
给茧机无绪茧自动抓取装置设计与分析
2023-05-30 02:04杨小龙李胜江文斌
现代纺织技术 2023年3期
杨小龙 李胜 江文斌
摘 要:为解决缫丝过程中给茧机内存在无绪茧且靠人工抓取的问题,设计了一种给茧机无绪茧自动抓取装置。传动部分由减速电机通过两个传动路线将动力传送至给茧机和横移滑轨机构。详细分析了横移滑轨机构所包含的曲柄滑块机构和齿轮齿条直线差动增倍机构运动特性,通过计算确定最佳抓取节点。最后介绍了末端抓取机构,并规划抓取后放置无绪茧和装置复位的时间节拍。分析表明给茧机无绪茧自动抓取装置结构合理可行,研究结果为给茧机无绪茧的处理提供一种新思路。
关键词:给茧机;无绪茧;曲柄滑块机构;齿轮齿条直线差动增倍机构;末端抓取机构
中图分类号:TS142.2
文獻标志码:A
文章编号:1009-265X(2023)03-0021-06
基金项目:财政部和农业农村部国家现代农业产业技术体系资助项目(2021)
作者简介:杨小龙(1998-),男,安徽亳州人,硕士研究生,主要从事现代纺织技术与装备方面的研究。
通信作者:江文斌,E-mail:hfjjwb@163.com
缫丝是生丝加工过程中的重要环节,是根据生丝规格要求,将若干根茧丝从茧层中顺次离解、抱合成生丝的加工过程[1]。生产中,由自动缫丝机中传动链条上的驱动板推动给茧机上的驱动爪,使给茧机平行于缫丝槽运行,从而实现固定添绪、移动给茧。给茧机内部为一茧一丝的正绪茧,其绪头卷绕在绪丝卷绕杆上,聚集在给茧口一侧,便于添绪时将正绪茧添进缫丝槽。给茧机内部振动板一定振动,有利于消除茧子重叠和挤压现象,带来的弊端是茧子之间做相对运动产生摩擦,一部分正绪茧断头变成无绪茧。该部分无绪茧聚集在给茧机中正绪茧相反一侧。若添绪时无绪茧加进缫丝槽,即为无效添绪,导致生丝落细长度超过丝条允许落细长度。当前工厂是由缫丝工用手抓取无绪茧,抓取周期不固定,无绪茧处理不及时,导致生丝条干成绩下降,影响企业效益[2]。
进入21世纪中国相继推出飞宇2000优选型、飞宇2000新时代和飞宇2008型自动缫丝机,机械化程度不断提高[3],但是给茧机内部的无绪茧抓取问题未得到有效解决。随着工业自动化的发展,自动抓取装置被广泛应用于汽车生产制造、物流搬运、金属加工等行业,它可以代替人工在抓取搬运环节的工作,相较于人工抓取搬运,使用自动抓取装置可以提高企业的生产效率、减少人工劳动力的使用[4]。
本文设计并搭建了一种给茧机无绪茧自动抓取装置,以期为给茧机无绪茧的处理提供一种新思路。基于工厂实况,在实验室搭建模拟平台,模拟给茧机运行状态,实现无绪茧自动抓取装置与给茧机同步移动。该平台由减速电机驱动将动力传给主传动轴,链轮通过推动结合件推动给茧机前进。同时,为实现动态抓取无绪茧,在机架外侧设定横移滑轨机构,该机构包含曲柄滑块机构和齿轮齿条直线差动增倍机构。末端抓取机构固定在横移滑轨机构升降滑块上,随滑块升降并完成抓取动作。
1 模拟平台传动部分
1.1 传动结构
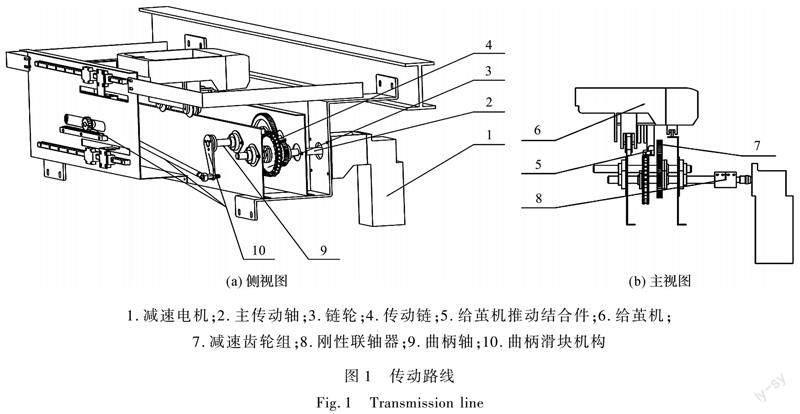
模拟平台传动部分动力采用减速电机,电机启动后将动力分两个路线分别传送到给茧机和曲柄滑块机构[5]。传动路线如图1所示。
传动路线一:减速电机→主传动轴→链轮→传动链→给茧机推动结合件→给茧机。
减速电机1输出端与主传动轴2通过刚性联轴器8连接。链轮的规格为08B系列,通过胀紧套固定在主传动轴2上,链轮3带动传动链4。给茧机推动结合件5固定在传动链4上,伸长部分推动给茧机下侧驱动爪,使给茧机随传动链4同步移动。
传动路线二:减速电机→主传动轴→齿轮传动→曲柄轴→曲柄滑块机构。
