
大型核电汽轮机用Cr-Ni-Mo-V钢中间轴制造工艺研究
2023-05-23 14:25宋国旺王旭颖牛玉温陈民涛梁晓捷
大型铸锻件 2023年3期
宋国旺 王旭颖 牛玉温 陈民涛 梁晓捷
(太原重工股份有限公司,山西 太原 030024)
大型核电汽轮机中间轴是核电站二回路发电系统中的核心传动零件,主要连接高中压转子和系列低压转子,起到传递汽轮机高速转动负荷的作用。其受力工况复杂,承受巨大的交变载荷和高转速大扭矩。该中间轴选用Cr-Ni-Mo-V钢材质的锻件,要求其具有较高的强度、良好的塑韧性、较低的韧脆转变温度等良好的综合力学性能[1-3]。本文对某核电项目用中间轴锻件的材料冶炼、锻造、热处理等工序工艺难点进行分析、试制研究,该中间轴锻件材质选用30Cr2Ni4MoV钢,重量约13 t,轮廓约∅1600 mm。最终成功制造出该项目中间轴锻件,通过理化检验评定,满足用户技术规格书要求,验证了制造工艺合理可行。
1 技术要求
1.1 材料化学成分要求
为了满足中间轴锻件良好的综合力学性能,特别是韧脆转变温度FATT50的要求,材料化学成分设计时,要考虑杂质元素S、P、Sb、As、Sn和Si、Mn对材料的脆化影响,以及为了满足强度指标的同时尽可能降低钢中碳含量[4]。钢的化学成分要求见表1。

表1 化学成分要求(质量分数,%)Table 1 Chemical composition requirements (mass fraction,%)
1.2 取样图及力学性能要求
中间轴锻件按图粗加工,进行调质热处理后,按试样图要求(见图1),取样做力学性能试验。力学性能具体要求见表2。
(1)在中间轴法兰内侧径向X-X1位置,0°和180°径向各做一个拉伸和两个夏比冲击试验,45°径向做一组FATT50。
(2)在中间轴法兰内侧径向X-X2位置,90°和270°径向各做一个拉伸和两个夏比冲击试验,315°径向做一组FATT50。
(3)在中间轴中部轴身切向T-X3位置,经脆化处理和经脱脆化处理后,分别做一个拉伸试验和一组FATT50。
要求锻件径向试样的屈服强度最大值与最小值之差应不大于屈服强度下限值的8%。

图1 试样图Figure 1 Sample drawing

表2 力学性能要求Table 2 Mechanical properties requirements
1.3 超声检测要求
中间轴锻件调质热处理后,并按专用超声检测UT图机加工后,全面进行超声检测。中间轴锻件超声检测要求严格,不允许有当量直径∅1.6 mm的缺陷存在,所有密集性缺陷回波和游动性缺陷回波都需要进行评定。
1.4 难点分析
该材质中间轴锻件的有效截面尺寸大,锻后满足超声检测及相应技术条件难度非常大,同时锻件毛坯容易混晶和晶粒粗大,满足FATT50指标困难[5]。对于首件要进行脆化试验和脱脆化试验,要严格控制引起韧性恶化和显著导致FATT50上升的五害元素向晶界偏聚,还要控制Si和Mn元素加速脆化的现象。同时为了满足综合力学性能要求,对主要合金元素以及杂质元素进行控制,并且对热处理工艺参数的选择要求很高。对生产试制过程的钢水高纯净低偏析、高效锻透致密、大截面尺寸混晶消除的控制提出严格要求。
2 制造工艺流程
冶炼→铸锭→锻造→锻后热处理→锻坯粗加工→超声检测→调质热处理→调质后粗加工→超声检测→取样→理化性能试验→半精加工→消应力→最终加工及检验→标识→防锈包装发货。
3 制造过程
3.1 炼钢、铸锭过程
该类钢中间轴截面直径大,内部UT检查要求严格,若钢锭中的夹杂物及气体控制不当,会导致后期出现单个点状缺陷和心部大范围小当量密集缺陷,不符合技术标准要求,同时考虑钢锭锭型和锻件的匹配性,钢锭采用“EBT电炉初炼→LF钢包精炼→VD真空脱气处理→软搅拌→VCD浇注→热送”的方法制造,重量为97 t。在炼钢工艺方面制定了提高钢水纯净度的控制要求,确保钢水纯净度,同时为了满足力学性能要求,对冶炼过程化学成分进行严格内控,为超声检测和热处理性能合格提供质量保障。
(1)优选冶炼炉料,对废钢、钢屑、生铁严格控制As、Sb、Sn、Cu元素,同时对主要合金、辅料石灰、萤石等严格按工艺内控要求执行。
(2)碱性电炉冶炼阶段,合理吹氧助熔、脱碳、脱磷、降低钢中氢和氮等气体、造渣,出钢控制C≥0.10%、P≤0.003%。
(3)精炼炉精炼阶段,有效脱氧、脱硫和去除夹杂。严格按脱氧操作工艺参数进行脱氧,精炼后期,保持还原气氛,进一步脱氧脱硫,严禁加入Si、Al材料。进入真空处理过程中,在真空度≤67 Pa下保持≥15 min,同时控制好VD处理总时间,根据钢水翻动情况调整好氩气流量,确保钢中气体降低到控制范围之内。
(4)真空浇注阶段,提前按要求准备安装已烘烤好的钢锭冒口、导流套、安放好中间包,清洁锭模及相关辅具,避免外来夹杂物进入钢锭当中。在真空室浇注过程中,中间包开浇真空度≤67 Pa。采用Ar气压力0.5~0.6 MPa的保护罩进行氩幕保护,避免钢水二次氧化,在精炼包浇注快结束前,抬起精炼包进行精炼包卡渣。
3.2 锻造成形过程
中间轴锻件在125 MN压机上进行充分锻造,锻造火次分布:第一火钢锭压把、拔长、开坯→第二火墩粗,WHF制坯→第三火墩粗,制台阶坯→第四火组合胎膜成形。水口切除量≥7%,冒口切除量≥20%。锻造温度控制在850~1200℃,总锻造比大于6,能有效压实钢锭内部微小空隙缺陷和破碎粗大铸态枝晶组织,提高锻件的无损检测合格率和综合力学性能。镦粗时采取整体连续镦粗变形的方法,墩粗至原坯料高度的50%~60%。利用上下1700 mm宽平砧,进行WHF拔长,压下量控制在压前坯料高度的20%,搭砧量200 mm,压完一道次后翻转90°,错半砧,压下一道次。压到开坯尺寸后,用氧枪清理表面裂纹、压痕等表面缺陷。出成品时合理安排火次、温度、保温时间等参数,将制好的坯料,放入提前准备好的组合胎膜中,进行锻件最终成形。

