一种采煤机截割部滚动轴承故障诊断方法
2023-06-02 06:32焦玉冰马喜宏郭肖亭冯凯强
计算机测量与控制 2023年5期
焦玉冰,李 杰,2,马喜宏,2,郭肖亭,冯凯强
(1.中北大学 电子测试技术国家重点实验室,太原 030051;2.中北大学 仪器科学与动态测试教育部重点实验室,太原 030051)
0 引言
采煤机作为采煤过程中的一大重要机器,其机械结构复杂、零部件众多[1]。在实际使用过程中,其故障类型和种类繁多,不同部件之间会互相影响,一旦某一部件发生故障,整个机体和采煤的正常工作将受到影响,停工停产损失经济,甚至会产生严重的安全隐患,造成安全事故发生,因此能够在故障发生时,尽快对故障进行判别并做出及时反应是非常必要的[2]。在国内井下煤矿智能化开采发展过程当中,不仅需要实现采煤机的无人化采煤和智能开采路线规划,同时也需要实现采煤机机身故障的智能化判别,不再只凭借人为经验进行判断[3]。采煤工人往往需要通过对采煤机的机身温度和采煤过程中的电机声音来判断其工作状态,当发现有故障发生时,停止运行采煤机后再进行进一步故障判别,这一步往往耗时耗力,故障判别率也不高,因此实现故障诊断的智能化对于无人化开采进程的发展具有重要意义[4]。截割滚筒作为采煤机一大关键部件,其内部滚动轴承承担着支撑滚动体,减少机械磨损的任务,在采煤过程中发挥着至关重要的作用,但由于其结构复杂,极易出现故障,并且在故障发生前期其故障特征不够明显,光凭借人为经验进行判断十分困难,因此对采煤机截割部滚动轴承的故障诊断方法进行研究具有重要意义[5-7]。
滚动轴承故障可以通过轴承不同部位故障产生的振动频率不同来区分,但在采煤机实际运行过程当中,由于采煤环境复杂,周围扰动较大,采集到的振动信号包含大量的噪声信息,因此在进行故障分类前需要对振动信号进行去噪处理[8]。信号去噪处理的方法主要为傅里叶变换法,但该方法只适用于平稳信号,不适用于采煤机环境[9]。经验模态分解法(EMD,empirical mode decomposition)作为非平稳信号下的主流信号处理方法,应用广泛,但传统EMD方法存在严重的模态混叠问题[10]。