此传动路线主要是将动力传送到曲柄滑块机构10,通过胀紧套将减速齿轮组7固定在主传动轴2和曲柄轴9上,主动轴齿轮将动力传递到曲柄轴齿轮,曲柄轴齿轮带动曲柄轴9,曲柄利用胀紧套固定在曲柄轴9末端,最终完成曲柄滑块机构10周期性运动。
1.2 传动关系
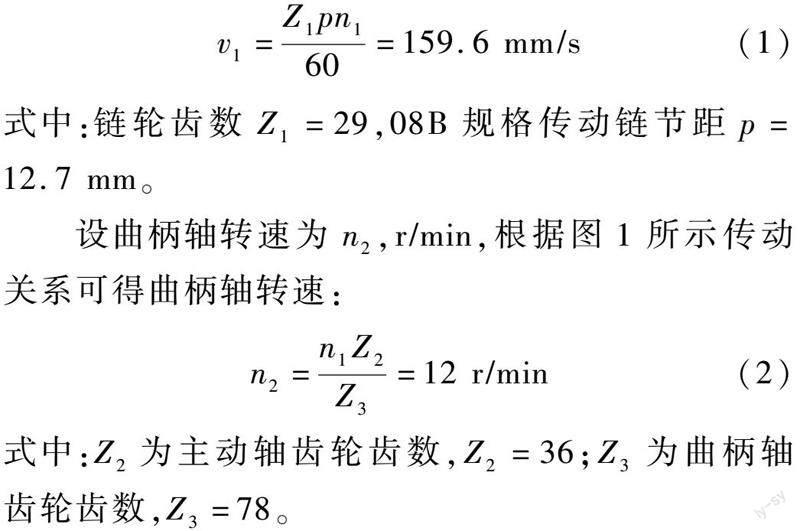
工厂中,给茧机运行速度为8.30~10.12 m/min,因此,模拟平台选用电机额定转速为1300 r/min,搭配速比i=50∶1的减速器。由上述传动路线不难得出,主传动轴转速n1为26 r/min。设给茧机运行速度为v1,mm/s,根据链传动线速度公式可得式(1):
式中:链轮齿数Z1=29,08B规格传动链节距p=12.7 mm。
设曲柄轴转速为n2,r/min,根据图1所示传动关系可得曲柄轴转速:
式中:Z2为主动轴齿轮齿数,Z2=36;Z3为曲柄轴齿轮齿数,Z3=78。
2 横移滑轨机构
生产中,给茧机移动给茧,若用处于静止状态的末端抓取机构抓取无绪茧,会破坏其中正绪茧。因此需要设定横移滑轨机构,在移动过程中抓取无绪茧。如图2所示,直线滑轨2固定在横移滑轨座1上,利用曲柄滑块机构完成运动副转换,即旋转副转变为移动副,末端滑块部分用移动齿轮3代替,在该处采用齿轮齿条直线差动增倍机构来放大水平运动。该机构由固定齿条4、移动齿条5和移动齿轮3组成,固定齿条4安装在横移滑轨座1上,移动齿条5固定在升降导轨支架结合件6上,移动齿轮3用齿轮连接销8安装在连杆9末端。为了限制移动齿轮3的自由度,使其只做水平往返运动,齿轮连接销8穿过移动齿轮推板7端部孔,移动齿轮推板7安装在直线滑轨2上。
2.1 曲柄滑块机构运动分析
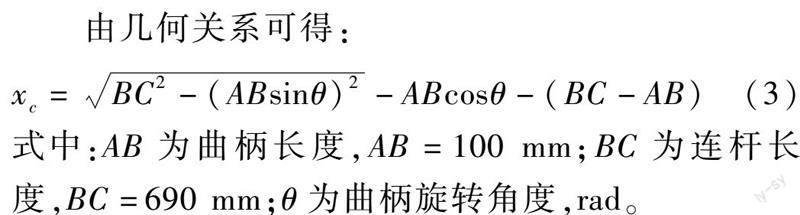
减速电机经过传动路线二将回转运动转变为周期性往返运动,将装置曲柄滑块机构简化如图3所示,曲柄AB和连杆BC均处水平位置,将该位置设定为运动起点[6]。曲柄AB沿逆时针方向以恒定角速度ω旋转,由式(2)可得ω=0.4 π rad/s。当曲柄AB转过角度θ到位置A1B1时,滑块C到达C1,设其位移量为xc,mm。
由几何关系可得:
式中:AB为曲柄长度,AB=100 mm;BC为连杆长度,BC=690 mm;θ为曲柄旋转角度,rad。
2.2 齿轮齿条直线差动增倍机构运动分析
曲柄AB长度为100 mm位于两个极位时,末端距离即为滑块最大位移量200 mm。自动缫丝机相邻两个给茧机距离为400 mm。为减小装置体积,并获得增倍位移量。因此,在曲柄滑块机构末端采用齿轮齿条直线差动增倍机构[7],机构简化图如图4所示。
移动齿条2在移动齿轮3的啮合节点上方做平移运动,根据速度瞬心定理,在任一瞬间,移动齿条2与移动齿轮3相对运动都可以看作是繞D点的旋转运动,即D点为二者速度瞬心。移动齿条2的旋转半径为DF,同理,移动齿轮3的旋转半径为DE。根据几何关系,DF=2DE。根据圆周运动性质不难得出v2=2vc,mm/s,即在相同时间内,移动齿条2的位移为2xc,mm。
2.3 抓取节点分析
减速电机经过两个路线将动力分别传送到给茧机和横移滑轨机构,在横移滑轨机构位移达到最大值之前,给茧机与横移滑轨机构的位移相等时是装置抓取的最佳节点。因此,需要计算出θ在(0, π)区间内对应时间节点t,s。
由上述分析可列出:
将式(1)、式(3)代入式(4)并消去t可得:
式(5)是含有未知量θ的三角函数方程,即为超越方程[8]。超越方程的求解无法利用代数几何来进行。利用MATLAB编程计算得到方程在(0, π)范围内有且仅有一个解[9],即:
由计算结果可得:θ转换为角度制为100.8°,即当1.4 s,曲柄旋转100.8°时,给茧机与横移滑轨机构位移相等,此时是末端抓取机构抓取无绪茧的最佳节点。