图2 锻后热处理工艺曲线Figure 2 Heat treatment process curve after forging
3.3 锻后热处理过程
中间轴锻造之后,锻件空冷到表面300℃,装炉进行高低温两次正火+回火,满足锻后切断组织遗传混晶现象,实现细化晶粒,改善内部组织,满足无损检测要求。在正火空冷过程中,表面空冷至200℃入炉保温一定时间,确保中间轴心部组织转变完成,最终实现细化晶粒,锻后热处理工艺曲线见图2。
3.4 调质热处理过程
中间轴锻件按图1加工后,进行性能热处理,热处理工艺曲线见图3。为了确保中间轴内部得到良好的淬火组织,淬火和回火加热均在台车电炉进行,冷却采用水冷淬火方式。将中间轴加热至820~860℃,保温一定时间,完成奥氏体组织转变。淬火过程中,为了有效淬透整个截面,使其获得马氏体或者马氏体加下贝氏体组织,要求中间轴在淬火水槽中上下前后移动,同时控制水温在25℃以下,充分循环。淬火完毕后,控制好终冷温度,及时装入回火炉中,进行560~600℃高温回火,在一定保温时间后,进行限速冷却,满足后续残余应力要求。
3.5 脆化试验和脱脆化试验过程
中间轴锻件调质热处理后,按图1切取T-X3的试样,按照技术规范进行脆化试验和脱脆化试验。脆化试验和脱脆化试验热处理工艺曲线见图4。
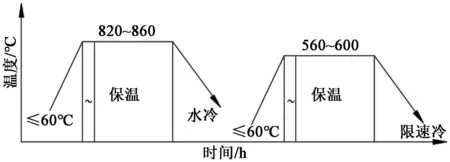
图3 调质热处理工艺曲线Figure 3 Quenching and tempering heat treatment process curves
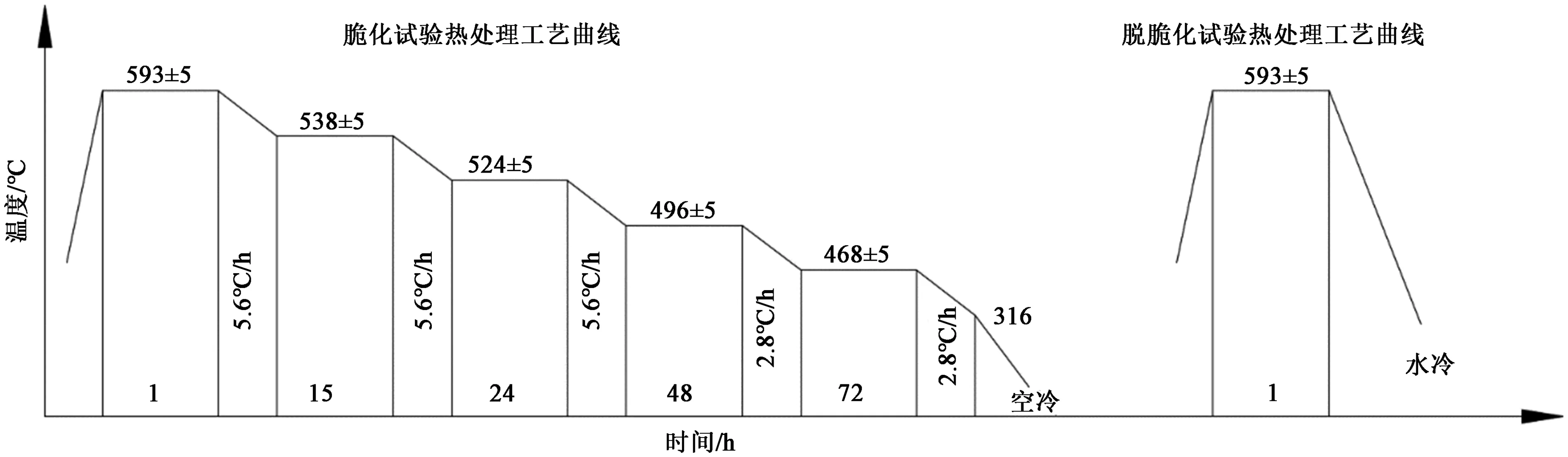
图4 脆化试验和脱脆化试验热处理工艺曲线Figure 4 Heat treatment process curves of embrittlement test and deembrittlement test
4 检测结果
4.1 硬度和残余应力
中间轴调质热处理后,按图要求位置进行了表面硬度检测和残余应力检测。硬度结果为348~366HBW,均匀性好,满足在同一圆弧表面上各点间的硬度应不超过30HBW,在同一母线上的硬度差不应超过40HBW。采用环芯法检测残余应力结果为26.2~29.7 MPa,满足残余应力≤66 MPa要求。
4.2 超声检测
按照专用超声检测加工图机加工后,对中间轴进行100%超声检测。结果显示未发现当量直径为∅1.6 mm的任何缺陷,未发现任何密集性缺陷回波和游动性缺陷回波,同时底波衰减也符合标准要求。
4.3 化学成分
通过对中间轴材料成分的优化设计和控制,可以看出主要合金元素以及微量元素满足技术要求,特别是对中间轴的综合力学性能起到了关键作用。表3为中间轴在X-X1部位的成品分析结果。
Ni含量为3.72%,控制在要求范围的中上限,对提高中间轴的塑韧性,尤其是提高低温的冲击韧性数值有良好的影响。通过对V元素的控制,起到了细化晶粒和提高回火抗力的作用。特别是杂质残余元素Si、P、S、Cu、As、Sb、Sn含量均控制在较低水平,有效减少回火脆性敏感性,降低FATT50。
4.4 力学性能
通过表4检测结果数据,中间轴X-X1和X-X2的Rp0.2、Rm的数值偏差较小。冲击韧性和FATT50都远高于技术要求。通过T-X3的切向脆化试验和脱脆化试验对比,反应出中间轴的综合力学性能不仅满足技术规范要求,同时远优于要求值,说明中间轴的整体材料均匀性非常好,材料的纯净度高、低偏析、锻造致密、热处理均匀。
4.5 金相检验
在中间轴X-X1和X-X2部位取样进行显微组织检查,组织为回火索氏体,晶粒度达到7.5级,锻件的A、B、C、D、DS五种类型夹杂物分别小于等于0.5级。

