Cr-6 堆焊层上部的组织的数量约为Cr-4 上部的1/3。Cr-6 堆焊层中部的椭圆形组织的长轴的长度有70%达到了40 μm,剩下30%近圆状的组织的直径也达到了20 μm,Cr-6堆焊层中部的组织的数量约为Cr-4 中部的1/3。Cr-6堆焊层下部中,直径在(20±5)μm 范围内的近圆状组织的占比约为70%,较长边在50 μm 及以上的长条状组织的占比约为30%,Cr-6 堆焊层下部的组织的数量约为Cr-4 下部的1/3。Cr-6 堆焊层下部中,初生相组织的体积分数比共晶组织的体积分数大,上部组织基本已生长完全,在中部几乎呈圆柱状生长,Cr-6 堆焊层下部组织较上部、中部组织细小。

图11 Cr-6 堆焊合金的组织形貌Fig.11 Microstructure of Cr-6 surfacing alloy
图12 为Cr-8 堆焊合金的组织形貌。Cr-8 堆焊合金的上部组织形态趋于均匀化,块状组织几乎布满了整个视野,且形态规则,四边形组织80%的边长在20 μm 以上,约有5%的直径约为5 μm 及以下的近圆状组织分布在四边形之间,约有15%的较长边超过50 μm的长条状组织,Cr-8 上部组织的数量约为Cr-4 上部组织数量的1/3。Cr-8 堆焊层中部的组织也基本生长完全,呈现为规则的四边形,四边形的边长约为(25±5)μm,相比于Cr-6 堆焊合金中部的组织在体积上有所减小,但分布更加致密、规则,在数量上Cr-8 堆焊层中部的组织约为Cr-6 堆焊合金中部的3 倍。在Cr-8 堆焊层下部,初生相组织继续析出,且Cr-8 堆焊层下部组织的体积分数相比Cr-6 堆焊合金下部的有所增加,占比约80%的50 μm 及以上的条状组织与占比约20%的直径约为10 μm 的近圆状组织均匀地分布在Cr-8 堆焊层下部,Cr-8 堆焊层下部的组织的数量与Cr-6 堆焊合金下部的几乎一致。
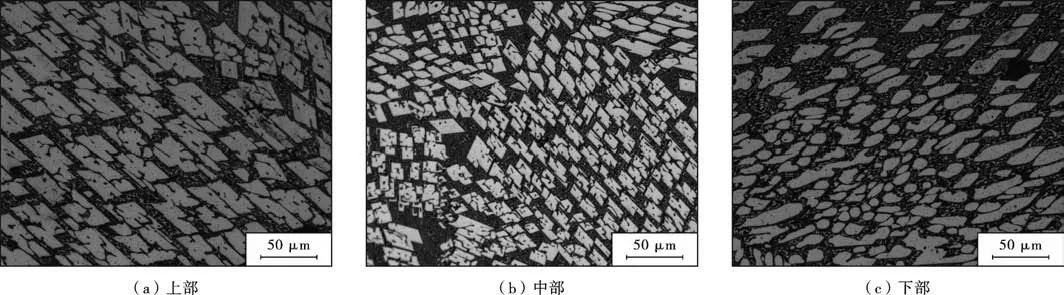
图12 Cr-8 堆焊合金的组织形貌Fig.12 Microstructure of Cr-8 surfacing alloy
图13 为Cr-10 堆焊合金的组织形貌。Cr-10 堆焊层的组织整体趋于均匀化,初生相组织继续析出,在Cr-10堆焊层上部,四边形和长条形组织分布于整个视野。Cr-10 堆焊层上部的组织的体积较Cr-8 堆焊层上部的有所减少,但组织更加均匀,Cr-10 堆焊层上部的组织中边长为25~30 μm 的四边形组织约占40%,较长边大于50 μm 的长条状组织约占60%,数量上,Cr-10堆焊层上部的较长边大于50 μm 的长条状组织相比Cr-8 堆焊合金上部增加了1 倍。Cr-10 堆焊层中部,块状组织较长条状组织质量分数增加,且形态近似四边形,Cr-10 堆焊层中部的组织的体积较Cr-8 堆焊合金中部的有所增加,Cr-10 堆焊层中部中边长为30~35 μm 的四边形组织约占90%,较长边大于50 μm 的长条状组织约占10%,数量上,Cr-10 堆焊层中部的较长边大于50 μm 的长条状组织与Cr-8 堆焊合金中部的几乎一致。在Cr-10 堆焊层下部,一部分组织为块状,一部分组织为长条状,还有一小部分为近圆状组织,边长在(35±5)μm 范围内的块状组织的占比约为60%,较长边在50μm 及以上的长条状组织的占比约为20%,直径约为10μm 的近圆状组织的占比约为20%,Cr-10 堆焊层下部组织的数量约为Cr-8 堆焊层下部的2 倍,说明Cr-10 堆焊层下部的组织和Cr-8堆焊层下部的组织分别处在长大与生长阶段。
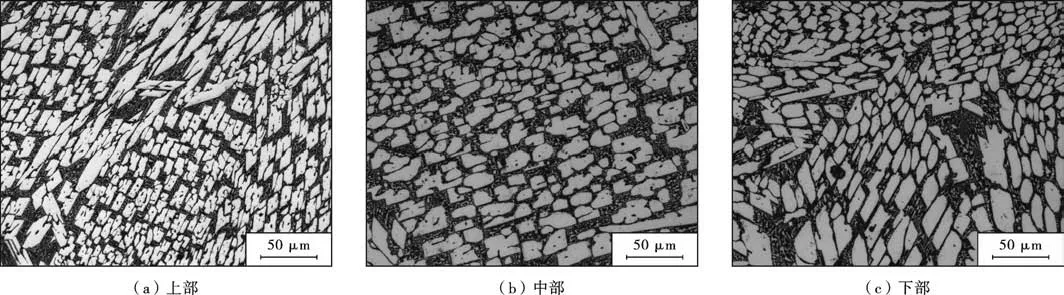
图13 Cr-10 堆焊合金的组织形貌Fig.13 Microstructure of Cr-10 surfacing alloy
综上所述,随着Cr 含量的增加,初生相Fe2B 的形貌不断变化,在规则的块状组织周围开始掺杂着椭圆状组织,XRD 分析表明初生相为Fe2B,且随着Cr含量的增加,Fe2B 的衍射峰增多,并且无新相的析出,说明Cr 的加入促进了Fe2B 初生相的析出,当大量的Fe2B 开始析出时,会发生相互挤压,阻碍彼此形核的过程,因此椭圆状的Fe2B 实际上是未长大的Fe2B,当椭圆状Fe2B 长大后会再次以块状形态分布于堆焊层内部。
2.3 硬度分析
堆焊合金硬度值如表5 所示。由表5 可知,随着Cr 含量的增加,堆焊合金的硬度不断升高。Cr-2 较Cr-0的硬度显著升高。Cr-10 堆焊层表面硬度高达67 HRC。