3 末端抓取机构
3.1 抓取结构
抓取结构通常有旋转式、吸附式和平移式[10]。给茧机内部空间相对狭小,若采用平移式抓取结构,易对给茧机造成干涉,无法抓取靠近内部边缘处无绪茧。给茧机中正绪茧、无绪茧和汤水是固液共存,吸附式抓取结构无法有效吸附无绪茧。因此,本装置采用旋转式结构。
无绪茧抓取结构传动示意如图5所示,末端抓取机构机架4通过升降支承结合件2固定在横移滑轨机构直线滑轨的滑块上,升降步进电机1工作时带动滑块升降。丝杆5通过联轴器与抓取步进电机3输出端连接,丝杆支承座10固定在机架4末端。移动齿条支架7与导丝螺母6固定连接,4个限位螺钉8安装在机架4后侧,穿过移动齿条支架滑槽,使移动齿条9平移运动。扇形齿轮11安装在摆动齿轮轴13上,与移动齿条9啮合,主被动齿轮12安装在摆动齿轮轴13上。4个抓茧斗支架14分别安装在2根摆动齿轮轴13末端,底部开孔连接抓茧斗结合件15。
工作时,抓取步进电机3旋转带动导丝螺母6平移,与之固定的移动齿条支架7带动移动齿条9移动,带动与之啮合的扇形齿轮11摆动,同轴的摆动齿轮轴13旋转,从而控制抓茧斗结合件15旋转开合。
3.2 抓取与放置
无绪茧抓取与放置原理如图6所示,抓茧斗结合件为左右对称结构,给茧机内部宽度为L=187 mm,保证其不干涉给茧机,且闭合状态下内部空间可以容纳2颗无绪茧1。在三维运动仿真软件中模拟机构打开状态到完全闭合,摆动齿轮轴旋转55°左右[11]。因此,取整后同轴的扇形齿轮同步旋转55°,与之啮合的移动齿条移动距离为s,mm:
式(7)中:m为扇形齿轮法向模数,m=1 mm;Z4为扇形齿轮全齿齿数,Z4=40。
由式(2)、式(6)可知,曲柄轴的工作周期为5 s,给茧机探索周期为2.5 s,即相隔一只给茧机完成一次抓取。自动缫丝机车头为对称分布,可在两侧车头各安装一套自动抓取装置完成所有给茧机无绪茧抓取。
无绪茧抓取流程如图7所示,在(0, π)范围内横移滑轨机构与给茧机动态跟随,即0~2.5 s内装置要完成抓取和放置无绪茧动作。横移滑轨机构在1.4 s时与给茧机位移相等,0~1.4 s期间升降步进电机带动抓茧斗结合件下降至给茧机内部,完成抓取无绪茧动作。抓取后,1.4~2.5 s期间抓茧斗结合件上升,同时,横移滑轨机构继续前进至不锈钢滑槽2上方后放下无绪茧。由于无绪茧为椭球状,不锈钢滑槽2有一定斜度,无绪茧会沿着滑槽下落至缫丝槽内,经捕集器收集后最终回到缫丝机车头。2.5~5 s期间,横移滑轨机构返回初始位置,装置各机构复位至初始状态。至此,完成一个周期抓取。
4 结 论
本文设计了一种给茧机无绪茧自动抓取装置并进行相关分析,得出的主要结论如下:
a)实验室条件下,给茧机无绪茧自动抓取装置传动部分由减速电机提供动力至给茧机和曲柄滑块机构。在工厂条件下,可由自动缫丝机驱动电机通过齿轮变速后引出主传动轴,从而带动装置的横移滑轨机构与给茧机的同步移动。
b)为实现动态抓取无绪茧,该装置横移滑轨机构由曲柄滑块机构和齿轮齿条直线差动增倍机构组成。通过分析机构的运动特性,列出运动方程,利用MATLAB编程计算出最佳抓取节点,并规划抓取后放置无绪茧和装置复位的时间节拍。
c)末端抓取机构采用步进电机带动移动齿条平移19.2 mm,带动与之啮合的扇形齿轮旋转55°,最终带动抓茧斗结合件抓取无绪茧。
参考文献:
[1]陈文兴,傅雅琴.蚕丝加工工程[M].北京:中国纺织出版社,2013:99-100.
CHENG Wenxing, FU Yaqin. Silk Processing Engineering[M]. Beijing: China Textile & Apparel Press, 2013: 99-100.