表3 成品化学成分(质量分数,%)Table 3 Chemical composition of products(mass fraction, %)

表4 力学性能检测结果Table 4 The test results of mechanical properties
5 结论
为了掌握大型核电汽轮机Cr-Ni-Mo-V钢中间轴制造技术,生产了4件30Cr2Ni4MoV钢中间轴,在符合核质保监管的流程下,对该批中间轴进行了检测分析,结果总结如下:
(1)超声检测结果显示,中间轴内部没有技术要求所规定的应记录和超标缺陷,验证了炼钢、铸锭以及锻造工艺参数的有效性。
(2)综合力学性能指标满足技术规范要求,特别是屈服强度波动值非常小,性能均匀性良好,FATT50指标优于技术要求,验证了材料化学成分内控范围和热处理工艺参数的有效性。
(3)经过对炼钢、锻造、热处理过程工艺参数验证和试制,成功制造出某核电项目汽轮机Cr-Ni-Mo-V钢中间轴,各项力学性能、金相、UT、MT、PT指标均符合客户技术规范。掌握了该类大型核电汽轮机Cr-Ni-Mo-V钢中间轴制造技术,同时充分验证了炼钢、锻造、热处理工艺的合理性和可行性。
猜你喜欢
黑龙江水产(2022年2期)2022-05-09
压力容器(2021年3期)2021-04-14
原子能科学技术(2020年11期)2020-11-24
船海工程(2019年3期)2019-07-03
汽车实用技术(2018年20期)2018-10-26
北京汽车(2017年4期)2017-10-13
广东造船(2016年5期)2016-12-03
设备管理与维修(2016年7期)2016-04-23
大型铸锻件(2015年4期)2016-01-12
大型铸锻件(2015年4期)2016-01-12
