
不锈钢烧结网滤芯TIG焊工艺研究
2023-06-02 01:44郭雨菲侯宗宗
电焊机 2023年5期
郭雨菲,侯宗宗,赵 斌
中国船舶集团有限公司第七二五研究所,河南 洛阳 471000
0 前言
滤芯是过滤器的核心部件,在实际生产和使用过程中,其通常采用冲孔板骨架和不锈钢编织网叠加烧结加工而成,这种结构可有效保证滤芯丝网的耐腐蚀性能,提高滤芯的结构强度并且降低成本。滤芯纵向对接焊缝是滤芯制造的重点和难点之一,该部位是滤芯最易发生破坏失效和腐蚀的部位之一,其焊接质量的好坏直接影响整个滤芯的质量。对不锈钢烧结网滤芯纵向焊缝焊接工艺和焊缝组织的研究,可以有效提高焊缝质量,降低成本,提高整个滤芯的使用寿命,具有重要的工程应用需求。
在自动反冲洗过滤器中,为了不影响滤芯的过滤精度和自动反清洗装置的平稳运行,对滤芯纵向对接焊缝的质量要求较高。烧结网滤芯纵向对接焊缝的焊接难点在于,焊缝采用单面焊双面成形,在正面成形良好,无咬边和焊缝凹陷的前提下,还要求背面焊缝平整、过渡圆滑、无缺陷毛刺,背面细密的丝网能完全熔透且不出现过烧丝网熔断的现象;骨架层与丝网的材质可能也不相同,焊接过程熔池组分复杂,在保证焊缝外观良好的同时,还需通过焊接工艺参数的合理选择保证焊缝金属的物相组成和各项理化性能满足使用要求。
国内外的一些研究者采用电子束焊、激光焊、电阻焊等焊接方法对丝网进行焊接,但这些焊接设备较为昂贵,且对焊缝的装夹和焊枪的对中性要求严格,不利于滤芯的批量化生产[3-5]。钨极氩弧焊(TIG 焊)具有保护效果好,电弧稳定,热输入易调整、无飞溅,焊缝成形美观等特点,适合薄而多孔不锈钢滤芯的焊接[6-8]。本文采用TIG 焊对过滤器滤芯纵焊缝进行焊接[9],探寻合理的焊接工艺参数,并对焊缝金属的成分和物相、宏观金相、显微组织、显微硬度进行了观察和分析,为多层烧结滤芯的焊接提供参考。
1 试验材料
试验用4 层不锈钢烧结滤网总厚度约3.3 mm,其结构如图1所示,由1层冲孔板骨架层和3层不锈钢编织网叠加烧结加工而成,骨架层材质为316L不锈钢,主滤网与保护网材质为2507 双相不锈钢,焊材选用直径1.6 mm 的ER2594 焊丝,滤网和焊材的化学成分如表1所示。

表1 滤网和焊材的化学成分(质量分数,%)Table 1 Chemical compositions of sintered mesh and welding materials (wt.%)

图1 不锈钢烧结网结构示意Fig.1 Structure of stainless steel sintered mesh
2 焊接工装
焊接工装示意如图2 所示,主要包括焊缝压紧装置和焊接小车,焊缝压紧装置采用液压系统对滤网工件焊缝进行压紧固定,与焊接小车和氩弧焊机配合可实现滤网纵向焊缝的自动焊接。焊缝压紧装置工作面采用弧形设计,保证对滤网的加压均匀,下部夹板在焊缝处采用铜垫板,保证焊缝散热条件良好,焊接小车通过丝杠滑块系统带动向前运行,速度可调。

图2 焊接工装示意Fig.2 Schematic diagram of welding tools
3 试验方法
不锈钢烧结网板材下料后,使用卷板机卷成圆筒,装夹到焊接工装上进行焊接。滤网焊接采用TIG 焊,直流正接,正面(带拖罩)和背面气体保护,喷嘴直径为10 mm,保护气为纯度99.99%的氩气,主要焊接工艺参数如表2 所示,焊机为Miller 公司的Syncrowave 351。钨极采用直径2.0 mm 的铈钨极;送丝速度为200 mm/min,与焊缝呈30°夹角。保证其他焊接参数不变,选择不同的焊接电流对滤网纵向对接焊缝进行焊接,观察焊缝正面和背面的成形情况,确定较优的焊接电流范围。使用较优的焊接电流试焊滤网试样,对滤网试样接头部位取样,分别采用Agilent 5110SVDV 电感耦合等离子体发射光谱仪、CS800 碳硫分析仪、OLYMPUS GX71 金相显微镜和显微硬度仪研究其焊缝的物相组成、宏观金相、微观组织。