[2]闫冠宇,左保齐.生丝匀度检测方法的研究进展[J].纺织科学与工程学报,2018,35(3):148-152.
YAN Guanyu, ZUO Baoqi. Research progress of raw silk evenness detection methods[J]. Journal of Textile Science and Engineering, 2018, 35(3): 148-152.
[3]吕超目,陈庆华,叶文,等.节能减排新型自动缫丝机的开发[J].现代纺织技术,2015,23(1):42-46.
Lü Chaomu, CHEN Qinghua, YE Wen, et al. Develop-ment of a new type of energy-saving and emission-reducing automatic silk reeling machine[J]. Advanced Textile Technology, 2015, 23(1): 42-46.
[4]ZHANG R S, ZHANG C, ZHENG W G. The status and development of industrial robots[C]//Proceedings of the 4th International Conference on Applied Materials and Manufacturing Technology. Nanchang: IOP publi-shing ltd, 2018: 423.
[5]孙再俊,江文斌,戚文兴.小型往复式索绪机设计与分析[J].现代纺织技术,2019,27(5):85-89.
SUN Zaijun, JIANG Wenbin, QI Wenxing. Design and analysis of small reciprocating brushing machine[J]. Advanced Textile Technology, 2019, 27(5): 85-89.
[6]余为洲,周俊荣,胡晨星,等.并排式三金片绣自动送片装置改进设计与仿真分析[J].现代纺织技术,2020,28(2):89-96.
YU Weizhou, ZHOU Junrong, HU Chenxing, et al. Inno-vative design and simulation analysis of automatic feeding mechanism of side-by-side three-layered tinsel embroidery device[J]. Advanced Textile Technology, 2020,28(2):89-96.
[7]游代喬,邓祖才.齿条式差动加法机构工作原理及其变形[J].科技创新与应用,2015(5):45.
YOU Daiqiao, DENG Zucai. Working principle and deformation of rack differential adder[J]. Technological Innovation and Application, 2015(5):45.
[8]廖帮全.Excel作图和二分法结合解超越方程的一种方法[J].大学物理实验,2015,28(2):109-112.
LIAO Bangquan. A method to solve transcendental equation by combining excel graphing and dichotomy[J]. Physical
Experiment of College, 2015, 28(2): 109-112.