在经验模态分解法基础上,Li等人提出了一种时变滤波经验模态分解法(TVF -EMD,time varying filtering based empirical mode decomposition),该算法在分解信号前默认带宽阈值ξ为0.1,B样条阶数n为5,但是单一参数选择不适用于所有信号分解,因此为获得更好的分解效果应对分解参数进行进一步优化[11]。常见的优化算法主要有粒子群算法、人工蚁群算法、遗传算法和模拟退火算法等,但人工蚁群算法和遗传算法作为群智能优化算法,在优化后期容易陷入局部最优的问题,粒子群算法的全局搜索能力较差,求解能力不稳定[12]。模拟退火算法的求解速度慢,而且精度也不高[13]。由于解决工程实际问题具有实时性和准确度高的要求,需要寻求一种求解速度快,准确度高的优化方法。
目前,已有许多学者对滚动轴承故障诊断方法进行了研究。李巍华等人提出支持向量机引入群智能的算法,实现了处理多分类、高维和非线性的问题,但是该方法太过依赖于相关参数的选择[14]。李卉等人提出了优化状态估计方法进行故障诊断,实现了准确率较高的判别,但是由于滚动轴承在运行过程中记录到的数据量极大,会影响诊断效率,不适用于工程使用[15]。胡耀斌等人将神经网络引入故障诊断工作中,孙旺旺等人对传统神经网络方法进行改进,都能够实现识别率极高的故障诊断,张旭辉等人运用深度迁移学习方法对轴承进行故障诊断,对模拟故障数据进行训练获取故障诊断模型,并在不同设备之间进行迁移学习[16-18]。但是基于神经网络的智能方法需要输入大量的故障数据进行训练,实际很难获取投入使用采煤机装备的各类故障数据,由于实际工程中故障诊断有实时性和数据量小的要求,因此需要寻求一种快速并准确的故障诊断方法[19]。
为了寻求一种可以用于实际工程的轴承故障诊断方法,并且减少人为干预的影响,基于上述问题提出了一种基于人工蚁群-模拟退火优化的时变滤波经验模态分解的去噪方法,并引入谱峭度理论设定带通滤波器参数以突出信号的峭度特征,对信号进行平方包络并画包络谱图,最后对计算所得故障频率与包络谱峰值对应频率进行对比,以此对轴承故障进行分类识别,并以实际工程中测得信号进行试验验证。
1 轴承故障分类
滚动轴承作为采煤机截割滚筒中一种重要零部件,其主要功能是支撑机械旋转体,降低运动过程中的摩擦系数,确保其旋转精度[20]。滚动轴承一般由内圈、外圈、滚动体和保持架四部分构成,其结构如图1所示。

图1 滚动轴承结构图