表5 堆焊合金硬度Table 5 Hardness of surfacing alloys
2.4 耐磨性分析
堆焊合金的磨料磨损试验结果如表6 所示。表6中相对耐磨性ε的计算公式见式(1):
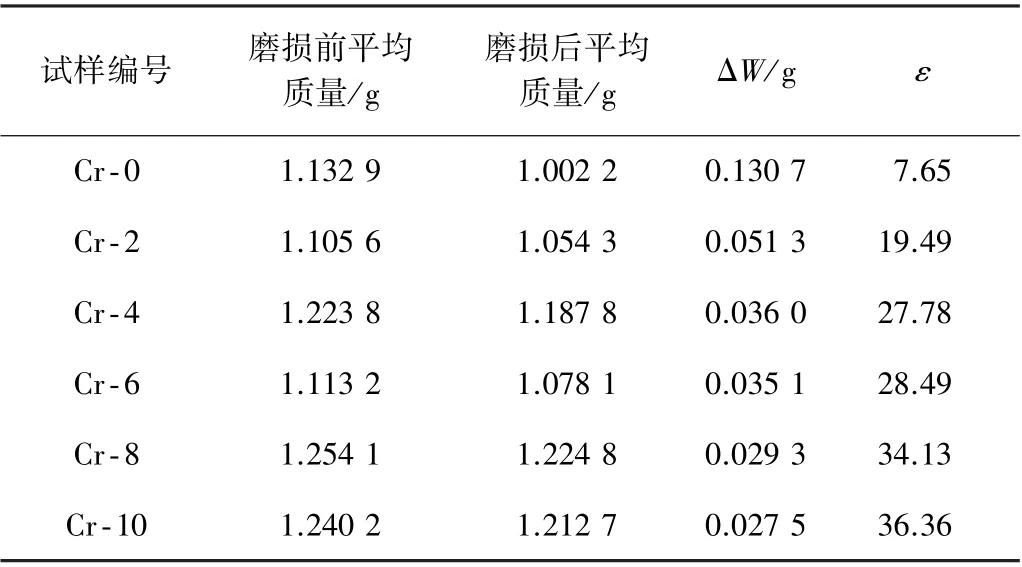
表6 堆焊合金的磨料磨损试验结果Table 6 Abrasive wear test results of surfacing alloys
式中:Vs表示试样的体积损失,Vr表示标准材料的体积损失,Ws表示试样的质量损失,Wr表示标准材料的质量损失。
由表6 可以看出,随着Cr 含量的升高,堆焊合金的磨损量(ΔW)下降。Cr-10 堆焊层的磨损量降到最低,为0.027 5 g。图14 为堆焊合金的相对耐磨性。可以看出,试样的相对耐磨性随着Cr 含量的增加而升高。Cr-10 堆焊层的相对耐磨性较Cr-0 提高了375%。

图14 堆焊合金的相对耐磨性Fig.14 Relative wear resistance of surfacing alloy
3 结 论
(1)Cr-0 堆焊合金由Fe 和Fe2B 组成,随着Cr 含量的增加,Cr 固溶于Fe 和Fe2B 中,堆焊合金由(Fe,Cr)和(Fe,Cr)2B 组成,Cr 含量的增加未使Fe-B 堆焊合金中生成新相,合金组织由Fe2B 和Fe+Fe2B 的共晶组织构成。
(2)Cr 元素的添加显著提高了Fe-B 堆焊合金的硬度和耐磨性。Cr-2 的硬度较Cr-0 显著升高。随着Cr 含量的不断增加,堆焊合金的硬度值呈上升趋势,Cr-10堆焊层表面硬度高达67 HRC。Cr-10 堆焊层的磨损量降到最低,为0.027 5 g,Cr-10 堆焊层的相对耐磨性较Cr-0 提高了375%。
猜你喜欢
火炸药学报(2022年5期)2022-11-04 02:30:48
小学生学习指导(中年级)(2021年10期)2021-11-01 08:17:08
物理实验(2019年7期)2019-08-06 05:35:56
山东冶金(2019年3期)2019-07-10 00:54:06
航空材料学报(2019年2期)2019-04-15 01:04:08
物理学报(2018年22期)2018-12-18 05:58:28
数学小灵通·3-4年级(2017年12期)2018-01-23 03:37:53
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
中学数学杂志(高中版)(2015年3期)2015-05-28 18:12:20
燕山大学学报(2014年3期)2014-03-11 15:28:31