表2 钨极氩弧焊工艺参数Table 2 TIG welding parameters
4 试验结果及分析
4.1 焊缝成形
研究不锈钢烧结网TIG 焊焊缝成形发现,焊缝成形与焊接热输入量和焊缝冷却状态有关。焊接热输入量不足,焊缝正面成形良好,但焊缝熔深不够,造成背面未熔透;焊接热输入量过大,焊接电弧热量熔化冲孔板后,剩余热量直接作用到烧结网下侧的细密丝网上,可能会导致靠近焊缝区域的细密丝网被熔断。试验确定在保证焊接速度200 mm/min的情况下,焊接电流必须控制在一个合理的范围(85~100 A)内,才能保证焊缝背面成形良好。
但在后续试验中发现,即使焊接电流保持在85~100 A,在焊接过程中,由于焊接接头的组对存在错边、间隙量不均匀偏差,焊接电弧会不稳定,焊接热输入量也会跟着变化,严重时会在焊缝背面局部区域造成丝网熔断,并且丝网熔断后无法修补,造成产品报废。为减小丝网熔断风险,降低产品报废率,在焊缝背面设置浅槽水冷铜垫板,并在铜垫板上开细密的气孔,焊接时在铜垫板中通入冷却水和氩气,通过水冷和气冷对焊缝背面丝网部位强制冷却。焊接过程中,焊接热量将焊接接头冲孔板完全熔透并将一部分丝网熔化,焊缝熔融金属在重力的作用向下流至焊缝背面,接触到背面铜板后,强制冷却成形,形成表面成形良好、无断丝、无毛刺的背面焊缝。
分别采用85 A、90 A、95 A、100 A 的焊接电流,对滤网进行焊接,所得焊缝成形情况如图3所示。
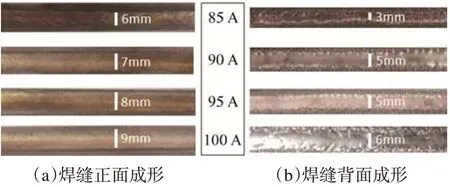
图3 不同电流下所得焊缝形态Fig.3 Appearance of welds with different currents
对比不同电流下所得焊缝的正面成形情况发现,随着焊接电流的增大,焊缝正面宽度和下凹量均有增大的趋势。这是由于随着焊接电流的增大,电弧电压和焊接热输入量增加,导致焊缝宽度和焊缝熔深增加,在填充量不变的情况下,焊缝正面下凹量增大。
对比不同电流下所得焊缝的背面成形情况发现,随着焊接电流的增大,焊缝背面宽度有明显的增大趋势,且焊接电流为85 A 时,焊缝背面由于宽度过窄且不均匀,焊缝成形不佳;焊接电流为90 A和95 A 时,焊缝背面宽度均匀,高度几乎与两侧滤网平齐,成形良好;焊接电流为100 A 时,焊缝背面高度高于两侧滤网,背面宽度较宽且不均匀,不利于吸污装置在滤网内部的正常运行。
结果表明,焊接电流为90~95 A时,可得到焊缝正面宽度适中、焊缝背面宽度均匀、过度圆滑、成形良好的焊缝。
4.2 焊缝成分和物相分析
焊接接头能谱分析结果如表3所示。