滚动轴承常见的故障主要可以分为以下几种:
1)表面金属剥落[21]。由于轴承的内圈、外圈和滚动元件的滚道表面承受周期性脉动载荷,产生周期性接触应力。当应力循环达到一定次数时,内圈、外圈和滚动件的接触面发生疲劳剥落。特别是当滚动轴承负荷过大时,会加重脱落现象。
2)塑性变形[22]。由于滚动轴承的滚道和滚动体承受较大的静载荷或冲击载荷,工作表面上的局部应力超过了材料的屈服极限,使得其工作面出现了不均匀的凹坑,使得滚动轴承发生了塑性变形。
3)出现裂纹[23]。由于滚动轴承的装配配件过紧,滚动轴承的内圈或外圈轨道松动,滚动轴承包容部件变形,安装滚动轴承的表面处理差,导致轴承的内圈和外圈产生裂纹。
4)保持架断裂[24]。由于润滑不足、座圈歪斜等原因,在滚动轴承运行过程中会导致保持架发生断裂,此故障方式也是保持架最常见的一种故障。
由于截割部轴承内圈、外圈和滚动体在采煤机运行过程中发生故障一般难以察觉,磨损程度更高,也更易发生故障,而保持架发生故障一般为断裂,故障发生更易察觉[25]。因此主要对采煤机截割滚筒的内圈故障、外圈故障和滚动体故障3种类型展开研究。
2 时变滤波经验模态分解理论
经验模态分解算法是指对多变量振动信号进行分解,利用该方法可以分解出若干不同的特征信号分量,得到若干特征时间尺度的固有模态函数(IMF,intrinsic mode function)。IMF指的是原始信号被EMD分解后得到的各层信号分量,得到IMF有两个约束条件:
1)在整段数据中,极值点和零交叉点的数量必须相等或相差不超过一个;
2)任意时刻由局部最大值点形成的上包络线和由局部最小值点形成的下包络线的平均值为零[26]。
对一组振动信号y(t)进行EMD分解,主要可分为以下几个步骤:
1)求取信号y(t)的平均值c(t)和信号在某范围内的极值,分别构造该信号的上包络线u(t)和下包络线v(t),设信号值与平均值的差值C(t)=y(t)-c(t);
2)判断C(t)是否符合IMF的两个约束条件,如果符合则获得一个IMF分量ci(t),其中i代表第i个分量,否则重复以上步骤,直至C(t)符合其约束条件;
3)求取剩余信号d(t)=y(t)-ci(t),判断剩余信号还是否需要进行下一步分解,若需要则重复以上步骤,否则停止。