[9]潘俊莹,刘炳汝,曾鑫.用MATLAB求解超越方程的方法[J].商业故事,2019(4):100-101.
PAN Junying, LIU Bingru, ZENG Xin. The method of solving transcendental equation by MATLAB[J]. Business Stories, 2019(4): 100-101.
[10]黄建源.齿坯上下料串并混联机械手分析与设计[D].秦皇岛:燕山大学,2021:15.
HUANG Jianyuan. Analysis and Design of Gear Blank Loading and Unloading Tandem Hybrid Manipulator[D]. Qinhuangdao: Yanshan University, 2021: 15.
[11]LU Y, ZHANG C G, CAO C J, et al. Kinematics and dynamics of a novel hybrid manipulator[J]. Procee-dings of the institution of mechanical engineers part c-journal of mechanical engineering science, 2016, 230(10): 1644-1657.
Abstract: The cocoon and silk industry is not only traditional national industry, important livelihood industry and international competitive advantage industry, but also a cultural symbol of China's diplomacy as a major country. At present, the development of the cocoon and silk industry is facing great pressure, mainly from the industry's low profits, high labor costs, and strong mobility of silk reelers, which brings great pressure to enterprises. In recent years, with the continuous progress of science and technology, most manufacturing industries have improved production automation, reduced manual participation production costs and improved production efficiency. In the 21st century, China has successively launched Feiyu 2000 Preferred, Feiyu 2000 New Era, and Feiyu 2008 Automatic Silk Reeling Machines. The degree of mechanization has been continuously improved, but thedegree of automation has been. The problem of grabbing cocoons without end in the supplier of correct end cocoons has not been solved effectively, which seriously affects the quality of raw silk.
In order to solve the problem that there are cocoons without end in supplier of correct end cocoons during silk reeling and the cocoons without end are grabbed manually, an automatic grabbing device for cocoons without end in supplier of correct end cocoons is designed. The transmission part transmits the power to the supplier of correct end cocoons and the transverse sliding rail mechanism through two transmission routes by the deceleration motor. The motion characteristics of the slider-crank mechanism and the linear differential doubling mechanism of gear and rack contained in the transverse sliding rail mechanism are analyzed in detail.The quantitative relationship between them is analyzed and the equation of motion is listed. The equation of motion is a transcendental equation containing an unknown trigonometric function and cannot be solved by algebraic geometry. MATLAB programming is applied to determine the best grasping node. Finally, the end-grabbing mechanism is introduced, and the characteristics of different types of end-grabbing mechanism are briefly introduced. The rotary structure is selected according to the characteristics of the cocoons without end solid liquid coexistence in the supplier of correct end cocoons.Through 3D simulation and calculation verification, the end-grabbing mechanism is fully closed when it is open, and the swing gear shaft rotates about 55°. Therefore, the concentric sector gear rotates 55° synchronously after rounding, and the moving distance of the moving rack engaged with it is 19.2 mm.According to the crank movement cycle and the supplier of correct end cocoons exploration cycle, the time beat of placing the cocoons without end and resetting the device after grabbing is planned. The analysis shows that the structure of the automatic grabbing device for cocoons without end in supplier of correct end cocoons is reasonable and feasible, which provides a new idea for the treatment of cocoons without end in supplier of correct end cocoons.
With the proposal of the 14th FiveYear Plan for the Development of Robotic Industry, robots are known as the "pearl at the top of the manufacturing crown", and their research, development, manufacturing and application are important signs to measure a country's technological innovation and high-end manufacturing level. At present, China's cocoon and silk industry is constantly reforming and developing. It is a general trend to improve the automation of silk reeling production and reduce labor costs. The automatic grabbing device for cocoons without end in supplier of correct end cocoons in this paper is a new idea. On this basis, the device structure can be further optimized to meet the production requirements of the factory.
Keywords: supplier of correct end cocoons; cocoons without end; slider-crank mechanism; linear differential doubling mechanism of gear and rack; end-grabbing mechanism
猜你喜欢
金属加工(冷加工)(2023年10期)2023-10-23
机械工程师(2021年4期)2021-04-19
水运工程(2020年2期)2020-02-26
设备管理与维修(2019年22期)2019-12-19
物流技术与应用(2019年6期)2019-07-16
设备管理与维修(2019年10期)2019-02-16
机械研究与应用(2018年5期)2018-11-05
电子测试(2018年13期)2018-09-26
水利科技与经济(2016年7期)2016-04-25
重型机械(2016年1期)2016-03-01