表3 焊接接头能谱分析结果(质量分数,%)Table 3 Energy spectrum analysis results of welded joint (wt.%)
运用德龙图[10]的铬镍当量计算公式:Creq=%Cr+%Mo+1.5×%Si+0.5×%Cb,镍当量计算公式:Nieq=% Ni+30×%C+30×%N+0.5×%Mn,计算得到焊缝金属的铬当量和镍当量分别为22.415%和13.07%,从DeLong 组织图中得到焊缝金属中铁素体的含量约为17%,焊缝金属的Creq/Nieq=1.68。参照凝固模式和Cr-Ni 伪二元相图[10],可知该焊缝金属的凝固模式为FA(铁素体-奥氏体)模式,即首先从熔化金属中结晶形成铁素体,随后在凝固过程中呈现铁素体向奥氏体转变的过程,奥氏体通过包晶-共晶反应生成,并在固溶终了时存在于铁素体凝固的边界内部,最终形成奥氏体+针状铁素体组成的焊缝组织,该组织有利于阻碍焊缝裂纹的扩展[10]。
4.3 焊缝宏观金相和显微组织
不锈钢烧结网滤芯纵焊缝的宏观金相和金相组织形貌分别如图4、图5 所示。由图5 可知,焊缝金属具有典型的快速凝固组织的特征,由快速冷却形成的柱状晶奥氏体及骨架状铁素体组成,并且各个区域柱状组织的生长方向不同,朝向散热最好的方向生长。
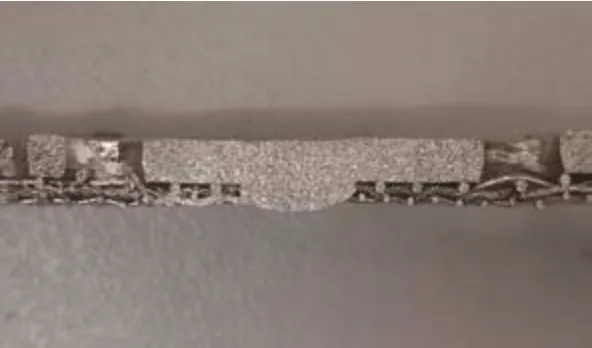
图4 焊缝截面宏观照片Fig.4 Macro morphology of weld section
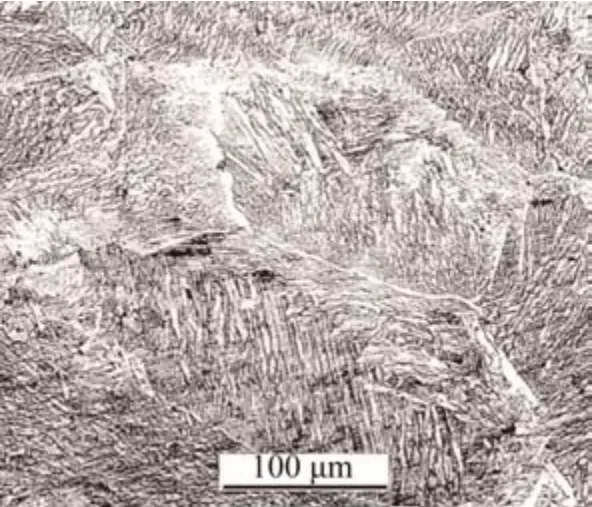
图5 焊缝金相组织形貌Fig.5 Microstructure of weld
4.4 焊接接头显微硬度
根据GB/T 4340.1—2009《金属材料维氏硬度试验第1 部分:试验方法》,对母材和焊缝金属进行显微维氏硬度测定,试验力为100 g,试验结果:2507丝网的显微硬度为289 HV0.1,316L 冲孔板显微硬度为174 HV0.1,焊缝金属显微硬度为187 HV0.1。2507金属丝网母材为典型的双相组织,加上丝网加工过程中的加工硬化,使得其硬度较高;由于焊缝金属中骨架状铁素体的产生,使得焊缝金属的显微硬度较316L冲孔板母材略高。
5 结论
(1)采用TIG焊对过滤器滤芯纵焊缝进行焊接,通过控制焊接热输入量,提高焊缝背面冷却速度等方法,可以得到成形良好、过渡圆滑、无断丝、强度高的焊接接头,且较优焊接电流范围为90~95 A。
(2)当焊接电流为85~100 A 时,随着焊接电流的增大,焊缝正面宽度有增大的趋势,但不明显;焊缝正面下凹量和焊缝背面宽度也有增大的趋势。
(3)焊接接头显微组织和物相分析表明,焊缝金属的凝固是按照铁素体-奥氏体模式进行的,焊缝金属的显微硬度较316L冲孔板母材略有上升,焊缝区由快速冷却形成的柱状晶奥氏体及骨架状铁素体组成,该组织具有较优的抗裂纹扩展能力。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
现代制造技术与装备(2021年9期)2021-10-27
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
艺术家(2021年12期)2021-03-11
流行色(2019年8期)2019-11-04
中国核电(2017年3期)2017-11-20
网印工业(2017年8期)2017-10-13
电子制作(2017年7期)2017-06-05
山东工业技术(2016年15期)2016-12-01
CHIP新电脑(2016年2期)2016-02-26