虽然经验模态分解法可以适用于采煤机非平稳的环境,但是该方法存在模态混叠的问题,而且容易受到噪声干扰,不适用于采煤机截割滚筒滚动轴承的故障问题。而时变滤波经验模态分解法,是通过充分利用瞬时幅度和频率信息自适应而进行设计的,提高了EMD方法的分离性能和稳定性,并且提高了算法在噪声干扰下的鲁棒性。TVF-EMD法主要可分为以下三步:
1)计算局部截止频率:
将一组信号y(t)经过希尔伯特变换得到y’(t),可得其瞬时幅值A(t)和瞬时频率φ’(t),然后分别取其局部最值,求最大值于最小值之差得到η1(t)和η2(t),其次利用时变滤波器获得输入信号的瞬时均值a(t)及瞬时包络e(t),可得
(1)
2)重构信号:
根据计算所得的局部截止频率,对原始信号进行重构,可得
(2)
其中:h(t)为经过重构后的信号。
3)计算截止准则:
首先,计算每阶分量的瞬时频率可得
(3)
(4)

(5)
然后,计算Loughlin瞬时带宽可得
BLoughlin(t)=
(6)
其中:a’(t)和e’(t)分别表示瞬时均值和瞬时包络的导数,最后计算截止准则可得
(7)
在TVF-EMD法中给定带宽阈值ξ,如果θ(t)≤ξ,则认为y(t)为一个IMF分量,否则将h(t)以极值点划分为X段,每段步长为x。采用B样条插值法对信号y(t)进行逼近,得到逼近结果为x(t),令y1(t)=y(t)-x(t),重复以上步骤。
其中带宽阈值ξ直接影响分解效果,B样条阶数n直接影响时变滤波器性能,数值的选取对最后故障诊断效果有极大影响,因此其数值的选择是非常关键的[27]。
3 基于人工蚁群-模拟退火算法的TVF-EMD法
为了更好地选取TVF-EMD方法分解过程中的参数,引入人工蚁群-模拟退火算法对参数进行优化。蚁群算法本质上是一种正反馈机制,但初始迭代过程中产生的信息素非常有限,因此求解速度较慢,而且在后期容易陷入局部最优的问题,因此在蚁群算法的基础上引入模拟退火算法[28]。退火算法以一定概率接受最优解,因此有效改善了蚁群算法陷入局部最优的问题,而且能对蚁群额外提供信息素,使整个优化过程收敛速度加快,并且蚁群算法可以解决模拟退火没有反馈机制,求解精度不高的问题。
要实现两个参数的自助优化,需要定义目标函数,确定合理的优化算法。为解决这一难题,提出一种将样本熵(sample entropy,量符号记为Se)作为目标函数的人工蚁群-模拟退火参数优化方法。样本熵值Se可由下式得到
(8)
其中:N代表数据量,v代表维数,r代表相似容限,B表示任意一个时间序列t与模板的匹配概率。其中维数与相似容限由人为设定,不过其取值并不影响样本熵值的变化趋势,信号生成新模式的概率越低,熵值越低,表明序列本身具有更高的近似值[29]。
人工蚁群-模拟退火算法以蚁群系统为基础,引入模拟退火算法机制,假设蚂蚁数量为m,蚁群搜索限制在edge中,蚁群寻找最优值的迭代次数为n,初始化蚁群a0随机分布在可行域中,τi表示蚂蚁所在随机解Fi上的信息素浓度,初始时刻信息素浓度τ0由初代蚁群求得的函数值D0表示,T0为模拟退火初始温度,Tmin为退火过程的最低温度,r为降温系数。此算法中函数值越小,蚁群信息素浓度越高[30]。
引入转移概率参数p0,与状态转移概率进行比较以确定蚁群的转移状态,状态转移概率可由下式确定
pi=|(max(τ0)-τi)/max(τ0)|
(9)
转移状态Tij可由下式确定,小于转移概率参数的蚁群按照先验知识只进行局部搜索,其余蚁群进行全局搜索,此操作避免了整个寻优过程陷入局部最优

(10)
蚁群系统中信息素的更新不再对所有蚂蚁进行,而是只对每一次循环中最优的蚂蚁释放信息素,此操作使得整个寻优过程速度加快,信息素以下式进行更新
τj=(1-ρ)τi+ρΔτi
(11)
(12)
其中:ρ∈(0,1)为信息挥发因子,Δτi为最优蚂蚁决定的相关参数,通过以上方法完成矩阵A的优化收敛。当蚁群完成一轮搜索后,以当前最优蚂蚁为基准加入随机振荡以产生新解Dk,若新解值更小则接受该解,否则按照一定概率接受。其接受概率为

(13)
其中:ΔD=Dk-Fk表示新解与最优蚂蚁的差,Tk为当前的温度,当完成模拟退火内层循环后进行和降温操作,降温公式为
Tk=Tk-1·r
(14)
基于人工蚁群-模拟退火算法的TVF-EMD法的总体流程图如图2所示。

图2 算法流程图
将人工蚁群算法和模拟退火算法相结合,模拟退火算法以一定的概率接受人工蚁群算法的结果,避免了产生局部最优的问题,而且两种算法相结合,使蚁群信息素浓度提升使整个求解速度进一步加快,并且能够解决单个算法精度不高的问题。
4 滚动轴承故障诊断方法
引入谱峭度理论对采煤机截割滚筒进行故障诊断,谱峭度法具有较强的故障诊断能力。根据前一节利用基于人工蚁群-模拟退火算法的TVF-EMD法得到的信号,去除其低频部分并合成新的信号,新的合成信号高频成分更加突出,并且提高了原始信号的峭度特点,能够使故障判断结果更加准确。
故障类型可以通过对比不同的故障频率进行区分,故障频率可由以下几项故障频率经验公式进行计算。
内圈故障频率:fi=0.6Zfr
(15)
外圈故障频率:fo=0.4Zfr
(16)
滚动体故障频率:
(17)
其中:Z表示滚动体个数,fr表示轴承转频。
利用谱峭度理论进行故障诊断可以分为以下几个步骤:
1)对经过处理的信号生成快速峭度图;
2)取图中峭度最大处对应的中心频率和带宽为带通滤波器的参数,对信号进行带通滤波;
3)对滤波后信号进行平方包络,通过傅里叶变换求包络谱;
4)对包络谱峰值与故障诊断频率进行对比,确定故障状态。
5 试验验证
为了验证所提方法的有效性,在采煤机机身进行故障诊断试验验证。将振动传感器安装在采煤机滚筒轴承的径向位置,利用单轴振动传感器采集采煤机截割滚筒各故障数据,设置其采样频率为12 kHz,采样时间为10 s,振动传感器安装位置如图3(a)所示,所用振动传感器如图3(b)所示。
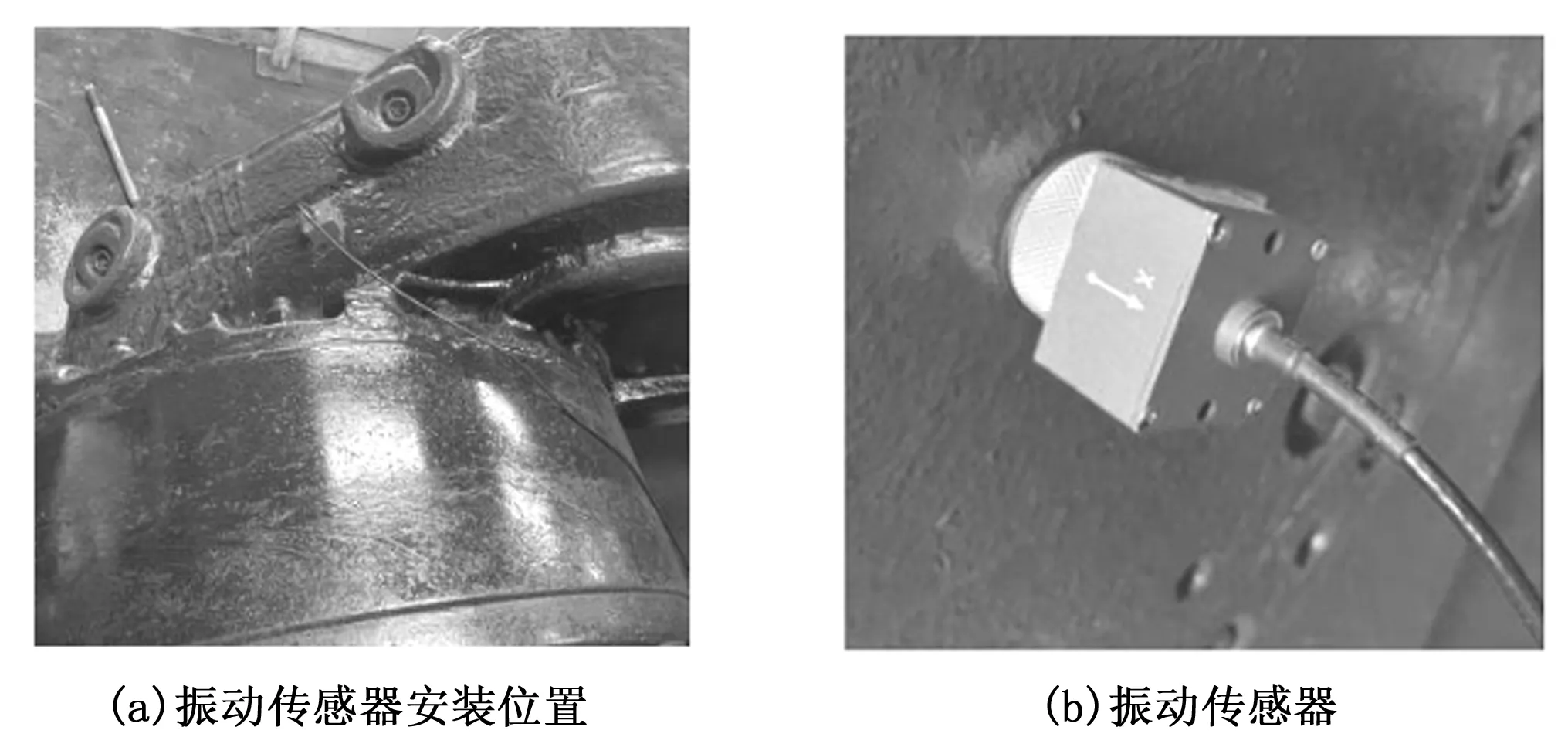
图3 试验传感器安装图
将本文人工蚁群-模拟退火优化方法中参数的寻优范围设定为 0.1≤ξ≤1,5≤n≤20,对TVF-EMD算法进行优化,选取最小样本熵值所对应的参数组合来处理信号。以电机转速1 979 r/min,故障尺寸0.177 8 mm外圈故障振动数据为例进行优化迭代,熵值随迭代次数的变化情况如图4所示,最终根据该优化方法寻得ξ和n的最优参数组合为ξ=0.19,n=6。
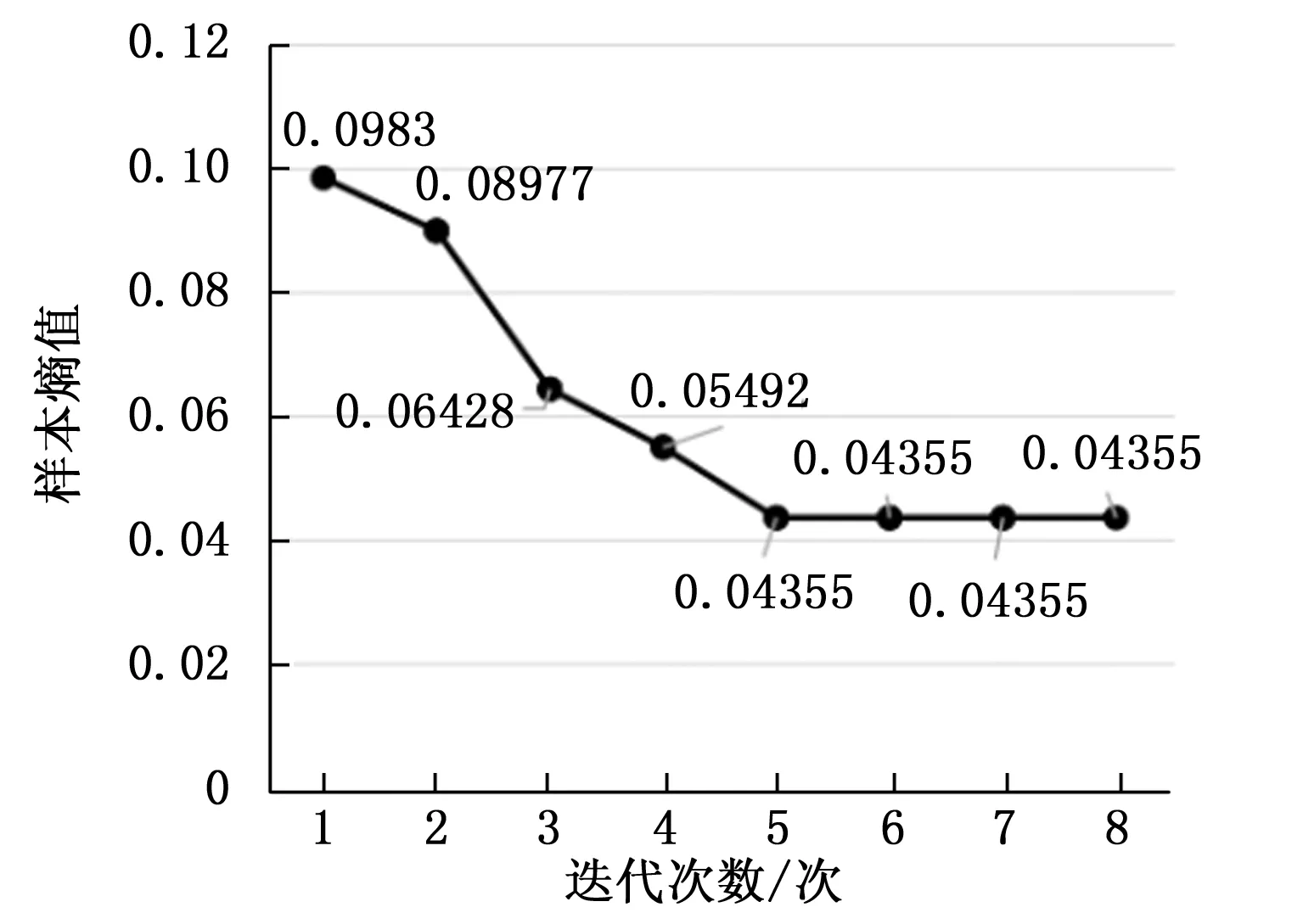
图4 样本熵值变化情况图
针对TVF-EMD方法中两项参数选取存在的过于盲目的根本性问题,在本文所提出的人工蚁群-模拟退火优化算法中得已解决。
分别针对不同电机转速和不同故障尺寸的故障数据进行采集,分别采三组不同故障的振动信号。首先,对采集到的原始振动信号进行分解处理,如图5所示为电机转速1 979 r/min,故障尺寸0.177 8 mm外圈故障振动数据的分解图。
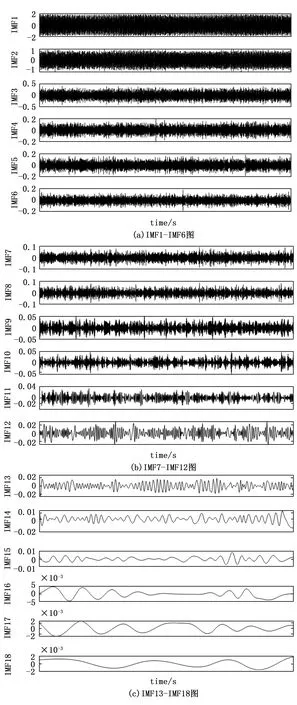
图5 原始振动信号分层图
IMF的各个分量分别代表了原始信号中的各频率分量,并按照从高频到低频的顺序依次排列。从图5可以看出,通过基于人工蚁群-模拟退火的TVF-EMD法将原始信号自适应分解为18个IMF分量,可以明显分辨出不同层中信号特征的区别。去掉残余分量,并且去除信号中部分低频干扰成分,合成新的信号,以便进行后续故障诊断操作。为了验证该分解方法的性能,对原始信号与处理后信号的快速峭度图进行对比,如图6所示。

图6 快速峭度图对比
由图6对比可以看出,经过所提分解方法处理后数据的最大峭度值达到了12.6,较之前原始数据的最大峭度值4.6提高了近三倍,由此可知该分解方法有效提高了振动信号的峭度特征。以处理后信号快速峭度图峭度最大处对应的中心频率和带宽来设定带通滤波器参数,对经过处理后的信号再进行一次滤波,以进一步突出振动信号的峭度特征。
为了验证不同电机转速下所提故障诊断方法的有效性,对同一轴承不同转速下的振动信号进行故障类型判断。选取滚动体数量为9的轴承进行振动信号的采集,并对各故障类型数据进行故障判别,对信号进行平方包络,后画其包络谱图。如图7为电机转速为1 772 r/min各故障数据的包络谱图,图8为电机转速为1 750 r/min各故障数据的包络谱图,图9为电机转速为1 730 r/min各故障数据的包络谱图。
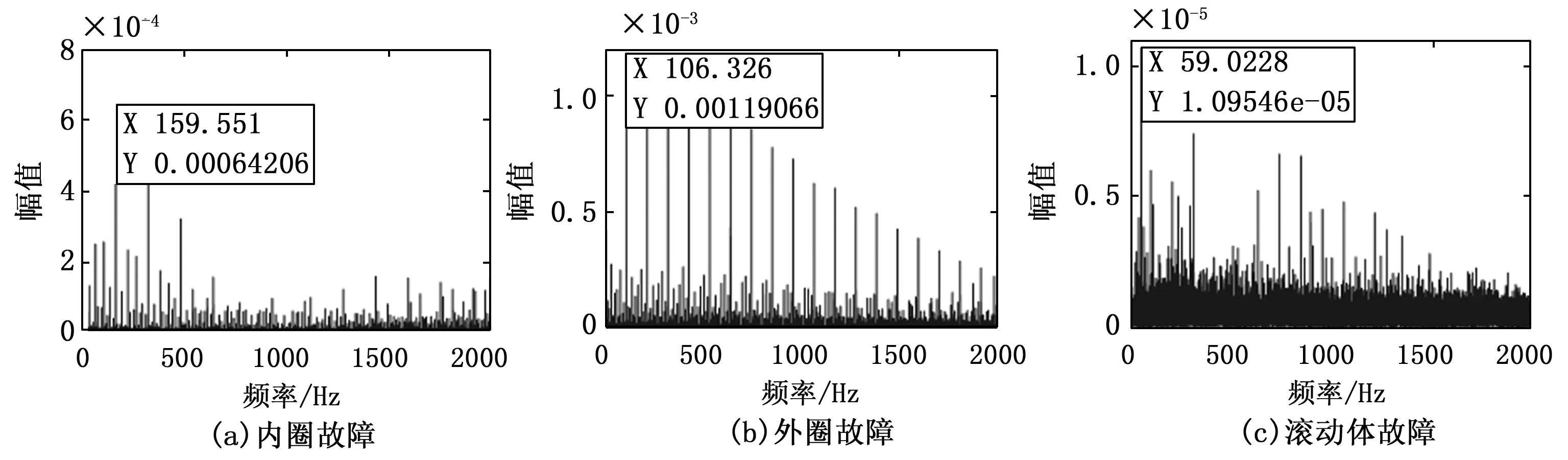
图7 电机转速为1 772 r/min的各故障数据图

图8 电机转速为1 750 r/min的各故障数据图

图9 电机转速为1 730 r/min的各故障数据图
如图7~9所示,不同故障类型的包络谱图峰值所在频率具有较大的区分度,而且电机转速改变会导致故障频率的变化,因此故障频率的大小与电机转速有关。不同电机转速的故障频率的理论值与实际值对比如表1所示。

表1 不同电机转速故障频率理论值与实际值对比
由表1可知,不同故障类型的故障频率具有较强区分度,可以通过其包络谱图幅值所对应的频率值和理论计算频率值对比来判别其故障类型,而且电机转速会影响轴承的故障频率。由于不同故障类型的理论故障频段之间具有较强区分度,根据实际所得故障频率值所落入的故障频段,来判别其故障类型,由此可得表1试验中9组数据的判断正确率为100%。同时,对同一轴承同一转速下不同故障尺寸的故障类型进行试验判别,选取滚动体数量为9的轴承各故障类型数据进行故障判别,分别选取故障尺寸为0.177 8 mm、0.355 6 mm和0.711 2 mm的轴承,在电机转速为1 772 r/min的条件下采集故障振动数据。不同故障尺寸的故障频率理论值与实际值如表2所示。

表2 不同故障尺寸故障频率理论值与实际值对比
由表2可知,故障尺寸不影响滚动轴承的故障频率,可以通过其包络谱图幅值所对应的频率值和理论计算频率值对比来判别其故障类型,同表1的故障判别方法可得表2试验中9组数据的判断正确率为88.9%,其中一组滚动体故障判断有误,其计算所得理论故障频率与实际值差异较大,此次故障判别无效,三组数据中内圈故障和外圈故障判别无误。经过试验验证表明,所提出的故障诊断方法能够用于实际工程使用,在不同电机转速和不同故障尺寸条件下均可适用,且达到了较高的故障判别率,相较于现有的故障诊断方法,其判断计算过程简单便捷,可以达到工程实用的要求。
6 结束语
针对采煤机截割滚筒轴承的故障诊断问题,提出了一种基于人工蚁群-模拟退火的自适应时变滤波经验模态分解法,利用优化的方法解决了传统时变滤波经验模态分解法中参数选取的问题,去除了信号中的低频干扰,以快速峭度图参数构建带通滤波器,以进一步突出信号中的高频成分,然后对经过处理后的数据进行平方包络并画包络谱图,根据包络谱幅值最大值点所对应的频率和计算所得的故障频率进行对比来判断故障类型。通过工程试验验证了所提出的方法故障判别准确率高,判断过程简单便捷,在工程领域中具有实用性和有效性。
猜你喜欢
机床与液压(2023年1期)2023-02-03
铁道机车车辆(2020年2期)2020-05-20
测控技术(2018年3期)2018-11-25
电子世界(2018年12期)2018-07-04
科学之谜(2018年10期)2018-01-02
振动、测试与诊断(2016年1期)2016-04-13
电测与仪表(2016年17期)2016-04-11
电源技术(2015年5期)2015-08-22
城市轨道交通研究(2015年3期)2015-02-27
家教世界·创新阅读(2009年8期)2009-09-07